Das könnte Ihnen auch gefallen
- KrigingDokument4 SeitenKrigingAlexis LopezNoch keine Bewertungen
- HPC Fundamentals and ApplicationDokument20 SeitenHPC Fundamentals and ApplicationPrakash CharryNoch keine Bewertungen
- Experimental Investigation On High Performance Concrete Using Silica Fume and SuperplasticizerDokument4 SeitenExperimental Investigation On High Performance Concrete Using Silica Fume and SuperplasticizerAlexis LopezNoch keine Bewertungen
- Stochastic Finite Elements: Roger GhanemDokument55 SeitenStochastic Finite Elements: Roger GhanemAlexis LopezNoch keine Bewertungen
- Curing of High-Performance Concrete: Report of The State-of-the-ArtDokument203 SeitenCuring of High-Performance Concrete: Report of The State-of-the-ArtAlexis LopezNoch keine Bewertungen
- Stochastic Analysis of Historical Masonry StructuresDokument8 SeitenStochastic Analysis of Historical Masonry StructuresAlexis LopezNoch keine Bewertungen
- Structural Reliability of Offshore Platforms Considering Fatigue Damage and Different Failure ScenariosDokument8 SeitenStructural Reliability of Offshore Platforms Considering Fatigue Damage and Different Failure ScenariosAlexis LopezNoch keine Bewertungen
- Matlab Random WavesDokument185 SeitenMatlab Random WavesAlexis LopezNoch keine Bewertungen
- Nptel: Course OnDokument4 SeitenNptel: Course OnAlexis LopezNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- EM230 BR BM3 Fitting InstructionsDokument2 SeitenEM230 BR BM3 Fitting InstructionsRoman BabaevNoch keine Bewertungen
- Aeroshell Fluid 41 PdsDokument2 SeitenAeroshell Fluid 41 Pdsja.moreno930Noch keine Bewertungen
- Wiring Color and Pin-Out Schematic Electronic Vessel Control EVC - C, D4/D6-DPH/DPRDokument2 SeitenWiring Color and Pin-Out Schematic Electronic Vessel Control EVC - C, D4/D6-DPH/DPRSivan Raj50% (2)
- Teradata Installation: Installation Steps For WindowsDokument4 SeitenTeradata Installation: Installation Steps For WindowsjupudiguptaNoch keine Bewertungen
- 20 Site SummaryDokument2 Seiten20 Site SummaryMuzammil WepukuluNoch keine Bewertungen
- Chemical Thermodynamics: Theodore L. Brown H. Eugene Lemay, Jr. and Bruce E. BurstenDokument43 SeitenChemical Thermodynamics: Theodore L. Brown H. Eugene Lemay, Jr. and Bruce E. BurstenChery-an PletNoch keine Bewertungen
- Propeller DesignDokument1 SeitePropeller DesignKeerthana MaheswarlaNoch keine Bewertungen
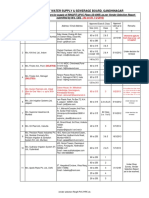
- GWSSB Vendor List 19.11.2013Dokument18 SeitenGWSSB Vendor List 19.11.2013sivesh_rathiNoch keine Bewertungen
- 1Dokument100 Seiten1Niomi GolraiNoch keine Bewertungen
- Parallel Port Programming (PART 1) With CDokument13 SeitenParallel Port Programming (PART 1) With ChertzoliNoch keine Bewertungen
- Defects in Welds: PorosityDokument40 SeitenDefects in Welds: PorosityrohanNoch keine Bewertungen
- Autodesk Inventor - Sheet Metal Punch IfeaturesDokument6 SeitenAutodesk Inventor - Sheet Metal Punch IfeaturesNdianabasi UdonkangNoch keine Bewertungen
- Hot Wire Anemometry HandoutDokument4 SeitenHot Wire Anemometry HandoutZ-BNoch keine Bewertungen
- Sewerage & Sewage Treatment PlantDokument26 SeitenSewerage & Sewage Treatment PlantSyed ZamanNoch keine Bewertungen
- FL-02-01 PM SheetDokument12 SeitenFL-02-01 PM SheetBikas SahaNoch keine Bewertungen
- Report On HACCP ManualDokument72 SeitenReport On HACCP ManualRizwan KhanNoch keine Bewertungen
- Mauser 98K - Model 48 Rifle ManualDokument20 SeitenMauser 98K - Model 48 Rifle ManualMeor Amri96% (28)
- Determination of The Solubility Product Constant of Silver AcetateDokument8 SeitenDetermination of The Solubility Product Constant of Silver AcetateSara Al AzemNoch keine Bewertungen
- Alloys DensityDokument4 SeitenAlloys DensityArnold Melissa CollettNoch keine Bewertungen
- Section 05120 Structural Steel Part 1Dokument43 SeitenSection 05120 Structural Steel Part 1jacksondcplNoch keine Bewertungen
- 25252525Dokument38 Seiten25252525Ivan GonzalezNoch keine Bewertungen
- ProceedingsDokument656 SeitenProceedingsgkgjNoch keine Bewertungen
- Opc PDFDokument20 SeitenOpc PDFnirajNoch keine Bewertungen
- Glass Inspection CriteriaDokument4 SeitenGlass Inspection CriteriabatteekhNoch keine Bewertungen
- JDE ApplicationDokument642 SeitenJDE ApplicationAnonymous cputyzNoch keine Bewertungen
- Waqas Riaz: Total Years of Experience: 2 Years ObjectiveDokument2 SeitenWaqas Riaz: Total Years of Experience: 2 Years ObjectiveIrfanNoch keine Bewertungen
- SMP Gateway SoftPLC Reference ManualDokument47 SeitenSMP Gateway SoftPLC Reference Manualswalker948100% (1)
- AirStash Manual A01 PDFDokument15 SeitenAirStash Manual A01 PDFArcangelo Di TanoNoch keine Bewertungen