Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Project Report EEDokument33 SeitenProject Report EESumit Chopra20% (5)
- TO1Dokument1 SeiteTO1Sumit ChopraNoch keine Bewertungen
- Product Demo Form: Note-: Warranty Is To Be Claimed From Manufacturer/Service Centre OnlyDokument1 SeiteProduct Demo Form: Note-: Warranty Is To Be Claimed From Manufacturer/Service Centre OnlySumit ChopraNoch keine Bewertungen
- ContentsDokument1 SeiteContentsSumit ChopraNoch keine Bewertungen
- Syllabus For Junior Institutor Exam 2016Dokument18 SeitenSyllabus For Junior Institutor Exam 2016Sumit ChopraNoch keine Bewertungen
- Print MediaDokument7 SeitenPrint MediaSumit ChopraNoch keine Bewertungen
- Abhishek ResumeDokument2 SeitenAbhishek ResumeSumit ChopraNoch keine Bewertungen
- To 1Dokument2 SeitenTo 1Sumit ChopraNoch keine Bewertungen
- Sharma CateringDokument3 SeitenSharma CateringSumit ChopraNoch keine Bewertungen
- Manish Kumar MeenaDokument2 SeitenManish Kumar MeenaSumit ChopraNoch keine Bewertungen
- IIFT Exam Paper 2013.unlockedDokument26 SeitenIIFT Exam Paper 2013.unlockedSumit ChopraNoch keine Bewertungen
- Rajasthan Lab Assistant Full Notification 2016 PDFDokument11 SeitenRajasthan Lab Assistant Full Notification 2016 PDFSumit ChopraNoch keine Bewertungen
- Joining Report - FinalDokument2 SeitenJoining Report - FinalSumit ChopraNoch keine Bewertungen
- Resume Singhal PageDokument1 SeiteResume Singhal PageSumit ChopraNoch keine Bewertungen
- (An Experimental Study) : "Sampling of Air Pollution of Various Sites at Hyderabad"Dokument1 Seite(An Experimental Study) : "Sampling of Air Pollution of Various Sites at Hyderabad"Sumit ChopraNoch keine Bewertungen
- RIICO Ltd street light maintenanceDokument3 SeitenRIICO Ltd street light maintenanceSumit ChopraNoch keine Bewertungen
- Jaro Education's commitment to quality online management educationDokument10 SeitenJaro Education's commitment to quality online management educationSumit ChopraNoch keine Bewertungen
- PD KeshwaniDokument1 SeitePD KeshwaniSumit ChopraNoch keine Bewertungen
- Embedded Front PAGESDokument6 SeitenEmbedded Front PAGESSumit ChopraNoch keine Bewertungen
- Eicher Engines Seminar Report on Manufacturing ProcessesDokument1 SeiteEicher Engines Seminar Report on Manufacturing ProcessesSumit ChopraNoch keine Bewertungen
- ATDCDokument1 SeiteATDCSumit ChopraNoch keine Bewertungen
- Anil CoverDokument1 SeiteAnil CoverSumit ChopraNoch keine Bewertungen
- ATDCDokument1 SeiteATDCSumit ChopraNoch keine Bewertungen
- REPORT-Garima Sharma M.tech CsDokument16 SeitenREPORT-Garima Sharma M.tech CsSumit ChopraNoch keine Bewertungen
- REVPGTT 17feb2014Dokument7 SeitenREVPGTT 17feb2014Sumit ChopraNoch keine Bewertungen
- CV Shridhar Rajasthan Customer ServiceDokument2 SeitenCV Shridhar Rajasthan Customer ServiceSumit ChopraNoch keine Bewertungen
- Dissertation ReportDokument55 SeitenDissertation ReportSumit ChopraNoch keine Bewertungen
- Vijai SainiDokument2 SeitenVijai SainiSumit ChopraNoch keine Bewertungen
- Vijai SainiDokument2 SeitenVijai SainiSumit ChopraNoch keine Bewertungen
- Formulation and Characterization of Cosmetic Serum Containing Argan Oil As Moisturizing AgentDokument8 SeitenFormulation and Characterization of Cosmetic Serum Containing Argan Oil As Moisturizing AgentRifqi Fathul ArroisiNoch keine Bewertungen
- Flow in PipesDokument120 SeitenFlow in PipesAnonymous gFAWtLLtNoch keine Bewertungen
