Das könnte Ihnen auch gefallen
- 4.P-8.5-VINCO-06 Procedimiento Operativo de Cortador FlamaDokument10 Seiten4.P-8.5-VINCO-06 Procedimiento Operativo de Cortador FlamaClaudio Israel Godinez Somera100% (2)
- Operaciones de PunzadoDokument13 SeitenOperaciones de Punzadomarcos vilteNoch keine Bewertungen
- Baleos de PozosDokument24 SeitenBaleos de PozosvaleriavcNoch keine Bewertungen
- Calculo Radio de InvasionDokument9 SeitenCalculo Radio de InvasionEliezer JimenezNoch keine Bewertungen
- Manual de ProduccionDokument270 SeitenManual de ProduccionMauro LozanoNoch keine Bewertungen
- 01-I-Bombeo Mecanico PDFDokument127 Seiten01-I-Bombeo Mecanico PDFPablo QuirogaNoch keine Bewertungen
- Diseño de Sarta de PerforacionDokument46 SeitenDiseño de Sarta de Perforacionliz salazarNoch keine Bewertungen
- Caidas de Presion Por Friccion en Conductos Mineros y Ductos de VentilacionDokument36 SeitenCaidas de Presion Por Friccion en Conductos Mineros y Ductos de VentilacionJuan Marcavillaca Laurente100% (1)
- Ejercicios ModelosDokument5 SeitenEjercicios ModelosRenzo Bermudez BacilioNoch keine Bewertungen
- Empaque RetrievamaticDokument16 SeitenEmpaque RetrievamaticDavids ReyesNoch keine Bewertungen
- Introduccion A Lodos de PerforacionDokument90 SeitenIntroduccion A Lodos de PerforacionezeabrilNoch keine Bewertungen
- TP TRDokument6 SeitenTP TRMary Rys Cedri AnojraNoch keine Bewertungen
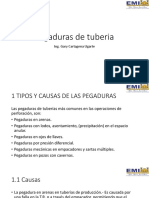
- Pega de TuberiaDokument16 SeitenPega de TuberiaGabriel Alexander Garcia Vaca100% (1)
- Tuberia de PerforacionDokument9 SeitenTuberia de PerforacionGael HammidNoch keine Bewertungen
- Jack - Up - Primer EspañolDokument24 SeitenJack - Up - Primer EspañolRaulFarrerAraujoNoch keine Bewertungen
- Motores MWDDokument25 SeitenMotores MWDVarinia Montan ValverdeNoch keine Bewertungen
- Tesis Final Actual XDDokument17 SeitenTesis Final Actual XDPEDRO SIMON MARTINEZ RUMICHENoch keine Bewertungen
- Presentación VARELDokument49 SeitenPresentación VARELAlejandro ManriqueNoch keine Bewertungen
- 004 Cables Perforacion IDokument30 Seiten004 Cables Perforacion IJean CarlosNoch keine Bewertungen
- Análisis de Riesgos en Operaciones de Perforación yDokument17 SeitenAnálisis de Riesgos en Operaciones de Perforación yJosafath ÁvilaNoch keine Bewertungen
- Ficha Tecnica SoftronDokument2 SeitenFicha Tecnica SoftronRaul Alexander Uribe GarciaNoch keine Bewertungen
- Changan cs15 1.5l MT Luxury FTDokument3 SeitenChangan cs15 1.5l MT Luxury FTLuis BriceñoNoch keine Bewertungen
- Informe 11 - Preparacion Lechada CementoDokument4 SeitenInforme 11 - Preparacion Lechada Cementocapl930Noch keine Bewertungen
- Formula RioDokument60 SeitenFormula RioGerardo ReyesNoch keine Bewertungen
- Brocas TriconicasDokument21 SeitenBrocas TriconicasFranz OnofreNoch keine Bewertungen
- Procedimiento para La Instalacion de Pack OffDokument17 SeitenProcedimiento para La Instalacion de Pack Offjaime andres vasquezNoch keine Bewertungen
- Trabajo de PerforacionDokument8 SeitenTrabajo de Perforacionjoel pasache100% (1)
- Registro SónicoDokument28 SeitenRegistro SónicoWilmer CuicasNoch keine Bewertungen
- Perforación de Un Pozo PetroleroDokument130 SeitenPerforación de Un Pozo PetroleroAlexander VitalesNoch keine Bewertungen
- Cañerías Informe Corregido ImprimirDokument22 SeitenCañerías Informe Corregido ImprimirBrendaArnez0% (1)
