Das könnte Ihnen auch gefallen
- Yang Lab On A Chip 2002Dokument10 SeitenYang Lab On A Chip 2002Sebastian MonteroNoch keine Bewertungen
- Micro-Structured Reactor To Generate Hydrogen From MethylcyclohexaneDokument4 SeitenMicro-Structured Reactor To Generate Hydrogen From MethylcyclohexaneMujahid Al HinaiNoch keine Bewertungen
- Microfluidics Lab Indian Institute of Technology KharagpurDokument3 SeitenMicrofluidics Lab Indian Institute of Technology KharagpurAritra RakshitNoch keine Bewertungen
- Journal of Microscopy SubmissionDokument16 SeitenJournal of Microscopy SubmissionNorhan MadinaNoch keine Bewertungen
- Technical Paper PresentationDokument27 SeitenTechnical Paper PresentationBhagyashree BachhavNoch keine Bewertungen
- The Summary of "Critical Heat Flux of Water at Subatmospheric Pressures in Microchannels" ArticleDokument3 SeitenThe Summary of "Critical Heat Flux of Water at Subatmospheric Pressures in Microchannels" ArticleAgustinah Rizky AmaliaNoch keine Bewertungen
- Chen 2004Dokument3 SeitenChen 2004Eragon0101 TheDragonRiderNoch keine Bewertungen
- Jung 2015 J. Micromech. Microeng. 25 125004Dokument11 SeitenJung 2015 J. Micromech. Microeng. 25 125004lcastillo27Noch keine Bewertungen
- Development of A Disposable and Easy-To-Fabricate Microfluidic PCR DeviceDokument12 SeitenDevelopment of A Disposable and Easy-To-Fabricate Microfluidic PCR DeviceAlhaam ShahinNoch keine Bewertungen
- Research Article: Bioelectricity Generation in A Microbial Fuel Cell With A Self-Sustainable PhotocathodeDokument9 SeitenResearch Article: Bioelectricity Generation in A Microbial Fuel Cell With A Self-Sustainable PhotocathodeGidion Tri AnugrahNoch keine Bewertungen
- Paul Whittles, Niesz Krisztian, Richard Jones, Laszlo Ürge, Ferenc DarvasDokument1 SeitePaul Whittles, Niesz Krisztian, Richard Jones, Laszlo Ürge, Ferenc DarvasnnnnjwNoch keine Bewertungen
- Laboratory Scale Water Circuit Including A Photocatalytic ReactorDokument8 SeitenLaboratory Scale Water Circuit Including A Photocatalytic ReactorPatrick_NickelsNoch keine Bewertungen
- Biomicrofluidics - Multiple Enzyme-Doped Thread-Based Microfluidic System For Blood Urea Nitrogen and Glucose Detection in Human Whole BloodDokument12 SeitenBiomicrofluidics - Multiple Enzyme-Doped Thread-Based Microfluidic System For Blood Urea Nitrogen and Glucose Detection in Human Whole Blood林哲信Noch keine Bewertungen
- Micro ReactorDokument7 SeitenMicro ReactorMaxwell Quezada FelizNoch keine Bewertungen
- Solar Photocatalysis For Detoxification PDFDokument8 SeitenSolar Photocatalysis For Detoxification PDFPedro Reynaldo MartinezNoch keine Bewertungen
- Tetra-Sensitive Graft Copolymer Gels As Active Material of Chemomechanical ValvesDokument12 SeitenTetra-Sensitive Graft Copolymer Gels As Active Material of Chemomechanical ValvesmaxNoch keine Bewertungen
- Micromachines 13 00339 v2Dokument12 SeitenMicromachines 13 00339 v2Christian pradyptaNoch keine Bewertungen
- 10 1021@acs Analchem 5b01738Dokument11 Seiten10 1021@acs Analchem 5b01738restiNoch keine Bewertungen
