Das könnte Ihnen auch gefallen
- Capitulo 9 Solucionario de TahaDokument22 SeitenCapitulo 9 Solucionario de TahaRaul Pessagno QNoch keine Bewertungen
- Muestreo Por AceptacionDokument10 SeitenMuestreo Por AceptacionMelissa CardozoNoch keine Bewertungen
- Estudio de Metodos 332570 5Dokument16 SeitenEstudio de Metodos 332570 5Enrique Torres BetancourtNoch keine Bewertungen
- Inv Operaciones ProblemasDokument4 SeitenInv Operaciones ProblemasOziel FloresNoch keine Bewertungen
- Taller Transporte 1Dokument2 SeitenTaller Transporte 1Antony Sharif Prieto SierraNoch keine Bewertungen
- EJERCICIOS 10102014 - Introducción A La Modelación Matemática y OptimizaciónDokument14 SeitenEJERCICIOS 10102014 - Introducción A La Modelación Matemática y OptimizaciónCristian ErazoNoch keine Bewertungen
- Informe Del Proyecto Simulación PDFDokument15 SeitenInforme Del Proyecto Simulación PDFFabianBañoNoch keine Bewertungen
- Taller Montecarlo 2020 - 1Dokument2 SeitenTaller Montecarlo 2020 - 1ROMARIO ANDRES MERCADO DAZA0% (1)
- Unidad I Introduccion A La Investigaciones de OperacionesDokument51 SeitenUnidad I Introduccion A La Investigaciones de OperacionesDiegoNoch keine Bewertungen
- Practica 4 IncompletoDokument4 SeitenPractica 4 IncompletoValeria Condarco SalinasNoch keine Bewertungen
- Ejemplo de MODAPTSDokument1 SeiteEjemplo de MODAPTSJosymar RamírezNoch keine Bewertungen
- Discusión 11.Dokument7 SeitenDiscusión 11.Lili Flores100% (1)
- Ejercicio 1Dokument3 SeitenEjercicio 1Jose Fernando Ramos YampasiNoch keine Bewertungen
- Lab 002 - SebastianDokument6 SeitenLab 002 - SebastianSebastian Guardado NuñezNoch keine Bewertungen
- COSTOS GESTION DE COSTOS Tarea2Unidad3Dokument4 SeitenCOSTOS GESTION DE COSTOS Tarea2Unidad3NATALIA BRIGITTE VALENZUELA PENANoch keine Bewertungen
- Ejercicio de Productividad Grupo 8Dokument5 SeitenEjercicio de Productividad Grupo 8DANTE QUIJOTE100% (1)
- Tecnicas para Eliminar Tasas de Rendimiento MultiplesDokument6 SeitenTecnicas para Eliminar Tasas de Rendimiento MultiplesJairo JLGMNoch keine Bewertungen
- Ejercicios FiabilidadDokument7 SeitenEjercicios FiabilidadYoel Toribio NuñezNoch keine Bewertungen
- Examèn Principal Automatización - GuangaDokument6 SeitenExamèn Principal Automatización - GuangaLuis Miguel Allauca50% (2)
- Grande Mediano PequeñoDokument6 SeitenGrande Mediano PequeñoStefany Chavez100% (1)
- Tarea Diagramas2023Dokument22 SeitenTarea Diagramas2023Arturo GarciaNoch keine Bewertungen
- Ev. Mejora ContinuaDokument8 SeitenEv. Mejora ContinuaCatalina Cortés AntiqueraNoch keine Bewertungen
- Practica 2 - Proyectos de IngenieriaDokument16 SeitenPractica 2 - Proyectos de IngenieriaC.Y. F. VenturaNoch keine Bewertungen
- Diagrama de ProcesosDokument19 SeitenDiagrama de ProcesosDiegoAleSánchezNoch keine Bewertungen
- Investigaccion O.Dokument25 SeitenInvestigaccion O.JoseCarrascalNoch keine Bewertungen
- Métrica Seis Sigma CARVDokument2 SeitenMétrica Seis Sigma CARVDavid Gonzalez Lopez0% (1)
- Ingenieria de Metodos Uta 2020 Clases (206-377)Dokument156 SeitenIngenieria de Metodos Uta 2020 Clases (206-377)Kevin LopezNoch keine Bewertungen
- Tarea Sintesis Variables PDFDokument5 SeitenTarea Sintesis Variables PDFmichelle perezNoch keine Bewertungen
