Das könnte Ihnen auch gefallen
- The Knot Book - Knots, Bends and Hitches - A Guide for Sailors, Adventurers and HobbyistsVon EverandThe Knot Book - Knots, Bends and Hitches - A Guide for Sailors, Adventurers and HobbyistsNoch keine Bewertungen
- Technical Information: 1. Hoist RopesDokument17 SeitenTechnical Information: 1. Hoist RopesvikasgahlyanNoch keine Bewertungen
- GunneboDokument36 SeitenGunnebomordidomiNoch keine Bewertungen
- Securing Straps & RatchetsDokument2 SeitenSecuring Straps & RatchetsKhurram S. MuzammilNoch keine Bewertungen
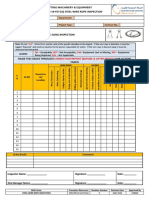
- Ohs-Pr-09-19-F07 (A) Steel Wire Rope InspectionDokument1 SeiteOhs-Pr-09-19-F07 (A) Steel Wire Rope InspectionShafie ZubierNoch keine Bewertungen
- Hoisting Grips For Coaxial Cable and Elliptical WaveguideDokument9 SeitenHoisting Grips For Coaxial Cable and Elliptical WaveguideRv SalazarNoch keine Bewertungen
- Catalago Sanson Rope PDFDokument48 SeitenCatalago Sanson Rope PDFqueen01Noch keine Bewertungen
- Bairstow RiggingDokument168 SeitenBairstow Riggingswhite336Noch keine Bewertungen
- Wire Rope Hoist AustrDokument11 SeitenWire Rope Hoist AustrJESUSCALVILLONoch keine Bewertungen
- User Manual Wire Rope SlingDokument4 SeitenUser Manual Wire Rope SlingRashid GhaniNoch keine Bewertungen
- Minimum Breaking Force of Wire RopeDokument23 SeitenMinimum Breaking Force of Wire RopeHuruk BrosnanNoch keine Bewertungen
- Replace Wire RopeDokument7 SeitenReplace Wire RopeBistok MarbunNoch keine Bewertungen
- Wire Rope Sling Hand BookDokument28 SeitenWire Rope Sling Hand BookJogi Oscar SinagaNoch keine Bewertungen
- Cica GN 0001 A Wind Guidance NoteDokument3 SeitenCica GN 0001 A Wind Guidance Noteconsulting2Noch keine Bewertungen
- Approved Code of Practice of CRANE NZDokument123 SeitenApproved Code of Practice of CRANE NZMalik Uzair ZafarNoch keine Bewertungen
- 4ductor Engl PDFDokument8 Seiten4ductor Engl PDFNilesh MahajanNoch keine Bewertungen
- Bridon Offshore ExplorationDokument44 SeitenBridon Offshore ExplorationAthox QhurienNoch keine Bewertungen
- Cordlash Quick Lashing Guide Issue 2 May 2012Dokument32 SeitenCordlash Quick Lashing Guide Issue 2 May 2012Redouane FirdaoussiNoch keine Bewertungen
- Wire Rope Slings Wire Rope SlingsDokument6 SeitenWire Rope Slings Wire Rope SlingsegyinspectoryahooNoch keine Bewertungen
- Billy Pugh Complete CatalogueDokument64 SeitenBilly Pugh Complete CatalogueDuong Do100% (1)
- Maj Concslb 043 0Dokument1 SeiteMaj Concslb 043 0Mohammed JassimNoch keine Bewertungen
- Wintech PDFDokument32 SeitenWintech PDFVasiljka Đordan JelacaNoch keine Bewertungen
- Lift EngineeringDokument3 SeitenLift EngineeringyogihardNoch keine Bewertungen
- List of Wire Rope SlingsDokument1 SeiteList of Wire Rope SlingskvsagarNoch keine Bewertungen
- Carton Policies and ProceduresDokument4 SeitenCarton Policies and ProceduresJohnNoch keine Bewertungen
- RT378 379 Spreader Electrical Schematics BRMY ARF 1849-15-21268 70 - ADokument44 SeitenRT378 379 Spreader Electrical Schematics BRMY ARF 1849-15-21268 70 - AMIGUEL PEÑANoch keine Bewertungen
- Jacks Winches Catalogue 2013Dokument36 SeitenJacks Winches Catalogue 2013frdsimNoch keine Bewertungen
- Podem - Crane Components - Technical Catalogue (En)Dokument32 SeitenPodem - Crane Components - Technical Catalogue (En)GogyNoch keine Bewertungen
- Casar RotationDokument50 SeitenCasar RotationmarketakisioannisNoch keine Bewertungen
- Load Chart Learning Guide: Folding Boom CraneDokument7 SeitenLoad Chart Learning Guide: Folding Boom CraneRajmohan Babu100% (1)
