Das könnte Ihnen auch gefallen
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309Von EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Bewertung: 5 von 5 Sternen5/5 (1)
- Preguntas de Amalgamacion, Concentracion Gravimetrica y Hidrometalurgia (Junior Andres, Daniel Quispe)Dokument4 SeitenPreguntas de Amalgamacion, Concentracion Gravimetrica y Hidrometalurgia (Junior Andres, Daniel Quispe)Junior Andrés Daniel QuispeNoch keine Bewertungen
- Lab 6 Reconocimiento Microestructural Fundicion GrisDokument14 SeitenLab 6 Reconocimiento Microestructural Fundicion GrisWilson ValenciaNoch keine Bewertungen
- S10. El Cobre y Aleaciones 20-2Dokument13 SeitenS10. El Cobre y Aleaciones 20-2mariaNoch keine Bewertungen
- Tratamientos Termicos y Defectos (2016)Dokument27 SeitenTratamientos Termicos y Defectos (2016)Felipe Erreape Avendaño0% (1)
- Preguntas y Respuestas HidrometalurgiaDokument4 SeitenPreguntas y Respuestas HidrometalurgiaJheferson Yauyo MallquiNoch keine Bewertungen
- Informe No.2 Practica de MoldeoDokument11 SeitenInforme No.2 Practica de MoldeoJuanCaicedoNoch keine Bewertungen
- Tratamientos TermoquimicosDokument14 SeitenTratamientos TermoquimicosBrenda Verónica RochaNoch keine Bewertungen
- Módulo 4 Fusión de Minerales, Preparación de Lechos de Fusión-1-2-1Dokument5 SeitenMódulo 4 Fusión de Minerales, Preparación de Lechos de Fusión-1-2-1Jade ColqueNoch keine Bewertungen
- Presentación ManufacturaDokument20 SeitenPresentación Manufacturadaniel2056Noch keine Bewertungen
- Clasificación de Los Productos Refractarios UsachDokument68 SeitenClasificación de Los Productos Refractarios UsachFabiann Waton SandersNoch keine Bewertungen
- 2exm Pirometalurgia Del CobreDokument58 Seiten2exm Pirometalurgia Del CobreRoyerAngel100% (1)
- MetalografiaDokument14 SeitenMetalografiaVictorAndresCabreraMelgarNoch keine Bewertungen
- Oxidacion de Metales A Alta T°Dokument29 SeitenOxidacion de Metales A Alta T°Jeyson GrandaNoch keine Bewertungen
- Electrodos Soldeo Aceros Baja AleaciónDokument2 SeitenElectrodos Soldeo Aceros Baja AleaciónAlvaro Alexis Rojas MoralesNoch keine Bewertungen
- UNI Practica1 - Modsim - 2Dokument2 SeitenUNI Practica1 - Modsim - 2Rodriguez100% (1)
- Aliaciones de EstañoDokument21 SeitenAliaciones de Estañocarandatru100% (1)
- Practica 3Dokument12 SeitenPractica 3Walter Silva100% (1)
- Conformado de Una Pieza de AluminioDokument13 SeitenConformado de Una Pieza de AluminioJorge Humberto Flores AvilaNoch keine Bewertungen
- Horno de ReverberoDokument5 SeitenHorno de ReverberoIsaac Jonathan Vargas AvilesNoch keine Bewertungen
- Materiales Cerámicos EscritoDokument7 SeitenMateriales Cerámicos EscritoEilithNoch keine Bewertungen
- 4 Cinetica de Flotación de Espumas1Dokument40 Seiten4 Cinetica de Flotación de Espumas1Jesus Talledo BermudezNoch keine Bewertungen
- Análisis Termodinámico de La Lixiviación de Minerales Sulfurados de CobreDokument4 SeitenAnálisis Termodinámico de La Lixiviación de Minerales Sulfurados de CobreGrace Torres SarmientoNoch keine Bewertungen
- BiometalurgiaDokument65 SeitenBiometalurgiafimmrra0% (1)
- Practica de Lixiviacion de CobreDokument8 SeitenPractica de Lixiviacion de CobreWalther ChaupiNoch keine Bewertungen
- Preparación Mecánica de MineralesDokument100 SeitenPreparación Mecánica de MineralesFabian Palma MuñozNoch keine Bewertungen
- 4 Pirometalurgia 04 PDFDokument35 Seiten4 Pirometalurgia 04 PDFAndyVilchezMenaNoch keine Bewertungen
- Lab-Tt-1 Recocido Con Austenizacion Completa Acero 4140Dokument15 SeitenLab-Tt-1 Recocido Con Austenizacion Completa Acero 4140javierNoch keine Bewertungen
- Metalurgia Del ZincDokument36 SeitenMetalurgia Del Zinccarlos canchumani zarateNoch keine Bewertungen
