Das könnte Ihnen auch gefallen
- Article in ISJ - Dec 2011Dokument11 SeitenArticle in ISJ - Dec 2011Mwila ChambaNoch keine Bewertungen
- Sugarcane Processing GuideDokument7 SeitenSugarcane Processing GuideYogendra JaiswalNoch keine Bewertungen
- Facts Sugar BoilingDokument12 SeitenFacts Sugar BoilingMwila ChambaNoch keine Bewertungen
- Sensors SelectionDokument11 SeitenSensors SelectionMwila ChambaNoch keine Bewertungen
- Resistor LegendDokument6 SeitenResistor LegendRuban PalaniNoch keine Bewertungen
- Kristallisation Engl 4Dokument16 SeitenKristallisation Engl 4Mwila ChambaNoch keine Bewertungen
- Strategy Sugar BoilingDokument10 SeitenStrategy Sugar BoilingMwila ChambaNoch keine Bewertungen
- Strategy Sugar BoilingDokument10 SeitenStrategy Sugar BoilingMwila ChambaNoch keine Bewertungen
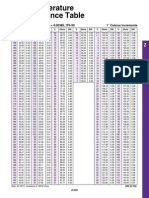
- For European Curve, Alpha 0.00385, ITS-90 1° Celsius IncrementsDokument3 SeitenFor European Curve, Alpha 0.00385, ITS-90 1° Celsius IncrementsMary HarrisonNoch keine Bewertungen
- Table PressureDokument1 SeiteTable Pressurecali79Noch keine Bewertungen
- Steam TablesDokument6 SeitenSteam TablesRichard Olawoyin100% (1)
- ThermocoupleDokument4 SeitenThermocoupleAbdul RohmanNoch keine Bewertungen
- CVF-SVF - BaumannDokument16 SeitenCVF-SVF - BaumannMwila ChambaNoch keine Bewertungen
- Mollier Chart WaterDokument1 SeiteMollier Chart Waterchouchou575% (8)
- InfoTech & Comm Zica 2012Dokument16 SeitenInfoTech & Comm Zica 2012Mwila ChambaNoch keine Bewertungen
- Cost Accounting - June 2010 Dec 2010 and June 2011Dokument71 SeitenCost Accounting - June 2010 Dec 2010 and June 2011Mwila ChambaNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- HSG - 9 - ĐỀ CHÍNH THỨC - 1819Dokument7 SeitenHSG - 9 - ĐỀ CHÍNH THỨC - 1819JONNY100% (1)
- Aquafina "Drink More Water"Dokument26 SeitenAquafina "Drink More Water"mhlakNoch keine Bewertungen
- Ammavin Samayal RecipesDokument14 SeitenAmmavin Samayal RecipesPriyatharisini JeyabalanNoch keine Bewertungen
- The Alkaline Diet GuideDokument5 SeitenThe Alkaline Diet GuideMarchthirtyfirstNoch keine Bewertungen
- How Woerle Family Company Became a Global Cheese Export LeaderDokument36 SeitenHow Woerle Family Company Became a Global Cheese Export LeaderAbilash Iyer0% (1)
- Instruction: Do The Following:: To Prepare and The Hotter The Room Temperature Becomes"Dokument1 SeiteInstruction: Do The Following:: To Prepare and The Hotter The Room Temperature Becomes"Venesse Aulga AbellanosaNoch keine Bewertungen
- BS 1595 PDFDokument9 SeitenBS 1595 PDFAdesina AlabiNoch keine Bewertungen
- THE ROOM by Tommy WiseauDokument96 SeitenTHE ROOM by Tommy Wiseauadrianspencer1983100% (2)
- Explore Asian CuisineDokument18 SeitenExplore Asian CuisineSenthil KumarNoch keine Bewertungen
- Guide To The GuildsDokument34 SeitenGuide To The GuildsargentAegisNoch keine Bewertungen
- Cocktails&Mocktails ListDokument19 SeitenCocktails&Mocktails ListSameer KherNoch keine Bewertungen
- Marketing Strategy of CadburyDokument17 SeitenMarketing Strategy of CadburyHans PaulusNoch keine Bewertungen
- STP Analysis of HorlicksDokument8 SeitenSTP Analysis of HorlicksHarshit SrivastavaNoch keine Bewertungen
- The Wines of FranceDokument10 SeitenThe Wines of Francenimishsd100% (1)
- Sports Nutrition Gain Weight Healthfully PDFDokument2 SeitenSports Nutrition Gain Weight Healthfully PDFAlnazerNoch keine Bewertungen
- Nida OSDokument116 SeitenNida OStingnoNoch keine Bewertungen
- Course of Slovenian LanguageDokument3 SeitenCourse of Slovenian LanguageRafael Rodrigues100% (1)
- LiqueursDokument18 SeitenLiqueursAkanksha AhujaNoch keine Bewertungen
- Cafe Isis MenuDokument8 SeitenCafe Isis Menufm7236Noch keine Bewertungen
- Campus Girl's Dorm GuideDokument3 SeitenCampus Girl's Dorm GuideChristian Docdoc NaquilaNoch keine Bewertungen
- SIP RK 1650 Agricultural Drum MowerDokument16 SeitenSIP RK 1650 Agricultural Drum Moweryorkplastics100% (1)
- Teknik Pembuatan Mocktail: Adelia Salsabila 19511241032Dokument57 SeitenTeknik Pembuatan Mocktail: Adelia Salsabila 19511241032Adel SalsaNoch keine Bewertungen
- Yuzu CheesecakesDokument2 SeitenYuzu CheesecakesM KageNoch keine Bewertungen
- Price List For JulyDokument5 SeitenPrice List For JulyQim SvNoch keine Bewertungen
- $R33L3HADokument227 Seiten$R33L3HAJustin CallNoch keine Bewertungen
- Singapore VegetarianDokument6 SeitenSingapore VegetarianggkshmNoch keine Bewertungen
- Cannes Lions 2019 - PR Lions ShortlistDokument1 SeiteCannes Lions 2019 - PR Lions Shortlistadobo magazineNoch keine Bewertungen
- Liberian Daily Observer 12/3/2013Dokument22 SeitenLiberian Daily Observer 12/3/2013Liberian Daily Observer NewspaperNoch keine Bewertungen
- MBA P&O Final PDFDokument29 SeitenMBA P&O Final PDFAnonymous Z7rD0ufg9100% (2)
- QUANTIFIERSDokument2 SeitenQUANTIFIERSfceye123100% (4)