Das könnte Ihnen auch gefallen
- Thermal Properties of Cable PolymersDokument1 SeiteThermal Properties of Cable Polymersavandetq15Noch keine Bewertungen
- Common Causes of Battery FailuresDokument2 SeitenCommon Causes of Battery Failuresavandetq15Noch keine Bewertungen
- Calculation of Cable ResistanceDokument1 SeiteCalculation of Cable Resistanceavandetq15Noch keine Bewertungen
- Common Ingress Protection (IP) Ratings For Electric MotorsDokument2 SeitenCommon Ingress Protection (IP) Ratings For Electric Motorsavandetq15Noch keine Bewertungen
- Types of Earthing Systems Used in Electrical InstallationsDokument4 SeitenTypes of Earthing Systems Used in Electrical Installationsavandetq15Noch keine Bewertungen
- Checklist For Selecting and Order An Electric MotorDokument2 SeitenChecklist For Selecting and Order An Electric Motoravandetq15Noch keine Bewertungen
- Basics of Harmonics in Electrical SystemsDokument3 SeitenBasics of Harmonics in Electrical Systemsavandetq15Noch keine Bewertungen
- Ampacity of A ConductorDokument2 SeitenAmpacity of A Conductoravandetq15Noch keine Bewertungen
- Basic Battery TerminologyDokument3 SeitenBasic Battery Terminologyavandetq15Noch keine Bewertungen
- Basics of Coaxial Cables Used in Electronic and Computer SystemsDokument7 SeitenBasics of Coaxial Cables Used in Electronic and Computer Systemsavandetq15Noch keine Bewertungen
- Automated Calibrations: Calibration Solenoid ValvesDokument3 SeitenAutomated Calibrations: Calibration Solenoid Valvesavandetq15Noch keine Bewertungen
- Basics of Transformer RatingsDokument2 SeitenBasics of Transformer Ratingsavandetq15Noch keine Bewertungen
- Basics of Electrical Lighting Design IDokument3 SeitenBasics of Electrical Lighting Design Iavandetq15Noch keine Bewertungen
- AC Resistance of A ConductorDokument3 SeitenAC Resistance of A Conductoravandetq15Noch keine Bewertungen
- Basic Parts of a Three Phase (3-Փ) Squirrel Cage Induction MotorDokument2 SeitenBasic Parts of a Three Phase (3-Փ) Squirrel Cage Induction Motoravandetq15Noch keine Bewertungen
- As-Found and As-Left Documentation During CalibrationDokument3 SeitenAs-Found and As-Left Documentation During Calibrationavandetq15Noch keine Bewertungen
- I.Personal Information: Curriculum VitaeDokument3 SeitenI.Personal Information: Curriculum Vitaeavandetq15Noch keine Bewertungen
- Ampacity Correction Factors For All CablesDokument1 SeiteAmpacity Correction Factors For All Cablesavandetq15Noch keine Bewertungen
- AC Motor Name Plate - Terms & MeaningsDokument2 SeitenAC Motor Name Plate - Terms & Meaningsavandetq15Noch keine Bewertungen
- Basics of A Five Point CalibrationDokument2 SeitenBasics of A Five Point Calibrationavandetq15Noch keine Bewertungen
- Sj7 Star Official Manual 2018 - v1.21 - enDokument23 SeitenSj7 Star Official Manual 2018 - v1.21 - enavandetq15Noch keine Bewertungen
- AC Motor Duty Cycle Types As Per IEC StandardsDokument2 SeitenAC Motor Duty Cycle Types As Per IEC Standardsavandetq15100% (2)
- To Do List: NO. Task Detail TaskDokument12 SeitenTo Do List: NO. Task Detail Taskavandetq15Noch keine Bewertungen
- Automation Weekly Report enDokument1 SeiteAutomation Weekly Report enavandetq15Noch keine Bewertungen
- Calibration - The Definition: Calibration of Pyrometers Using Black BodyDokument5 SeitenCalibration - The Definition: Calibration of Pyrometers Using Black Bodyavandetq15Noch keine Bewertungen
- Vnt19 Instrument ListDokument9 SeitenVnt19 Instrument Listavandetq15Noch keine Bewertungen
- The Control and Manipulation of Data Allows The Actual Status of An Action To Be Reported For Example How Many Cars Are Currently in The Car Park?Dokument3 SeitenThe Control and Manipulation of Data Allows The Actual Status of An Action To Be Reported For Example How Many Cars Are Currently in The Car Park?avandetq15Noch keine Bewertungen
- Sjcam Sj7 StarDokument17 SeitenSjcam Sj7 Staravandetq15Noch keine Bewertungen
- Sjcam Sj7 StarDokument17 SeitenSjcam Sj7 Staravandetq15Noch keine Bewertungen
