Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Sediment Classification Using Side Scan SONARDokument5 SeitenSediment Classification Using Side Scan SONARiaetsdiaetsdNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Slow Intelligence System Based Software TestingDokument6 SeitenSlow Intelligence System Based Software TestingiaetsdiaetsdNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- A Novel and Green Route For Synthesis of Pyrazoline Derivatives in An Aqueous Media by Using Ionic Liquid at Reflux ConditionDokument4 SeitenA Novel and Green Route For Synthesis of Pyrazoline Derivatives in An Aqueous Media by Using Ionic Liquid at Reflux ConditioniaetsdiaetsdNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- IOT Based Waste Management System For Smart CityDokument7 SeitenIOT Based Waste Management System For Smart Cityiaetsdiaetsd100% (2)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Survey - Data Security and Privacy Big DataDokument6 SeitenA Survey - Data Security and Privacy Big DataiaetsdiaetsdNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Design of Transformer Peripharals by Computer Aided Design Drafting (Cadd)Dokument8 SeitenDesign of Transformer Peripharals by Computer Aided Design Drafting (Cadd)iaetsdiaetsdNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Impact of Partition As Revealed in Bapsi Sidhwa's Ice Candy ManDokument9 SeitenThe Impact of Partition As Revealed in Bapsi Sidhwa's Ice Candy ManiaetsdiaetsdNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- MHD Flow With Silver (Ag) and Titanium (TiO2) Water Based Nano Fluid Over A Non-Linearly Stretching/strinking SheetDokument8 SeitenMHD Flow With Silver (Ag) and Titanium (TiO2) Water Based Nano Fluid Over A Non-Linearly Stretching/strinking SheetiaetsdiaetsdNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Mathematical Model For Marangoni Convection MHD Flow of Carbon Nanotubes Through A Porous MediumDokument7 SeitenMathematical Model For Marangoni Convection MHD Flow of Carbon Nanotubes Through A Porous MediumiaetsdiaetsdNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- In Vitro Propagation of Anisochilus Carnosus (LF.) Wallich - A Medicinal PlantDokument3 SeitenIn Vitro Propagation of Anisochilus Carnosus (LF.) Wallich - A Medicinal PlantiaetsdiaetsdNoch keine Bewertungen
- A Review Paper On Online Restaurant Management System - Http://iaetsdjaras - OrgDokument5 SeitenA Review Paper On Online Restaurant Management System - Http://iaetsdjaras - OrgiaetsdiaetsdNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- A Comparative Analysis of Income and Expenditure Pattern of Working and Non-Working Women in TamilnaduDokument8 SeitenA Comparative Analysis of Income and Expenditure Pattern of Working and Non-Working Women in TamilnaduiaetsdiaetsdNoch keine Bewertungen
- Retrofitting of Reinforced Column by Using Ferrocement JacketingDokument4 SeitenRetrofitting of Reinforced Column by Using Ferrocement JacketingiaetsdiaetsdNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- BN-S-UC001B Checklist For The Mechanical Completion, Incl. Pre-Commissioning ActivitiesDokument13 SeitenBN-S-UC001B Checklist For The Mechanical Completion, Incl. Pre-Commissioning ActivitiesGiftObionochieNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- PWHTDokument25 SeitenPWHTBruce leeNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Eawc201 en W Alni r05Dokument1 SeiteEawc201 en W Alni r05Anonymous nKOyHbNoch keine Bewertungen
- Advanced Ceramic Components - Materials, Fabrication, and Applications PDFDokument32 SeitenAdvanced Ceramic Components - Materials, Fabrication, and Applications PDFDaxel Val100% (1)
- 5 - Compression Failure Mechanisms in Unidirectional CompositesDokument45 Seiten5 - Compression Failure Mechanisms in Unidirectional CompositesMo 57sNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Smoke - Control ICB Handout PDFDokument42 SeitenSmoke - Control ICB Handout PDF185412Noch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Pipeline Integrity Management MSC (Penspen)Dokument7 SeitenPipeline Integrity Management MSC (Penspen)Majeed Rumani0% (2)