- Ua2 Ejercicios Relaciones Hombre Maquina y Balanceo de LineasDokument5 SeitenUa2 Ejercicios Relaciones Hombre Maquina y Balanceo de LineasJUAN PABLO REVOLLO ESPRELLANoch keine Bewertungen
- Clase 21 Abril 2020Dokument29 SeitenClase 21 Abril 2020Marta Troncoso BarbosaNoch keine Bewertungen
- Ejercicios Metodo Por Brown y Gibson-Nora Linda Sifuentes Rivera 161DDD539 PDFDokument10 SeitenEjercicios Metodo Por Brown y Gibson-Nora Linda Sifuentes Rivera 161DDD539 PDFbeto betooNoch keine Bewertungen
- Copesur Tercera Unidad FinalDokument27 SeitenCopesur Tercera Unidad FinalJoseNoch keine Bewertungen
- Metodo de Agrupacion DirectoDokument3 SeitenMetodo de Agrupacion DirectoyulytorresbNoch keine Bewertungen
- Foro Semana Numero 5Dokument6 SeitenForo Semana Numero 5Dayanne AlvarezNoch keine Bewertungen
- Practica Dirigida No 7 Programacion Dinamica UcvDokument12 SeitenPractica Dirigida No 7 Programacion Dinamica UcvNathaly Vargas PalominoNoch keine Bewertungen
- Trabajo Colaborativo Investigacion de OperacionesDokument28 SeitenTrabajo Colaborativo Investigacion de OperacionesJhefer Avila OlorteguiNoch keine Bewertungen
- Tarea 3 Metodos y Modelos de OptimizacionDokument3 SeitenTarea 3 Metodos y Modelos de OptimizacionLuis Molina0% (1)
- Distribucion PcoDokument16 SeitenDistribucion PcoEstudianteNoch keine Bewertungen
- CasoDokument9 SeitenCasoRogerBlancoNoch keine Bewertungen
- Caso SPC en El GazetteDokument5 SeitenCaso SPC en El GazetteElizabeth Esquit100% (1)
- Taller Fundamentos Económicos 2020ADokument1 SeiteTaller Fundamentos Económicos 2020ADaniel FigueroaNoch keine Bewertungen
- Cospre - Laboratorio 01Dokument13 SeitenCospre - Laboratorio 01José PizarroNoch keine Bewertungen
- Ok INTRODUCCIÓN OPERACIONES Y PROCESOS UNITARIOS PDFDokument7 SeitenOk INTRODUCCIÓN OPERACIONES Y PROCESOS UNITARIOS PDFMiluska Martínez RodasNoch keine Bewertungen
- PRT - 8 - GfloDokument6 SeitenPRT - 8 - GfloGabriel LeguaNoch keine Bewertungen
- Pauta Ejercicios Propuestos Semana 1 y 2Dokument4 SeitenPauta Ejercicios Propuestos Semana 1 y 2STEFANY JANNETTE VALLEJOS FUENTESNoch keine Bewertungen
- Ejercicio de Control de Calidad-TareaDokument4 SeitenEjercicio de Control de Calidad-TareaAlondra SantiagoNoch keine Bewertungen
- Investigacion de Operaciones de Una PanaderiaDokument30 SeitenInvestigacion de Operaciones de Una PanaderiaCristian Alvaro RiverosNoch keine Bewertungen
- Problemas PropuestosDokument6 SeitenProblemas PropuestosAlexandraAntonellaAymaSayre0% (2)
- Guia PL 1Dokument3 SeitenGuia PL 1Rogelio AlfaroNoch keine Bewertungen
- Lab de Ing de MetodosDokument6 SeitenLab de Ing de MetodosRuth Mery Ccahuantico CasaNoch keine Bewertungen
- EjercicioCap11 - Hoja de VerificaciónDokument3 SeitenEjercicioCap11 - Hoja de VerificaciónJose VelasquezNoch keine Bewertungen
- Resumen EjecutivoDokument2 SeitenResumen Ejecutivojoben blancoNoch keine Bewertungen
- Ergonomía VentilacionDokument10 SeitenErgonomía VentilacionroqueNoch keine Bewertungen
- Celdas de ManufacturaDokument10 SeitenCeldas de ManufacturaRogelio PerezNoch keine Bewertungen
- Deber 1 - Ejercicios Cap 1.6Dokument27 SeitenDeber 1 - Ejercicios Cap 1.6Christian AnaluisaNoch keine Bewertungen
- Ejercicios de Aplicación Semana 5 - PautaDokument6 SeitenEjercicios de Aplicación Semana 5 - PautaSTEFANY JANNETTE VALLEJOS FUENTESNoch keine Bewertungen