- Taglineuse PEERREVIEWDOCDokument56 SeitenTaglineuse PEERREVIEWDOCMohamed Said0% (1)
- Fleeting Chain Blocks-Mod 5Dokument5 SeitenFleeting Chain Blocks-Mod 5Vitor OlivettiNoch keine Bewertungen
- Elephant Lifting Catalog v48Dokument80 SeitenElephant Lifting Catalog v48dsnsarmaNoch keine Bewertungen
- Spreader BarDokument1 SeiteSpreader BarJohn Rom CabadonggaNoch keine Bewertungen
- Applied Rigging Practices NewDokument85 SeitenApplied Rigging Practices Newdilantha chandikaNoch keine Bewertungen
- Bs 302-Part4-1987 (Specification of Ropes For Lifts)Dokument12 SeitenBs 302-Part4-1987 (Specification of Ropes For Lifts)celsocarvalh100% (1)
- Wear Analyse Groove ZPMC SheaveDokument7 SeitenWear Analyse Groove ZPMC SheaveGer BosNoch keine Bewertungen
- Lift Planning Doug Swenson 10.10.2019Dokument138 SeitenLift Planning Doug Swenson 10.10.2019Alex Sandro Borges PereiraNoch keine Bewertungen
- Instructions For Safe Use ShacklesDokument2 SeitenInstructions For Safe Use ShacklesNickNoch keine Bewertungen
- High Performance Bucket Elevator CatalogDokument12 SeitenHigh Performance Bucket Elevator CatalogcachorrexNoch keine Bewertungen
- Solar Operated Crane SystemDokument3 SeitenSolar Operated Crane Systemankush belkar100% (1)
- Casar Steel Wire RopesDokument32 SeitenCasar Steel Wire Ropessgupta_615796Noch keine Bewertungen
- Learner Guide - RBDokument61 SeitenLearner Guide - RBEducation 2.0Noch keine Bewertungen
- BS 1290 Wire Rope Sling and Slings Legs For General Lifi E97 PDFDokument16 SeitenBS 1290 Wire Rope Sling and Slings Legs For General Lifi E97 PDFNazmi O. Abu JoudahNoch keine Bewertungen
- CMCO Catalog - Cosmo Petra - Safe Lifting Solutions - Textile Lifting SlingsDokument58 SeitenCMCO Catalog - Cosmo Petra - Safe Lifting Solutions - Textile Lifting SlingsSafe Lifting SolutionsNoch keine Bewertungen
- Services Quick Reference Guide: QRG-2021-02-26-revision - Indd 1Dokument104 SeitenServices Quick Reference Guide: QRG-2021-02-26-revision - Indd 1MahmoudNoch keine Bewertungen
- Port Douglas 3 304Dokument1 SeitePort Douglas 3 304Ngaire TaylorNoch keine Bewertungen
- Catalogo Hse - Ndil 2009Dokument116 SeitenCatalogo Hse - Ndil 2009Sonya Rocio MayorgaNoch keine Bewertungen
- SSX40 TrainingDokument20 SeitenSSX40 TrainingDavid Adeola OgunyemiNoch keine Bewertungen
- Liebherr SC FCC TCCDokument20 SeitenLiebherr SC FCC TCCDiego KharismaNoch keine Bewertungen
- Kondotec Wire Rope CatalogDokument30 SeitenKondotec Wire Rope CatalogAnonymousNoch keine Bewertungen
- Grove RT875BXL PDFDokument22 SeitenGrove RT875BXL PDFvpizarro_23Noch keine Bewertungen
- Overhead CraneDokument4 SeitenOverhead Craneahmedzizo_2Noch keine Bewertungen
- Wire Rope End ConnectionDokument16 SeitenWire Rope End ConnectionxmancatNoch keine Bewertungen
- Handling, Installation and Maintenance of Steel Wire RopesDokument30 SeitenHandling, Installation and Maintenance of Steel Wire RopesMuhammadFaridNoch keine Bewertungen
- Hands Free LiftingDokument4 SeitenHands Free Liftingromerov24Noch keine Bewertungen
- WireDokument51 SeitenWireMadhav Rajpurohit100% (1)
- Crane and Lifting SafetyDokument41 SeitenCrane and Lifting SafetySarferi AbdullahNoch keine Bewertungen
- Wire Rope User GuideDokument40 SeitenWire Rope User GuideMaey Akim100% (3)
- Longer Service Life. Lower Operating Cost. Less Wear To Sheaves and DrumsDokument2 SeitenLonger Service Life. Lower Operating Cost. Less Wear To Sheaves and DrumsJorge SanchezNoch keine Bewertungen
