Das könnte Ihnen auch gefallen
- Agrawal CaseDokument5 SeitenAgrawal CaseemadazNoch keine Bewertungen
- Clinic Supervisors Manual PDFDokument202 SeitenClinic Supervisors Manual PDFnawaflehNoch keine Bewertungen
- Welding Distortion of A Thin-Plate Panel StructureDokument10 SeitenWelding Distortion of A Thin-Plate Panel StructureNegin MalekiNoch keine Bewertungen
- Non Destructive Testing MethodsDokument186 SeitenNon Destructive Testing Methodspatil_nana805567% (3)
- IAEA Certification System FOR NDTDokument103 SeitenIAEA Certification System FOR NDTemadaz100% (1)
- API653 Practice QuestionsDokument2 SeitenAPI653 Practice QuestionsemadazNoch keine Bewertungen
- Pipe Line Emergency Repair SystemDokument21 SeitenPipe Line Emergency Repair SystememadazNoch keine Bewertungen
- Pipe Line Emergency Repair SystemDokument21 SeitenPipe Line Emergency Repair SystememadazNoch keine Bewertungen
- Arc WeldingDokument10 SeitenArc Weldingmetals1358Noch keine Bewertungen
- Welding Rods InfoDokument9 SeitenWelding Rods InfoSeju CherianNoch keine Bewertungen
- Welding Rods InfoDokument9 SeitenWelding Rods InfoSeju CherianNoch keine Bewertungen
- MSDS Carbon Steell ElectrodesDokument8 SeitenMSDS Carbon Steell ElectrodesJorge PérezNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- CR4 - Thread - 13%Cr Vs 316SSDokument3 SeitenCR4 - Thread - 13%Cr Vs 316SSim4uim4uim4uim4uNoch keine Bewertungen
- 1 5736Dokument2 Seiten1 5736solidwormNoch keine Bewertungen
- Nuage Networks VSP - Delivering SDN in A Big Way - Packet Pushers WhitepaperDokument15 SeitenNuage Networks VSP - Delivering SDN in A Big Way - Packet Pushers WhitepaperGreg FerroNoch keine Bewertungen
- RN SeriesDokument8 SeitenRN SeriesCristian DiblaruNoch keine Bewertungen
- Lab Switching RouterDokument31 SeitenLab Switching RouteremersonNoch keine Bewertungen
- Huawei GLBP Replacement Technology White PaperDokument16 SeitenHuawei GLBP Replacement Technology White PapersaikyawhtikeNoch keine Bewertungen
- Technical Information TSMW-Z8Dokument7 SeitenTechnical Information TSMW-Z8Santosh SinhaNoch keine Bewertungen
- Measurements: CDV22 and CDV62Dokument2 SeitenMeasurements: CDV22 and CDV62Cm Tham (Facebook)67% (3)
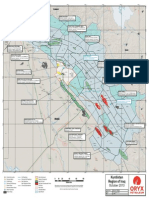
- Kurdistan Region of Iraq Investors MapDokument1 SeiteKurdistan Region of Iraq Investors Maphasan_676489616Noch keine Bewertungen
- Antisol White (In)Dokument2 SeitenAntisol White (In)Budhi KurniawanNoch keine Bewertungen
- OpenScape Business V2 OpenScape Business S Installation Guide Issue 7Dokument72 SeitenOpenScape Business V2 OpenScape Business S Installation Guide Issue 7ValtemilsonNoch keine Bewertungen
- Palo Alto DoS ProtectionDokument21 SeitenPalo Alto DoS ProtectionMike Van Kleef100% (1)
- ICT Officer (Infra) Profile: Various Locations Grade: Junior (P2) and Mid (P3) Level PositionsDokument2 SeitenICT Officer (Infra) Profile: Various Locations Grade: Junior (P2) and Mid (P3) Level Positionsسعيد نورحوسين اخمدNoch keine Bewertungen
- Introduction To The G7 Proofing and Printing System Calibration MethodologyDokument6 SeitenIntroduction To The G7 Proofing and Printing System Calibration MethodologySappiETCNoch keine Bewertungen
- Digital Photo Frame HandbookDokument55 SeitenDigital Photo Frame HandbookOsarieme OsakueNoch keine Bewertungen
- Lab Security PolicyDokument5 SeitenLab Security PolicyPhan TomNoch keine Bewertungen
- ANR144 User ManualDokument56 SeitenANR144 User ManualGianc87100% (1)
- Lesson 10Dokument37 SeitenLesson 10Xigna Milano AmoresNoch keine Bewertungen
- Nonfunctional Requirements (System Qualities) Agile Style: by Dean Leffingwell and Ryan Shriver Agile 2010 Orlando, FLDokument44 SeitenNonfunctional Requirements (System Qualities) Agile Style: by Dean Leffingwell and Ryan Shriver Agile 2010 Orlando, FLFernando Carvalho100% (1)
- 1 Huawei 3g Capacity OptimizationDokument25 Seiten1 Huawei 3g Capacity OptimizationCharles W Gitahi100% (1)
- IRIS Guideline 8Dokument14 SeitenIRIS Guideline 844abcNoch keine Bewertungen
- Adsit CatalogDokument100 SeitenAdsit CatalogKhristina Stefanova100% (1)
- String in CDokument7 SeitenString in Caamirneyazi12Noch keine Bewertungen
- Feature Description HuaweiDokument266 SeitenFeature Description HuaweiBelesti MelesseNoch keine Bewertungen
- API 610 VS4 Performance Curve Criteria RevBDokument4 SeitenAPI 610 VS4 Performance Curve Criteria RevBChevronelleNoch keine Bewertungen
- Engine Workshop Manual Section 6 Troubleshooting GuideDokument360 SeitenEngine Workshop Manual Section 6 Troubleshooting GuideAlbert Briceño81% (21)
- Medical Device Validation ExpertDokument5 SeitenMedical Device Validation ExpertRohith korrapatiNoch keine Bewertungen
- Deploying MBAM On A Single ServerDokument4 SeitenDeploying MBAM On A Single Serverccatlett6777Noch keine Bewertungen
- User Guide For X Series HD IP Camera V2.0 PDFDokument29 SeitenUser Guide For X Series HD IP Camera V2.0 PDFtecnicoteNoch keine Bewertungen