- Introduccion A Lodos de Perforación.Dokument90 SeitenIntroduccion A Lodos de Perforación.Federico MuggeriNoch keine Bewertungen
- Proyecto CIMADokument108 SeitenProyecto CIMAPeriódico CentralNoch keine Bewertungen
- Prevencion de Arremetidas y Control de PozosDokument32 SeitenPrevencion de Arremetidas y Control de PozosMoises Jose Vivenes BastardoNoch keine Bewertungen
- Tipos de Cañeria de RevestimientoDokument2 SeitenTipos de Cañeria de RevestimientoMatias GutierresNoch keine Bewertungen
- SOBRECALENTADORES Teoría y Problema PrácticoDokument11 SeitenSOBRECALENTADORES Teoría y Problema PrácticoGerardo Diestra GarcíaNoch keine Bewertungen
- Informe de Toolface Magnético & Gravitacional, Herramientas LaterologDokument12 SeitenInforme de Toolface Magnético & Gravitacional, Herramientas LaterologGerfooValentinoNoch keine Bewertungen
- Manual de Partes Secan s250Dokument4 SeitenManual de Partes Secan s250Reballing Arequipa Todo LaptopsNoch keine Bewertungen
- Deteccion de SurgenciasDokument3 SeitenDeteccion de SurgenciassibNoch keine Bewertungen
- Formato Inspeccion de Equipos de Perforacion 4 SGMDokument15 SeitenFormato Inspeccion de Equipos de Perforacion 4 SGMMaria jose hurtado pazNoch keine Bewertungen
- Presion DiferencialDokument6 SeitenPresion DiferencialPuRita Montaño CuellarNoch keine Bewertungen
- Conceptos BASICOS Operaciones SegurasDokument104 SeitenConceptos BASICOS Operaciones Seguraspicho1911Noch keine Bewertungen
- Perforacion 2 Referencia de PresionesDokument15 SeitenPerforacion 2 Referencia de PresionesAlejandro Joel Aramayo VidaurreNoch keine Bewertungen
- Tesis 5 Conjunto de TodosDokument78 SeitenTesis 5 Conjunto de TodosAnel FragosoNoch keine Bewertungen
- Tronadura en Zonas Sensibles Mediante Tecnología PlasmaDokument34 SeitenTronadura en Zonas Sensibles Mediante Tecnología PlasmaPatricio Olivero Arenas100% (2)
- T1-Accidentes en La IndustriaDokument88 SeitenT1-Accidentes en La IndustriaViscarra Chuve Yennifer AlisonNoch keine Bewertungen
- Clase PreventoresDokument9 SeitenClase PreventoresBertha Alicia Cantú Cantú100% (1)
- Work Paper PerfoDokument30 SeitenWork Paper PerfoMauro LozanoNoch keine Bewertungen
- Diseño de Pozos Tarea 3 Edo. MecanicoDokument1 SeiteDiseño de Pozos Tarea 3 Edo. MecanicoJonathan ToledoNoch keine Bewertungen
- 3er Parcial-15Jun-2020Tecnologìa de PerforaciònDokument7 Seiten3er Parcial-15Jun-2020Tecnologìa de Perforaciòndaniel grNoch keine Bewertungen
- Columna de Perforacion TexDokument42 SeitenColumna de Perforacion TexvanesaNoch keine Bewertungen
- Pozo Jaguar X7Dokument37 SeitenPozo Jaguar X7Maury EC Escobar CabreraNoch keine Bewertungen
- 1.2 Definicion de BroteDokument22 Seiten1.2 Definicion de BroteJessica Ariss0% (1)
- Afiliacion y Pago Mercantil en Linea Personas UDODokument2 SeitenAfiliacion y Pago Mercantil en Linea Personas UDORaúl RiveraNoch keine Bewertungen
- Cálculo de Caudal de AireDokument13 SeitenCálculo de Caudal de AireExeduar LLalaNoch keine Bewertungen
- Abi Diana FacilidadesDokument6 SeitenAbi Diana FacilidadesFabiola PesantesNoch keine Bewertungen
- Técnicas de Cañoneo de Pozos ExposicionDokument25 SeitenTécnicas de Cañoneo de Pozos ExposicionAndroTamiche100% (6)
- TEMA 7 Baleo y Sus ObjetivosDokument11 SeitenTEMA 7 Baleo y Sus ObjetivosDeymar Luk CortezNoch keine Bewertungen