- Measurement & Control SolutionsDokument1 SeiteMeasurement & Control Solutionstek_surinderNoch keine Bewertungen
- 319 - PART1 of SMAW SLIDEaug 09 PDFDokument76 Seiten319 - PART1 of SMAW SLIDEaug 09 PDFtek_surinderNoch keine Bewertungen
- Catalog of Safety Posters (Eng) 2012Dokument8 SeitenCatalog of Safety Posters (Eng) 2012tek_surinderNoch keine Bewertungen
- Personnel Radiation Monitoring ServicesDokument6 SeitenPersonnel Radiation Monitoring Servicestek_surinderNoch keine Bewertungen
- Complete Guide To Contract Lifecycle Management PDFDokument38 SeitenComplete Guide To Contract Lifecycle Management PDFtek_surinder100% (1)
- MIG Welding: Process CharacteristicsDokument4 SeitenMIG Welding: Process Characteristicstek_surinderNoch keine Bewertungen
- Solar Power Project ProposalDokument36 SeitenSolar Power Project ProposalMuhammad Luqman100% (1)
- Complete Guide To Contract Lifecycle Management PDFDokument38 SeitenComplete Guide To Contract Lifecycle Management PDFtek_surinder100% (1)
- Boiler MFG PerspectiveDokument103 SeitenBoiler MFG Perspectivetek_surinder100% (2)
- Select The Most Appropriate Answers. 1 Mark For Every Correct Answer Name: .. Deptt/Unit .Dokument4 SeitenSelect The Most Appropriate Answers. 1 Mark For Every Correct Answer Name: .. Deptt/Unit .tek_surinderNoch keine Bewertungen
- 318 ElectricArcWelding PDFDokument40 Seiten318 ElectricArcWelding PDFtek_surinderNoch keine Bewertungen
- 318 ElectricArcWelding PDFDokument40 Seiten318 ElectricArcWelding PDFtek_surinderNoch keine Bewertungen
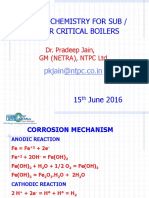
- Super Critical Boiler Water ChemistryDokument40 SeitenSuper Critical Boiler Water Chemistrytek_surinder0% (1)
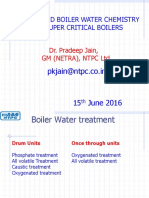
- Oxygenated Boiler Water Chemistry-15.06.2016Dokument25 SeitenOxygenated Boiler Water Chemistry-15.06.2016tek_surinderNoch keine Bewertungen
- Safety Handbook TataDokument130 SeitenSafety Handbook Tatatek_surinderNoch keine Bewertungen
- T23 Field Weld Guidelines Rev 01Dokument4 SeitenT23 Field Weld Guidelines Rev 01tek_surinderNoch keine Bewertungen
- Solar Power Business Scenario in IndiaDokument79 SeitenSolar Power Business Scenario in Indiatek_surinderNoch keine Bewertungen
- Presentation On Digital Business-HRDIDokument40 SeitenPresentation On Digital Business-HRDItek_surinderNoch keine Bewertungen
- Oxygenated Boiler Water Chemistry-15.06.2016Dokument25 SeitenOxygenated Boiler Water Chemistry-15.06.2016tek_surinderNoch keine Bewertungen
- Spark in RelationshipDokument33 SeitenSpark in Relationshiptek_surinderNoch keine Bewertungen
- Safety Through MeasurementDokument137 SeitenSafety Through Measurementtek_surinderNoch keine Bewertungen
- To Avoid Use of Cobalt-60Dokument9 SeitenTo Avoid Use of Cobalt-60tek_surinderNoch keine Bewertungen
- Writeup On Safety Valve & ErvDokument28 SeitenWriteup On Safety Valve & Ervtek_surinder100% (3)
- Vibration AnalysisDokument22 SeitenVibration Analysistek_surinder100% (1)
- Welding PositionDokument6 SeitenWelding Positionenels77Noch keine Bewertungen
- Safety Valves For Power PlantDokument56 SeitenSafety Valves For Power Planttek_surinder100% (1)
- Electric Arc WeldingDokument40 SeitenElectric Arc Weldingtek_surinderNoch keine Bewertungen
- Basics of VibrationDokument28 SeitenBasics of Vibrationtek_surinderNoch keine Bewertungen
- Water System of 4x125 MW KTPS, SudanDokument23 SeitenWater System of 4x125 MW KTPS, Sudantek_surinderNoch keine Bewertungen