- Phosgene Micro Reactor A I CheDokument9 SeitenPhosgene Micro Reactor A I CheJorge RamirezNoch keine Bewertungen
- Sensors and Actuators B: Chemical: SciencedirectDokument9 SeitenSensors and Actuators B: Chemical: SciencedirectAduNoch keine Bewertungen
- VLPCs for High Rate Tracking in Medical Imaging and Particle PhysicsDokument18 SeitenVLPCs for High Rate Tracking in Medical Imaging and Particle PhysicsJuan Antonio Valls FerrerNoch keine Bewertungen
- 1 s2.0 S0925400506001948 MainDokument10 Seiten1 s2.0 S0925400506001948 MainElif ŞahinNoch keine Bewertungen
- Dna-To-Go: A Portable Smartphone-Enabled PCR Assay PlatformDokument4 SeitenDna-To-Go: A Portable Smartphone-Enabled PCR Assay PlatformAbhishek DubeyNoch keine Bewertungen
- Development of A Continuous Microchannel CrystallizerDokument4 SeitenDevelopment of A Continuous Microchannel CrystallizerchenabeelNoch keine Bewertungen
- LabonchipDokument27 SeitenLabonchipManoj MurthyNoch keine Bewertungen
- Dissertation Tu DelftDokument4 SeitenDissertation Tu DelftAnchorage100% (1)
- Hess 2015Dokument8 SeitenHess 2015Muhammad Ikbal RahmatNoch keine Bewertungen
- 10.3934_biophy.2016.4.596Dokument13 Seiten10.3934_biophy.2016.4.596hanrong912Noch keine Bewertungen
- Moems Mems 2008 AbstractsDokument42 SeitenMoems Mems 2008 AbstractsYasser SabryNoch keine Bewertungen
- Process Intensification Through Microreactor Application: A. Pohar and I. PlazlDokument8 SeitenProcess Intensification Through Microreactor Application: A. Pohar and I. Plazlmajster19Noch keine Bewertungen
- Automating FDG ProductionDokument8 SeitenAutomating FDG ProductionusicchaurasNoch keine Bewertungen
- Hetero-Nanojunctions With Atomic Size Control Using A Lab-On-Chip Electrochemical Approach With Integrated MicrofluidicsDokument14 SeitenHetero-Nanojunctions With Atomic Size Control Using A Lab-On-Chip Electrochemical Approach With Integrated Microfluidicsanon_666754590Noch keine Bewertungen
- 10.1002@ceat.200407122Dokument8 Seiten10.1002@ceat.200407122nadir adelNoch keine Bewertungen
- Micro ReactorDokument7 SeitenMicro Reactorrr1819Noch keine Bewertungen
- Eco-friendly-QC-test-on-cross-linked- Thermo ScientificDokument4 SeitenEco-friendly-QC-test-on-cross-linked- Thermo ScientifichasanNoch keine Bewertungen
- AP 8508 A Cec PrimerDokument52 SeitenAP 8508 A Cec PrimerM Arief RakhmawanNoch keine Bewertungen
- Modified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975Von EverandModified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975A. RomanovBewertung: 5 von 5 Sternen5/5 (1)
- Bio MEMSDokument52 SeitenBio MEMSShobhit SinghNoch keine Bewertungen
- Corr - Chapter1'Dokument4 SeitenCorr - Chapter1'Costin GabrielaNoch keine Bewertungen
- Leitner 1975Dokument5 SeitenLeitner 1975korope8705Noch keine Bewertungen
- AicheposterkoDokument1 SeiteAicheposterkoapi-277213829Noch keine Bewertungen
- 2006 Biljana PoticDokument155 Seiten2006 Biljana Poticteguh hady aNoch keine Bewertungen
- Recent Advances in Synthetic Micro Reaction TechnologyDokument25 SeitenRecent Advances in Synthetic Micro Reaction TechnologyrajdewaanNoch keine Bewertungen