- Baleos o Punzado de Pozos PetrolerossDokument17 SeitenBaleos o Punzado de Pozos PetrolerossCF Franz100% (1)
- Sistema de Baleo - Grupo #9Dokument3 SeitenSistema de Baleo - Grupo #9Cristhian Moya100% (1)
- CAÑONEODokument26 SeitenCAÑONEOgreveNoch keine Bewertungen
- Ley N 466 Ley de La Empresa PublicaDokument120 SeitenLey N 466 Ley de La Empresa PublicaWilliams David PerezNoch keine Bewertungen
- Gas SDokument12 SeitenGas SJhonny Rojas RosalesNoch keine Bewertungen
- Técnicas de MuestreoDokument7 SeitenTécnicas de MuestreoAshbad13Noch keine Bewertungen
- Redes de GasDokument35 SeitenRedes de GasRoberto Camus Cuadra80% (5)
- Casos de EstudioDokument5 SeitenCasos de EstudioAshbad13Noch keine Bewertungen
- Gas SDokument12 SeitenGas SJhonny Rojas RosalesNoch keine Bewertungen
- Consult As 2Dokument17 SeitenConsult As 2Ashbad13Noch keine Bewertungen
- Propuesta de TesisDokument2 SeitenPropuesta de TesisAshbad13Noch keine Bewertungen
- Consult AsDokument17 SeitenConsult AsAshbad13Noch keine Bewertungen
- Consult As 2Dokument17 SeitenConsult As 2Ashbad13Noch keine Bewertungen
- Imágenes IMBADokument3 SeitenImágenes IMBAAshbad13Noch keine Bewertungen
- Imágenes IMBADokument3 SeitenImágenes IMBAAshbad13Noch keine Bewertungen
- Departamento Del BeniDokument1 SeiteDepartamento Del BeniAshbad13Noch keine Bewertungen
- Soluciones para Bombeo MecánicoDokument16 SeitenSoluciones para Bombeo MecánicoAshbad13Noch keine Bewertungen
- OBJETIVO OPERACIONALPlataformasDokument3 SeitenOBJETIVO OPERACIONALPlataformasAshbad13Noch keine Bewertungen
- 00 - Adjunto 0 - Pliego de Especificaciones AdmDokument9 Seiten00 - Adjunto 0 - Pliego de Especificaciones AdmMarco Martinez LimaNoch keine Bewertungen
- Consult AsDokument17 SeitenConsult AsAshbad13Noch keine Bewertungen
- Diseño de Asentamiento de Revestidores (Tubulares)Dokument37 SeitenDiseño de Asentamiento de Revestidores (Tubulares)Ashbad13100% (1)
- Taxonomia de BloomDokument1 SeiteTaxonomia de BloomDaniela RoldanNoch keine Bewertungen
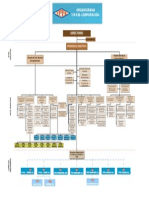
- Organigrama Vigente YpfbDokument1 SeiteOrganigrama Vigente YpfbMauricio Audivert AguirreNoch keine Bewertungen
- BibliografíaDokument1 SeiteBibliografíaAshbad13Noch keine Bewertungen
- Gas NaturalDokument48 SeitenGas Naturaldmpc4971100% (6)
- PROCESOSINDUSTRIALESnoviembre 06Dokument7 SeitenPROCESOSINDUSTRIALESnoviembre 06limedinamNoch keine Bewertungen
- Sep RiograndeDokument7 SeitenSep RiograndebrionyleslyNoch keine Bewertungen
- Tomo II Cap 2Dokument85 SeitenTomo II Cap 2Ashbad13Noch keine Bewertungen
- Escuela Militar de Ingeniería "Mcal. Antonio José de Sucre" Perforaciones Iii - 1P Unidad Académica CbbaDokument2 SeitenEscuela Militar de Ingeniería "Mcal. Antonio José de Sucre" Perforaciones Iii - 1P Unidad Académica CbbaKarina Giselle Castellon Fernandez LA MonitaNoch keine Bewertungen
- Introduccion A Los Proyectos de IngenieriaDokument46 SeitenIntroduccion A Los Proyectos de IngenieriaJosé Martín Meza Cabillas100% (13)
- 00 - Adjunto 0 - Pliego de Especificaciones AdmDokument9 Seiten00 - Adjunto 0 - Pliego de Especificaciones AdmMarco Martinez LimaNoch keine Bewertungen
- Banco Preguntas - Grupo3Dokument2 SeitenBanco Preguntas - Grupo3Ashbad13Noch keine Bewertungen