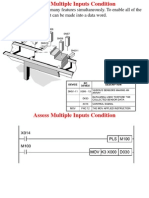
- The Sensor Array Checks Many Features Simultaneously. To Enable All of The Data To Be Easily Handled, It Can Be Made Into A Data WordDokument3 SeitenThe Sensor Array Checks Many Features Simultaneously. To Enable All of The Data To Be Easily Handled, It Can Be Made Into A Data Wordavandetq15Noch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 915 029 0 - Rev E - ACX BT3 - QSGDokument12 Seiten915 029 0 - Rev E - ACX BT3 - QSG30535jNoch keine Bewertungen
- Quasi Z SourceDokument9 SeitenQuasi Z SourceMark-George RuthaNoch keine Bewertungen
- 1 - PiXL Gateway Physics - Prior KnowledgeDokument20 Seiten1 - PiXL Gateway Physics - Prior KnowledgesaadNoch keine Bewertungen
- RadioDokument1 SeiteRadioJanyl L L TanoyNoch keine Bewertungen
- Cblephpu 20Dokument6 SeitenCblephpu 20Mahadev SharmaNoch keine Bewertungen
- Electrical Risk Assessment FormDokument1 SeiteElectrical Risk Assessment FormGyogi MitsutaNoch keine Bewertungen
- Alternature - MAGNA MAC - DVRDokument6 SeitenAlternature - MAGNA MAC - DVRchock channel 19Noch keine Bewertungen
- SPECcmp Man E0101Dokument48 SeitenSPECcmp Man E0101Alejandro B.100% (1)
- SAFOPDokument53 SeitenSAFOPMaly199067% (3)
- The Mesh Method - in Lightning ProtectionDokument5 SeitenThe Mesh Method - in Lightning ProtectionSrëëdhär Sriëë100% (1)
- Philips P 817 Service ManualDokument11 SeitenPhilips P 817 Service ManualjejejeNoch keine Bewertungen
- BlackBox PDFDokument3 SeitenBlackBox PDFJorge BaptistaNoch keine Bewertungen
- Video - LTC 8786 Series RS-232 To Biphase ConverterDokument3 SeitenVideo - LTC 8786 Series RS-232 To Biphase ConverterAabel CiexNoch keine Bewertungen
- CV - Electrical EngineerDokument4 SeitenCV - Electrical EngineerMD WARISNoch keine Bewertungen
- Operating Manual For KTS-6080S (Unitech)Dokument12 SeitenOperating Manual For KTS-6080S (Unitech)hailay83Noch keine Bewertungen
- Quiz 1Dokument2 SeitenQuiz 1katikireddy srivardhanNoch keine Bewertungen
- DSE8680Dokument50 SeitenDSE8680alexander900616Noch keine Bewertungen
- Ic Emc Application Note L4949 v4Dokument9 SeitenIc Emc Application Note L4949 v4Avs ElectronNoch keine Bewertungen
- Power System Simulation Lab ManualDokument41 SeitenPower System Simulation Lab ManualMary Morse100% (1)
- Trapped Charge Example For Cable EnergizationDokument6 SeitenTrapped Charge Example For Cable EnergizationVigneshwaran KandaswamyNoch keine Bewertungen
- Energies 15 07694Dokument17 SeitenEnergies 15 07694sqrt3Noch keine Bewertungen
- Hantek2d72 ManualDokument35 SeitenHantek2d72 ManualperoNoch keine Bewertungen
- EPDM Formulations For Electric Wires and Cables: January 2001Dokument6 SeitenEPDM Formulations For Electric Wires and Cables: January 2001Febri Ramdani NugrahaNoch keine Bewertungen
- Guitar Effects OrderDokument5 SeitenGuitar Effects OrderBrian DuelaNoch keine Bewertungen
- Battery Technology Comparison & ADVC Battery Test-R1.01-100302-LVDokument15 SeitenBattery Technology Comparison & ADVC Battery Test-R1.01-100302-LVLparejaMorenoNoch keine Bewertungen
- Jadual Pembahagian Penilaian Kerja Kursus (PKK) C261-001-3:2020-C03 Electronic Components and Boards Troubleshooting and SupervisionDokument24 SeitenJadual Pembahagian Penilaian Kerja Kursus (PKK) C261-001-3:2020-C03 Electronic Components and Boards Troubleshooting and SupervisionNURAFZANoch keine Bewertungen
- The Cryotron Superconductive Computer ComponentDokument32 SeitenThe Cryotron Superconductive Computer ComponentmbuyiselwaNoch keine Bewertungen
- Beginners Guide To Audio ConnectionsDokument8 SeitenBeginners Guide To Audio Connectionsstrazvi72Noch keine Bewertungen
- Rechargeable Battery StandardsDokument25 SeitenRechargeable Battery StandardsSrikanth BangNoch keine Bewertungen
- Supercapacitor Supported DSTATCOM For Harmonic Reduction and Power Factor CorrectionDokument6 SeitenSupercapacitor Supported DSTATCOM For Harmonic Reduction and Power Factor Correctiondeepak kumarNoch keine Bewertungen