- High-Throughput Screening and Optimization of Binary Quantum Dots Cosensitized Solar CellDokument7 SeitenHigh-Throughput Screening and Optimization of Binary Quantum Dots Cosensitized Solar CellJiandong HanNoch keine Bewertungen
- Humidity SensorDokument34 SeitenHumidity SensorBharathi RajaNoch keine Bewertungen
- Methods and Instruments For Continuous-Flow PCR On A Chip: Fig. 1: Diagram of The PCR ProcessDokument7 SeitenMethods and Instruments For Continuous-Flow PCR On A Chip: Fig. 1: Diagram of The PCR ProcessnanateNoch keine Bewertungen
- Cond Calibration For Ultrapure WaterDokument5 SeitenCond Calibration For Ultrapure WaterprakashNoch keine Bewertungen
- S. C. McDuffee Et Al - An Accelerator Based Fusion-Product Source For Development of Inertial Confinement Fusion Nuclear DiagnosticsDokument6 SeitenS. C. McDuffee Et Al - An Accelerator Based Fusion-Product Source For Development of Inertial Confinement Fusion Nuclear DiagnosticsCola7890Noch keine Bewertungen
- Silicon InhibitsDokument7 SeitenSilicon InhibitsBryan396Noch keine Bewertungen
- A Controllable and Integrated Pump-Enabled Microfluidic Chip and Its Application in Droplets GeneratingDokument8 SeitenA Controllable and Integrated Pump-Enabled Microfluidic Chip and Its Application in Droplets GeneratingAfshaNoch keine Bewertungen
- HCP203 PDFDokument3 SeitenHCP203 PDFJawwad KaleemNoch keine Bewertungen
- Microfabricated ReactorDokument9 SeitenMicrofabricated Reactorilyas savierNoch keine Bewertungen
- Micronano 201539Dokument8 SeitenMicronano 201539Miyyada AichaouiNoch keine Bewertungen
- Study of hydrogen bubbles for electroflotationDokument6 SeitenStudy of hydrogen bubbles for electroflotationFrancisco CampbellNoch keine Bewertungen
- Ionic Contamination Process ControlDokument26 SeitenIonic Contamination Process Controltimeforever aymenNoch keine Bewertungen
- Process Control Ionic Contamination Achieving Six Sigma IpcDokument7 SeitenProcess Control Ionic Contamination Achieving Six Sigma IpcRobert MartosNoch keine Bewertungen
- Sequential determination of drugs using flow injection analysisDokument7 SeitenSequential determination of drugs using flow injection analysisNur Aini IktikhafsariNoch keine Bewertungen
- 1 s2.0 S0925400507007216 MainDokument13 Seiten1 s2.0 S0925400507007216 MainSnehan PeshinNoch keine Bewertungen
- Tetracycline Oxytetracycline and ChlorteDokument7 SeitenTetracycline Oxytetracycline and Chlorte7DescresendoAgita Dyah Ayu KusumaningtyasNoch keine Bewertungen
- Thermal Performance of Higher Aspect Ratio Microchannels Using Tio - Water Nano UidsDokument5 SeitenThermal Performance of Higher Aspect Ratio Microchannels Using Tio - Water Nano UidsdddNoch keine Bewertungen
- Lecture On Diffusion in SolidsDokument31 SeitenLecture On Diffusion in SolidsSiva Kumar RajuNoch keine Bewertungen
- SWM VHF PDFDokument6 SeitenSWM VHF PDFshubhraenergyNoch keine Bewertungen
- L7800 Series Positive Voltage Regulators Technical SpecificationDokument25 SeitenL7800 Series Positive Voltage Regulators Technical SpecificationJuan Angel Cerda GuerraNoch keine Bewertungen