- GLP Mezcla Hysys PDFDokument4 SeitenGLP Mezcla Hysys PDFdalila_agueroNoch keine Bewertungen
- Viscosity BM STP328Dokument105 SeitenViscosity BM STP328Sri RamyaNoch keine Bewertungen
- Koehler Rheology v1Dokument32 SeitenKoehler Rheology v1ShriNoch keine Bewertungen
- Preliminary Report For OGCPKDokument0 SeitenPreliminary Report For OGCPKpeach5Noch keine Bewertungen
- II LubricationDokument37 SeitenII LubricationRodrigo SousaNoch keine Bewertungen
- Pump, Motors Summary 030406Dokument8 SeitenPump, Motors Summary 030406Luigi Di RadoNoch keine Bewertungen
- Fluid Flow PhenomenaDokument13 SeitenFluid Flow PhenomenaRaven ShadeNoch keine Bewertungen
- K-Flex Offer - R1Dokument10 SeitenK-Flex Offer - R1farhaNoch keine Bewertungen
- Conversion de Viscosidad Cinem+ítica A Saybolt PDFDokument26 SeitenConversion de Viscosidad Cinem+ítica A Saybolt PDFLuis Fernando Grajales MorenoNoch keine Bewertungen
- An Industry Perspective On Polymer Process Modeling: CAST Communications Summer 2002Dokument11 SeitenAn Industry Perspective On Polymer Process Modeling: CAST Communications Summer 2002Gnanasambandan SwaminathanNoch keine Bewertungen
- ACRYSOL™ RM-825: Rheology ModifierDokument6 SeitenACRYSOL™ RM-825: Rheology ModifierNam BùiNoch keine Bewertungen
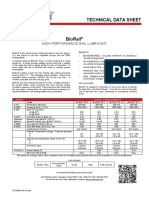
- Technical Data Sheet: High Performance Rail LubricantDokument1 SeiteTechnical Data Sheet: High Performance Rail LubricantvarunchNoch keine Bewertungen
- Consistomers Dual Cell Pressurized Model - 7025-BrochureDokument2 SeitenConsistomers Dual Cell Pressurized Model - 7025-Brochurenima azariNoch keine Bewertungen
- ASTM D-6823 - Fuel - Used - OilDokument6 SeitenASTM D-6823 - Fuel - Used - OilOscar Marino Campo BonellNoch keine Bewertungen
- Photorheology CB8Dokument7 SeitenPhotorheology CB8Giggly HadidNoch keine Bewertungen
- HVG 160 Synthetic Vacuum Oil Data Sheet (Crozair Technicea)Dokument2 SeitenHVG 160 Synthetic Vacuum Oil Data Sheet (Crozair Technicea)mnshpro100% (1)
- TYCE SimLab ProblemSet-IDokument12 SeitenTYCE SimLab ProblemSet-IthakkerNoch keine Bewertungen
- Arabian Light Reference DataDokument7 SeitenArabian Light Reference Datasyeddanishrasool100% (1)
- PROLINE PROWIRL F200 - Technical InformationDokument96 SeitenPROLINE PROWIRL F200 - Technical InformationGiuseppeNoch keine Bewertungen
- Fluid Mechanics SanfoundaryDokument277 SeitenFluid Mechanics Sanfoundaryengineersalam786Noch keine Bewertungen
- Crude Oil Characteristics: Properties, Evaluation & Worldwide Quality TrendsDokument13 SeitenCrude Oil Characteristics: Properties, Evaluation & Worldwide Quality TrendsMohammed Al-OdatNoch keine Bewertungen
- Eaton - Internormen Wind Power SolutionsDokument12 SeitenEaton - Internormen Wind Power SolutionsEaton FiltrationNoch keine Bewertungen
- Automated Hydraulic Control SystemsDokument23 SeitenAutomated Hydraulic Control SystemshamidouNoch keine Bewertungen
- Nebol Ungere Aer-Ulei EnglezaDokument30 SeitenNebol Ungere Aer-Ulei Englezaangela_draguNoch keine Bewertungen
- 9.5-Turbulent Boundary LayerDokument15 Seiten9.5-Turbulent Boundary LayershutdoNoch keine Bewertungen
- MDI PurityDokument6 SeitenMDI PuritycgrigorasNoch keine Bewertungen
- 3 (Diffusivity of Gases)Dokument52 Seiten3 (Diffusivity of Gases)Nasir ShamsNoch keine Bewertungen
- Fluid Machinery Question Bank Module 1Dokument15 SeitenFluid Machinery Question Bank Module 1Sanjay UdayasankerNoch keine Bewertungen