- Taxonomia de BloomDokument1 SeiteTaxonomia de BloomDaniela RoldanNoch keine Bewertungen
- BOBINA DE CHOQUE Datos InternetDokument2 SeitenBOBINA DE CHOQUE Datos InternetjoseNoch keine Bewertungen
- Analisis Bioclimatico TunjaDokument4 SeitenAnalisis Bioclimatico TunjaeddysayagoNoch keine Bewertungen
- INTOUCHDokument22 SeitenINTOUCHandre jacinto tapiaNoch keine Bewertungen
- Ejercicio19a TP0Dokument2 SeitenEjercicio19a TP0Drew SalvatoreNoch keine Bewertungen
- La Holonimia y La MeronimiaDokument13 SeitenLa Holonimia y La MeronimiaCALIDAD SUPREMA Y LOS QUE ELLOS QUIERANNoch keine Bewertungen
- Presentacion API 1104Dokument104 SeitenPresentacion API 1104Fulvio BolaoNoch keine Bewertungen
- Calculadora H PDokument21 SeitenCalculadora H Pinfinito_mas_allaNoch keine Bewertungen
- Ficha Tecnica Calvente Guindalera 2012Dokument1 SeiteFicha Tecnica Calvente Guindalera 2012kissjm85Noch keine Bewertungen
- Matemática Guía de Transformación y Equivalencias de Fracciones 6° BásicoDokument5 SeitenMatemática Guía de Transformación y Equivalencias de Fracciones 6° BásicoYeseniaGonzálezNoch keine Bewertungen
- Elemento QuímicoDokument3 SeitenElemento QuímicoGiovanni DearaNoch keine Bewertungen
- ModasDokument4 SeitenModasYineth Alexandra Mahecha BeltranNoch keine Bewertungen
- Laminas Vidrio en Voladizo EstudioDokument6 SeitenLaminas Vidrio en Voladizo Estudiocaxtor123Noch keine Bewertungen
- La Historia de La QuimicaDokument23 SeitenLa Historia de La QuimicapauNoch keine Bewertungen
- Conceptos de EstadísticaDokument6 SeitenConceptos de EstadísticaCarlos AguilarNoch keine Bewertungen
- Introduccion GCCDokument8 SeitenIntroduccion GCCSergio SantiagoNoch keine Bewertungen
- Viaje A La Luna (Información)Dokument15 SeitenViaje A La Luna (Información)3M1N3MNoch keine Bewertungen
- Tema 6 Confort TérmicoDokument11 SeitenTema 6 Confort Térmiconmendezr07Noch keine Bewertungen
- Determinación de ConjuntosDokument25 SeitenDeterminación de ConjuntosDaniel AcostaNoch keine Bewertungen
- Cap27 MDokument30 SeitenCap27 MPeter CharlesNoch keine Bewertungen
- Thionyl Chloride MSDS SPDokument4 SeitenThionyl Chloride MSDS SPBrayan GallosoNoch keine Bewertungen
- MPLS Basico PDFDokument8 SeitenMPLS Basico PDFBelen ZambranoNoch keine Bewertungen
- Historia142 Matemáticas Historia MilitarDokument24 SeitenHistoria142 Matemáticas Historia MilitarVan_CalcarNoch keine Bewertungen
- ETS - Transformadores Casetas ENSA-revisadoDokument19 SeitenETS - Transformadores Casetas ENSA-revisadoRomario Kreyder Rojas HuaynalayaNoch keine Bewertungen
- Tecnicas de Antenas - Enrique Perez StincerDokument205 SeitenTecnicas de Antenas - Enrique Perez StincerJosué Rodríguez PeñaNoch keine Bewertungen
- 4 ELECTROQUIMICA - Parte 3Dokument50 Seiten4 ELECTROQUIMICA - Parte 3Rodriguez MamaniNoch keine Bewertungen
- Taller Fork HilosDokument6 SeitenTaller Fork HilosMountain ReNoch keine Bewertungen
- Informe 3 PUENTE HDokument12 SeitenInforme 3 PUENTE HExpertos en AutomatizaciónNoch keine Bewertungen
- Rece TarioDokument72 SeitenRece TarioAlejandra CaroNoch keine Bewertungen
- 7 Matemática - Fracciones y Nros. DecimalesDokument49 Seiten7 Matemática - Fracciones y Nros. DecimalesValeria PalermoNoch keine Bewertungen
- El Marco TeóricoDokument3 SeitenEl Marco TeóricoAlexis Zamora RamirezNoch keine Bewertungen