- C8-15interessante Voltage Sags and Swell PsimDokument30 SeitenC8-15interessante Voltage Sags and Swell Psimjefao_MMANoch keine Bewertungen
- ProjetDokument6 SeitenProjetAit Chaib SihamNoch keine Bewertungen
- Generator ProtectionDokument10 SeitenGenerator ProtectionVirendra SinghNoch keine Bewertungen
- HVDC TransmissionDokument28 SeitenHVDC TransmissionBeingAjeet SinghNoch keine Bewertungen
- New Microsoft Office Word DocumentDokument21 SeitenNew Microsoft Office Word DocumentPankaj AttriNoch keine Bewertungen
- High CMR Isolation Amplifiers: HCPL-7800 HCPL-7800A HCPL-7800BDokument17 SeitenHigh CMR Isolation Amplifiers: HCPL-7800 HCPL-7800A HCPL-7800BRobert AguilarNoch keine Bewertungen
- Comtec PDFDokument7 SeitenComtec PDFgeorgeNoch keine Bewertungen
- R8017G MBCHDokument52 SeitenR8017G MBCHmjbriceno@gmail.com100% (1)
- 000 Free Energy Ac GeneratorDokument5 Seiten000 Free Energy Ac GeneratorKatamba Rogers100% (1)
- LIGA ProcessDokument6 SeitenLIGA ProcessShubhankar NaikNoch keine Bewertungen
- Datasheet - HK fs8860 489982Dokument11 SeitenDatasheet - HK fs8860 489982jampcarlosNoch keine Bewertungen
- MT860 Energy Measurement MeterDokument2 SeitenMT860 Energy Measurement MeterGuson KuntartoNoch keine Bewertungen
- Incremental encoder EIL580 technical specsDokument7 SeitenIncremental encoder EIL580 technical specsRahul ItaliyaNoch keine Bewertungen
- Clippers and Clampers-3 - PPT DownloadDokument8 SeitenClippers and Clampers-3 - PPT DownloadAlejandroNoch keine Bewertungen
- Exam Paper For Handset RepairDokument11 SeitenExam Paper For Handset RepairAneek Kumar67% (3)
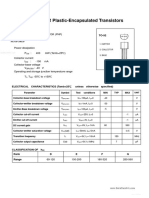
- Transys: TO-92 Plastic-Encapsulated TransistorsDokument1 SeiteTransys: TO-92 Plastic-Encapsulated TransistorsJhon ArenasNoch keine Bewertungen
- Vlsi Deg 2016-HoutDokument3 SeitenVlsi Deg 2016-HoutGibin GeorgeNoch keine Bewertungen
- Electrical Engineering QUESTION BANKDokument7 SeitenElectrical Engineering QUESTION BANKMATHANKUMAR.S100% (1)
- Project Report of Be 7TH Sem FinalDokument15 SeitenProject Report of Be 7TH Sem FinalpayalNoch keine Bewertungen
- Automatic LED Light Control Using LDR Sensor Lab ReportDokument5 SeitenAutomatic LED Light Control Using LDR Sensor Lab ReportÄbů BäķäŗNoch keine Bewertungen
- Ece546fall12 08Dokument31 SeitenEce546fall12 08hanumantha12Noch keine Bewertungen
- DC Distribution SystemsDokument133 SeitenDC Distribution Systemstempmail604Noch keine Bewertungen
- Laptop Chip Level Repair Classroom Notes PDFDokument108 SeitenLaptop Chip Level Repair Classroom Notes PDFLenin BabuNoch keine Bewertungen
- L7 Voltage Regulator, Half Wave Rectifier S2 1617Dokument20 SeitenL7 Voltage Regulator, Half Wave Rectifier S2 1617Bhagyalaxmi patilNoch keine Bewertungen
- Building A Line Following RobotDokument31 SeitenBuilding A Line Following RobotRohit WadhwaniNoch keine Bewertungen
- Automotive Microelectronics 2001Dokument93 SeitenAutomotive Microelectronics 2001sayapopai100% (16)
- Application of Rogowski CoilsDokument6 SeitenApplication of Rogowski CoilscatalinccNoch keine Bewertungen