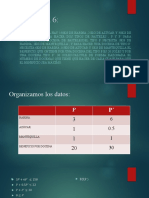
- Problema 6Dokument5 SeitenProblema 6Angelo FloresNoch keine Bewertungen
- Simulación Con Promodel de Un Proceso IndustrialDokument9 SeitenSimulación Con Promodel de Un Proceso IndustrialIvan López EspínNoch keine Bewertungen
- UNIDAD4 Introduccion ProModelDokument41 SeitenUNIDAD4 Introduccion ProModelJosueRomeroNoch keine Bewertungen
- Informe PromodelDokument27 SeitenInforme PromodelNet Puente Perez100% (1)
- Apuntes de BitcoinDokument1 SeiteApuntes de Bitcoinmaldito92Noch keine Bewertungen
- Práctica Dirigida 1 de EstadisticaDokument8 SeitenPráctica Dirigida 1 de Estadisticamaldito92Noch keine Bewertungen
- Proceso de Mejora Continua de Los Servicios TIDokument18 SeitenProceso de Mejora Continua de Los Servicios TICuauhtémoc Garcia HerreraNoch keine Bewertungen
- Procedimientos y Funciones Apuntes de C#Dokument22 SeitenProcedimientos y Funciones Apuntes de C#maldito92Noch keine Bewertungen
- Procedimientos y Funciones Apuntes de C#Dokument6 SeitenProcedimientos y Funciones Apuntes de C#maldito92Noch keine Bewertungen
- Documento C#Dokument2 SeitenDocumento C#maldito92Noch keine Bewertungen
- Libro 1Dokument16 SeitenLibro 1maldito92Noch keine Bewertungen
- Semana 1Dokument17 SeitenSemana 1maldito92Noch keine Bewertungen
- Qué Es La Inteligencia de NegociosDokument7 SeitenQué Es La Inteligencia de Negociosmaldito92Noch keine Bewertungen
- EuropaDokument5 SeitenEuropamaldito92Noch keine Bewertungen
- Codigo de html5Dokument2 SeitenCodigo de html5maldito92Noch keine Bewertungen
- SQL OracleDokument133 SeitenSQL OracleGastón Di FilippoNoch keine Bewertungen
- Apuntes de PHPDokument2 SeitenApuntes de PHPmaldito92Noch keine Bewertungen
- Temario Curso Bootstrap 4Dokument5 SeitenTemario Curso Bootstrap 4Victor Manuel Rojas Samame0% (1)
- Códigos de CssDokument1 SeiteCódigos de Cssmaldito92Noch keine Bewertungen
- Apuntes de HTMLDokument2 SeitenApuntes de HTMLmaldito92Noch keine Bewertungen
- Apuntes de HTMLDokument34 SeitenApuntes de HTMLmaldito920% (1)
- Bases de Datos InteligentesDokument145 SeitenBases de Datos InteligentesJaime PeresNoch keine Bewertungen
- Lista de ComandosDokument2 SeitenLista de Comandosmaldito92Noch keine Bewertungen
- CT003 Plantilla EDTDokument5 SeitenCT003 Plantilla EDTmaldito92Noch keine Bewertungen
- CT004 Plantilla de RequisitosDokument5 SeitenCT004 Plantilla de Requisitosmaldito92Noch keine Bewertungen
- Plantilla Diccionario-WBSDokument1 SeitePlantilla Diccionario-WBSmaldito92Noch keine Bewertungen
- Dia Positi VasDokument9 SeitenDia Positi Vasmaldito92Noch keine Bewertungen
- CT002 Plantilla RegistroStakeholderDokument4 SeitenCT002 Plantilla RegistroStakeholdermaldito920% (1)
- Playa de EstacionamientoDokument13 SeitenPlaya de Estacionamientomaldito92Noch keine Bewertungen
- Apuntes de CDokument1 SeiteApuntes de Cmaldito92Noch keine Bewertungen
- Apuntes de HTMLDokument2 SeitenApuntes de HTMLmaldito92Noch keine Bewertungen
- Imperio LeyesDokument7 SeitenImperio Leyesmaldito92Noch keine Bewertungen
- Los Tipos de Datos de SQL ServerDokument2 SeitenLos Tipos de Datos de SQL Servermaldito92Noch keine Bewertungen
- Concepto de BPMDokument26 SeitenConcepto de BPMmaldito92Noch keine Bewertungen
- Win11 Manual EU SPADokument104 SeitenWin11 Manual EU SPAsaqer_11Noch keine Bewertungen