- Informe Evaluación de Dureza y ResilienciaDokument8 SeitenInforme Evaluación de Dureza y ResilienciaKevin Arnold MuñozNoch keine Bewertungen
- 1.1-S13.s1.2-Recubrimiento de ZN, Cu, Ni 2020-BDokument15 Seiten1.1-S13.s1.2-Recubrimiento de ZN, Cu, Ni 2020-BBraulio ala andiaNoch keine Bewertungen
- Semana 9 - AglomeraciónDokument31 SeitenSemana 9 - AglomeraciónJadhira RamirezNoch keine Bewertungen
- Taller 2019 - Composición Porcentual MineralogicaDokument7 SeitenTaller 2019 - Composición Porcentual MineralogicaIgnacio Pacheco MachacaNoch keine Bewertungen
- Refractarios en Hornos IndustrialesDokument7 SeitenRefractarios en Hornos IndustrialesFelipeNoch keine Bewertungen
- Tratamientos Por PresionDokument4 SeitenTratamientos Por PresionDenys AlanyaNoch keine Bewertungen
- Defectos en Soldadura Especial PDFDokument21 SeitenDefectos en Soldadura Especial PDFCarlos FloresNoch keine Bewertungen
- Libros MetalurgiaDokument2 SeitenLibros MetalurgiaAlexander Muñoz Sánchez100% (1)
- Semana 15Dokument31 SeitenSemana 15luisNoch keine Bewertungen
- Guia 3 Fallas 2018 .Dokument7 SeitenGuia 3 Fallas 2018 .sandraNoch keine Bewertungen
- Cuál Es El Objetivo de La Purificación Del Electrolito en La Electro Refinación Del CobreDokument2 SeitenCuál Es El Objetivo de La Purificación Del Electrolito en La Electro Refinación Del CobreA Crispin AnibalNoch keine Bewertungen
- Estructuras Del AceroDokument11 SeitenEstructuras Del AceroservioNoch keine Bewertungen
- Laboratorio Tostación FINALDokument18 SeitenLaboratorio Tostación FINALDaniel BritoNoch keine Bewertungen
- Trabajo 2 Electrometalurgia FinalDokument11 SeitenTrabajo 2 Electrometalurgia FinalRicardo Peralta100% (1)
- Shougang Hierro Perú S.A.ADokument17 SeitenShougang Hierro Perú S.A.AJames WrightNoch keine Bewertungen
- Tema 2.18 - Cobre y Aleaciones de CobreDokument129 SeitenTema 2.18 - Cobre y Aleaciones de CobreracontrerasNoch keine Bewertungen
- Silabo-1704254-Siderurgia y Aceria (E) (2021-c) EneroDokument6 SeitenSilabo-1704254-Siderurgia y Aceria (E) (2021-c) EneroEmerson SivinchaNoch keine Bewertungen
- IMFORME-DE-PRACTICAS-PRE-PROFESIONALES Edu BarronDokument88 SeitenIMFORME-DE-PRACTICAS-PRE-PROFESIONALES Edu BarronCristhoferNoch keine Bewertungen
- 2a. TEXTO CONFORMACION DE MATERIALES-PARTE IDokument19 Seiten2a. TEXTO CONFORMACION DE MATERIALES-PARTE ICarlos GonzalesNoch keine Bewertungen
- SENSITIZADODokument11 SeitenSENSITIZADOFabio Alejandro Rodriguez RaudaNoch keine Bewertungen
- PPT6 Fusion de Concentrados de CobreDokument34 SeitenPPT6 Fusion de Concentrados de CobreAracely Julia Astudillo CasanovaNoch keine Bewertungen
- Pirometalurgia Del CobreDokument36 SeitenPirometalurgia Del CobreBoxer Xiano Mamani Mamani100% (1)
- ForjaDokument20 SeitenForjaTow EuvuNoch keine Bewertungen
- Corrosion Bajo TensionDokument14 SeitenCorrosion Bajo TensionJorge Luis Erazo Quezada100% (2)
- Espumante ER 9010Dokument1 SeiteEspumante ER 9010carlos_alfaro_herreraNoch keine Bewertungen
- Manual Del Ingeniero Metalurgista - 3Dokument83 SeitenManual Del Ingeniero Metalurgista - 3Alfonso VásquezNoch keine Bewertungen
- Tesis MetalurgiaDokument88 SeitenTesis MetalurgiaCielo QuispeNoch keine Bewertungen
- Metalurgia Electroquimica CorrosionDokument42 SeitenMetalurgia Electroquimica CorrosionEDWARDURIBENoch keine Bewertungen
- Trabajo Final de Tecnologia de Los MetalesDokument15 SeitenTrabajo Final de Tecnologia de Los MetalesJefferson CoronelNoch keine Bewertungen
- Fundicion 1Dokument429 SeitenFundicion 1Milton RiveraNoch keine Bewertungen
- ModelosDokument16 SeitenModelosmizaelNoch keine Bewertungen
- Definición de AbastecimientoDokument4 SeitenDefinición de AbastecimientoAngel Marquez CabañasNoch keine Bewertungen