- 418 - Fire Prevention and SafetyDokument34 Seiten418 - Fire Prevention and Safetytek_surinderNoch keine Bewertungen
- Flat Spiral SpringsDokument2 SeitenFlat Spiral SpringsBharani DaranNoch keine Bewertungen
- Solar Refrigeration ReportDokument64 SeitenSolar Refrigeration ReportSakshi JoshiNoch keine Bewertungen
- Agf' R Pack: With S IserDokument4 SeitenAgf' R Pack: With S IseralbertoNoch keine Bewertungen
- Centroid - Centre of Gravity - Mechanical Engineering (MCQ) Questions and AnswersDokument5 SeitenCentroid - Centre of Gravity - Mechanical Engineering (MCQ) Questions and AnswersNitik Kumar0% (1)
- Cpi Gtr50 Service ManualDokument43 SeitenCpi Gtr50 Service ManualKlara PataiNoch keine Bewertungen
- Airplane Flight Manual Z 242 LDokument40 SeitenAirplane Flight Manual Z 242 LFeksesNoch keine Bewertungen
- NPCP Chapter 6Dokument6 SeitenNPCP Chapter 6Cristian OmacNoch keine Bewertungen
- Final OSB PRIMA - 4038 - 4738 - 3APRIL14Dokument232 SeitenFinal OSB PRIMA - 4038 - 4738 - 3APRIL14sengottaiyanNoch keine Bewertungen
- Saes L 132Dokument16 SeitenSaes L 132Ali Aldubaikhi100% (1)
- 15 EarthquakesDokument19 Seiten15 EarthquakesSivaKumarNoch keine Bewertungen
- Xicoy Electronic Control Unit - V10 PDFDokument20 SeitenXicoy Electronic Control Unit - V10 PDFAurangzebNoch keine Bewertungen
- PDB Daikin - EWAT-B (R32) - en PDFDokument72 SeitenPDB Daikin - EWAT-B (R32) - en PDFЮлияNoch keine Bewertungen
- Utp 068 HHDokument1 SeiteUtp 068 HHRoberto_PrrNoch keine Bewertungen
- VAL Team: Non-Return Valve RT25Dokument2 SeitenVAL Team: Non-Return Valve RT25Octavio DavidNoch keine Bewertungen
- 4.classification of Tensometry MethodsDokument3 Seiten4.classification of Tensometry MethodsМурад ГусейнзадеNoch keine Bewertungen
- Bergmann 3012 IM1620020357 - 1Dokument131 SeitenBergmann 3012 IM1620020357 - 1marcelo diazNoch keine Bewertungen
- Assignment Synchronous Generator and Induction MotorDokument20 SeitenAssignment Synchronous Generator and Induction MotorSyahril Abdullah100% (1)
- 3tz PDFDokument4 Seiten3tz PDFWilfredo AchoNoch keine Bewertungen
- Parts ManualDokument239 SeitenParts ManualDavid MaddenNoch keine Bewertungen
- Double Wall Corrugated Pipes (DWC) HDPE PipesDokument15 SeitenDouble Wall Corrugated Pipes (DWC) HDPE Pipesdesign teamNoch keine Bewertungen
- Pipe Culvert Design Calculations PDFDokument3 SeitenPipe Culvert Design Calculations PDFRohit Kumar BeheraNoch keine Bewertungen
- Stability-Calculation For PipelineDokument2 SeitenStability-Calculation For PipelineGeorge100% (1)
- Robex 210LC 7 Manual de Partes PDFDokument1.312 SeitenRobex 210LC 7 Manual de Partes PDFmohammed barghothiNoch keine Bewertungen
- Separator Sizing and DesignDokument44 SeitenSeparator Sizing and DesignKay EenNoch keine Bewertungen
- Training MechanicalDokument2 SeitenTraining Mechanicalmomo chanNoch keine Bewertungen
- SL-SN.0 Drum Brake - 03.09Dokument38 SeitenSL-SN.0 Drum Brake - 03.09Cem DufourNoch keine Bewertungen
- Asb - 407 18 117Dokument15 SeitenAsb - 407 18 117edsel jose diaz sarmientoNoch keine Bewertungen
- Drainage Pumps: Catalogue Drainage and SewageDokument90 SeitenDrainage Pumps: Catalogue Drainage and SewageИбрагим НурмамедовNoch keine Bewertungen
- 4 - Cylinder Injection Engine (2.0l Engine) (AXA)Dokument166 Seiten4 - Cylinder Injection Engine (2.0l Engine) (AXA)TintinPicasoNoch keine Bewertungen
- SudcoCatalogRetailPriceList2012 2Dokument173 SeitenSudcoCatalogRetailPriceList2012 2Rodney Dale CollesterNoch keine Bewertungen