- Manual de Orientación para InvidentesDokument6 SeitenManual de Orientación para InvidentesKarla BluEzita SalazarNoch keine Bewertungen
- Manual TopoCalDokument66 SeitenManual TopoCalEddy A. SanchezNoch keine Bewertungen
- Revit MEPDokument512 SeitenRevit MEPAnonymous mwcN0Yi7Noch keine Bewertungen
- Om - JB V3400 V2400 V2300 V2200-Pro42 - Zeewaes546g4 - Es - ADokument76 SeitenOm - JB V3400 V2400 V2300 V2200-Pro42 - Zeewaes546g4 - Es - ABalu 7Noch keine Bewertungen
- Sanlez Importaciones Catalogo Sanlez Importaciones S.A.C.: No. Product Detail Price 1Dokument45 SeitenSanlez Importaciones Catalogo Sanlez Importaciones S.A.C.: No. Product Detail Price 1Kevin Ramirez TafurNoch keine Bewertungen
- Protocolo de Seguridad para Computo 04Dokument28 SeitenProtocolo de Seguridad para Computo 04Marco TellezNoch keine Bewertungen
- Auditoria Laboral ProgramaDokument67 SeitenAuditoria Laboral ProgramaNora RiquelmeNoch keine Bewertungen
- Cartilla Teletrabajo OficialDokument25 SeitenCartilla Teletrabajo OficialCesar Augusto PNoch keine Bewertungen
- Propiedades de Listbox, Checkbox, Picturebox y RadiobuttonDokument22 SeitenPropiedades de Listbox, Checkbox, Picturebox y RadiobuttonKarla Alessandra Miranda VargasNoch keine Bewertungen
- MODULO 2 Zimbra Gestion de Agenda y Tareas. ThunderbirdDokument47 SeitenMODULO 2 Zimbra Gestion de Agenda y Tareas. ThunderbirdSebastian UnbrokenNoch keine Bewertungen
- Separata Corel DrawDokument20 SeitenSeparata Corel DrawKelly SPNoch keine Bewertungen
- Adobe IlustradorDokument42 SeitenAdobe IlustradorsebastianbravoperuNoch keine Bewertungen
- Partes Que Componen Una LaptopDokument14 SeitenPartes Que Componen Una Laptoppemoso50% (4)
- Manual de Usuario DIgSILENT Parte IDokument225 SeitenManual de Usuario DIgSILENT Parte IDavidLazoCidNoch keine Bewertungen
- Caso LogitechDokument2 SeitenCaso LogitechLuis Espinoza ZuloagaNoch keine Bewertungen
- Manual Caja de AhorroDokument17 SeitenManual Caja de AhorroLigia SantianaNoch keine Bewertungen
- Exposicion GcomprisDokument6 SeitenExposicion GcomprisjatziriNoch keine Bewertungen
- Practicas de Corel Draw 03Dokument6 SeitenPracticas de Corel Draw 03rzk_myryamNoch keine Bewertungen
- Propuesto 1-Funciones de Búsqueda ExcelDokument37 SeitenPropuesto 1-Funciones de Búsqueda ExcelManimal XtremoNoch keine Bewertungen
- Hoja de Trabajo 2do Primaria 13Dokument3 SeitenHoja de Trabajo 2do Primaria 13Jo QuanNoch keine Bewertungen
- Proyecto Final Informatica 1Dokument58 SeitenProyecto Final Informatica 1Ethan OchoaNoch keine Bewertungen
- Lenovo IdeacentreDokument73 SeitenLenovo IdeacentreJimmy Alexander Rojas VarelaNoch keine Bewertungen
- 03 - CompactLogix - EspañolDokument30 Seiten03 - CompactLogix - EspañolLuisNoch keine Bewertungen
- FvDesigner User Manual en Parte3Dokument178 SeitenFvDesigner User Manual en Parte3Ivan SilvaNoch keine Bewertungen
- Vdocument - in Baldurs Gate ManualDokument39 SeitenVdocument - in Baldurs Gate ManualYohn FaizerNoch keine Bewertungen
- TP VMDDokument21 SeitenTP VMDAna Milena Riascos GrajalesNoch keine Bewertungen
- Power PointDokument42 SeitenPower PointHEINNER ALEJANDRO RODRIGUEZ RUIZNoch keine Bewertungen
- Modelo de Von NewmanDokument18 SeitenModelo de Von NewmanDolce ChiquiMiau100% (1)