- Lean OfficeDokument4 SeitenLean OfficeAlejandro Poma VillarrealNoch keine Bewertungen
- Ensayo y Mapa Conceptual Mecanica IndustrialDokument3 SeitenEnsayo y Mapa Conceptual Mecanica IndustrialMelissa PlzsNoch keine Bewertungen
- Calculo Del Área Requerida para El Relleno Sanitario Momento 2Dokument18 SeitenCalculo Del Área Requerida para El Relleno Sanitario Momento 2Angelo Pabon75% (4)
- Libro Phill EspañolDokument194 SeitenLibro Phill EspañolJavier Gómez JiménezNoch keine Bewertungen
- Costos Industriales Trabajo Práctico #5 - Costos Por ProcesosDokument7 SeitenCostos Industriales Trabajo Práctico #5 - Costos Por ProcesosJuanNoch keine Bewertungen
- Norma NTC 121Dokument2 SeitenNorma NTC 121FranciscoJavierRestrepoMartinezNoch keine Bewertungen
- Mejoras de Lean Manufacturing en Los Sistemas ProductivosDokument36 SeitenMejoras de Lean Manufacturing en Los Sistemas ProductivosAlessandro NájeraaNoch keine Bewertungen
- Jeffrey SachsDokument26 SeitenJeffrey SachsamandarositaNoch keine Bewertungen
- Capitulo 3 Polimeni ResueltoDokument7 SeitenCapitulo 3 Polimeni ResueltoLesly Janeth Banegas Lobo33% (3)
- Catalogo de Elementos de Fijacion PDFDokument245 SeitenCatalogo de Elementos de Fijacion PDFOmar PérezNoch keine Bewertungen
- Directorio Industria Enero 2018Dokument24 SeitenDirectorio Industria Enero 2018Alilet GarcíaNoch keine Bewertungen
- Art14FrXXVII PadronDokument54 SeitenArt14FrXXVII PadronRicardo TamayoNoch keine Bewertungen
- FresadoraDokument17 SeitenFresadoraCristhian MoralesNoch keine Bewertungen
- Guias de Laboratorio 1 de Manufactura FUNDICION en ARENADokument9 SeitenGuias de Laboratorio 1 de Manufactura FUNDICION en ARENAJonathan Luján LópezNoch keine Bewertungen
- Calimod - t030 - 71972516 - T Guzman Vara Katherine MercedesDokument193 SeitenCalimod - t030 - 71972516 - T Guzman Vara Katherine MercedesMICAEL OSWALDO SALAZAR LAZONoch keine Bewertungen
- Composicion AcerosDokument2 SeitenComposicion AcerosEdison Manuel Vera LopezNoch keine Bewertungen
- Tratamiento Termico de Metales No FerrososDokument16 SeitenTratamiento Termico de Metales No FerrososQiana MillsNoch keine Bewertungen
- Efectos de Las Juntas Frías en La Resistencia Del ConcretoDokument17 SeitenEfectos de Las Juntas Frías en La Resistencia Del ConcretoGabriela Ccompi CcompiNoch keine Bewertungen
- Ejercicio Ordenes ResueltoDokument13 SeitenEjercicio Ordenes ResueltoEnmanuel DavilaNoch keine Bewertungen
- One Piece FlowDokument49 SeitenOne Piece FlowFary Janeth Alanco GuzmànNoch keine Bewertungen
- Copia de Tabla - Rendimientos OPUSDokument556 SeitenCopia de Tabla - Rendimientos OPUSJazael González Meza0% (1)
- Cluster de Ocio, Cultura y Turismo País VascoDokument63 SeitenCluster de Ocio, Cultura y Turismo País VascoJairo GuevaraNoch keine Bewertungen
- Sistema Gestion de La CalidadDokument4 SeitenSistema Gestion de La CalidadClaudia Mariell Guerra SoraluzNoch keine Bewertungen
- Abundancia y Obtención Del HierroDokument2 SeitenAbundancia y Obtención Del HierroJose Aliaga100% (1)
- Becattini, Del Distrito Industrial Marshaliano A La Teoría Del DistritoDokument24 SeitenBecattini, Del Distrito Industrial Marshaliano A La Teoría Del Distritoneryeyeyhbs100% (1)
- Método de Precalentamiento BWRADokument6 SeitenMétodo de Precalentamiento BWRAGiovanni FloresNoch keine Bewertungen
- Servicios Turisticos Registrados Al 26 de Junio 2018 - TelefonosDokument264 SeitenServicios Turisticos Registrados Al 26 de Junio 2018 - TelefonosElias Campos LiraNoch keine Bewertungen
- Dosier - CRVDokument16 SeitenDosier - CRVedwardberrospiiiNoch keine Bewertungen
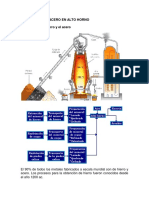
- Obtención Del Acero en Alto HornoDokument17 SeitenObtención Del Acero en Alto HornoDiana Carolina Zapata BerecheNoch keine Bewertungen