- CAMPUS® Datasheet: Ultradur® B 4330 G6 HR - PBT-I-GF30 BasfDokument4 SeitenCAMPUS® Datasheet: Ultradur® B 4330 G6 HR - PBT-I-GF30 BasfAngererNoch keine Bewertungen
- Model Estimate For Construction of Concrete RoadDokument8 SeitenModel Estimate For Construction of Concrete RoadAria Beepamungkas100% (1)
- Uta Fall23 Designbuild Pointzero CdsDokument14 SeitenUta Fall23 Designbuild Pointzero CdsDerek MaynardNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Polyguard PEDokument2 SeitenPolyguard PEabcd1860100% (1)
- Vikings-Preaction FoamWater System Supplied by A Bladder TankDokument12 SeitenVikings-Preaction FoamWater System Supplied by A Bladder TankHenry WuNoch keine Bewertungen
- Luminarias Glamox para Areas DeportivasDokument2 SeitenLuminarias Glamox para Areas DeportivasAlberto PopushoyNoch keine Bewertungen
- Norton WeldingMetalFabCatalog 2011Dokument182 SeitenNorton WeldingMetalFabCatalog 2011RSR_2K5364Noch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Ölflex® Classic 110 LT: Product InformationDokument4 SeitenÖlflex® Classic 110 LT: Product InformationPhaniNoch keine Bewertungen
- A New Approach With Prepregs For ReinforcingDokument8 SeitenA New Approach With Prepregs For ReinforcingRajesh Kumar SNoch keine Bewertungen
- Compressive Strength of Concrete - Cube Test, Procedure, ResultsDokument6 SeitenCompressive Strength of Concrete - Cube Test, Procedure, ResultsAravindanNoch keine Bewertungen
- Bringing Power To Light: Company ProfileDokument32 SeitenBringing Power To Light: Company ProfileYu hongNoch keine Bewertungen
- In-Place Methods To Estimate Concrete Strength: Reported by ACI Committee 228Dokument41 SeitenIn-Place Methods To Estimate Concrete Strength: Reported by ACI Committee 228yusak santosoNoch keine Bewertungen
- International Journal of Mechanical Sciences: Hamad Ul Hassan, Heinrich Traphöner, Alper Güner, A. Erman TekkayaDokument13 SeitenInternational Journal of Mechanical Sciences: Hamad Ul Hassan, Heinrich Traphöner, Alper Güner, A. Erman TekkayaAnya CooperNoch keine Bewertungen
- ACI Committee 423 - Recommendations For Concrete Members Prestressed With Unbonded Tendons, ACI 423.3R-05Dokument21 SeitenACI Committee 423 - Recommendations For Concrete Members Prestressed With Unbonded Tendons, ACI 423.3R-05bournelinNoch keine Bewertungen
- Characterization of The Young's Modulus and Residual Stresses For A Sputtered SiliconDokument5 SeitenCharacterization of The Young's Modulus and Residual Stresses For A Sputtered Silicon夕何Noch keine Bewertungen
- Environmental Effects On Engineered Materials - Russell H. JonesDokument517 SeitenEnvironmental Effects On Engineered Materials - Russell H. JonesVictorNoch keine Bewertungen
- ATR Ata - 21 - Air - ConditioningDokument115 SeitenATR Ata - 21 - Air - ConditioningJesús Montalvo Fernández100% (5)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Materials Science and Engineering by Callister Chapter 1 ReviewerDokument3 SeitenMaterials Science and Engineering by Callister Chapter 1 ReviewerTy ztickNoch keine Bewertungen
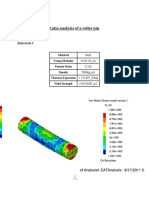
- Catia Analysis of A Roller PinDokument15 SeitenCatia Analysis of A Roller Pinanteneh tesfayeNoch keine Bewertungen
- Triton Cargo Worthy Standards - May2017 RevisionDokument57 SeitenTriton Cargo Worthy Standards - May2017 RevisionHoan VuNoch keine Bewertungen
- Presurizacion Controll System PDFDokument16 SeitenPresurizacion Controll System PDFVin PhearakNoch keine Bewertungen
- Buttress Dam AnalysisDokument8 SeitenButtress Dam AnalysisIzet Mehmetaj100% (1)
- Compressible FlowDokument11 SeitenCompressible FlowZain Abdul Malik NooraliNoch keine Bewertungen
- Colleen Hoover The Best Romance Books Complete Romance Read ListVon EverandColleen Hoover The Best Romance Books Complete Romance Read ListNoch keine Bewertungen