Das könnte Ihnen auch gefallen
- AbrogationofArticles37035AoftheIndianConstitutionImplicationforPeaceinSouthAsiaDokument13 SeitenAbrogationofArticles37035AoftheIndianConstitutionImplicationforPeaceinSouthAsiaManasNoch keine Bewertungen
- Introduction To The Actuarial ProfessionDokument19 SeitenIntroduction To The Actuarial ProfessionManasNoch keine Bewertungen
- 35408Dokument24 Seiten35408ManasNoch keine Bewertungen
- Prospectus Senior Citizen Mediclaim PolicyDokument24 SeitenProspectus Senior Citizen Mediclaim PolicyManasNoch keine Bewertungen
- Instruction To Examinees Nov 2013Dokument3 SeitenInstruction To Examinees Nov 2013ManasNoch keine Bewertungen
- Aspire 5740 5740d 5340Dokument166 SeitenAspire 5740 5740d 5340BDMasterNoch keine Bewertungen
- Demurrage Charges ClauseDokument1 SeiteDemurrage Charges ClauseManasNoch keine Bewertungen
- iiml_slp_brochure (1)Dokument21 Seiteniiml_slp_brochure (1)ManasNoch keine Bewertungen
- 1 Pmsby Rules - 1Dokument5 Seiten1 Pmsby Rules - 1Surender Kumar JakanalliNoch keine Bewertungen
- Acet - Syllabus 1 - FacDokument8 SeitenAcet - Syllabus 1 - FacYogesh AroraNoch keine Bewertungen
- Final Serene Lakeview Apartments BrochureDokument18 SeitenFinal Serene Lakeview Apartments BrochureManasNoch keine Bewertungen
- Alto 800 BrochureDokument4 SeitenAlto 800 BrochuremakpakNoch keine Bewertungen
- Policy For PH CandidatesDokument1 SeitePolicy For PH CandidatesManasNoch keine Bewertungen
- Announcement For Oerwctober 2014Dokument2 SeitenAnnouncement For Oerwctober 2014Kimberly MorganNoch keine Bewertungen
- A Day in Life of An ActuaryDokument6 SeitenA Day in Life of An ActuaryRAMESHBABUNoch keine Bewertungen
- ActEd Student Brochure 2014Dokument20 SeitenActEd Student Brochure 2014Jesus Kossonou0% (1)
- Sibdi NoteDokument24 SeitenSibdi NoteShah JahanNoch keine Bewertungen
- Advertisement 2010 Employment News (04!11!2010)Dokument6 SeitenAdvertisement 2010 Employment News (04!11!2010)sanketNoch keine Bewertungen
- Install Windows 7 From A USB Drive The Very Easy WayDokument5 SeitenInstall Windows 7 From A USB Drive The Very Easy WayManasNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
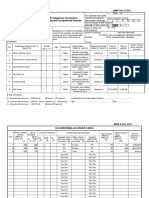
- Risk Assessment (HAZOP Study) Method For Decanting LPG From Dispatching Unit To Road TankerDokument4 SeitenRisk Assessment (HAZOP Study) Method For Decanting LPG From Dispatching Unit To Road TankerIJSTE100% (1)
- 2 DigestDokument6 Seiten2 DigestKvyn Honoridez100% (1)
- Abdominal Trauma Nursing CareDokument65 SeitenAbdominal Trauma Nursing Careselvie87Noch keine Bewertungen
- Safety Rules - ESR Refresher Course 5.1 PS Bias (2017)Dokument63 SeitenSafety Rules - ESR Refresher Course 5.1 PS Bias (2017)TariqMaqsood100% (2)
- Importance of Grid Maps for FirefightersDokument20 SeitenImportance of Grid Maps for FirefightersMd Arifur RahmanNoch keine Bewertungen
- Voyage Data Recorder: By: Group 3 N-J1A1Dokument27 SeitenVoyage Data Recorder: By: Group 3 N-J1A1sean leomo100% (1)
- Ford Pinto Case: Cost-Benefit Analysis of LifeDokument17 SeitenFord Pinto Case: Cost-Benefit Analysis of LifegiyagirlsNoch keine Bewertungen
- UNSW TORTS 2013: Duties after Casino losses and helicopter crashDokument3 SeitenUNSW TORTS 2013: Duties after Casino losses and helicopter crashBasim ZaidiNoch keine Bewertungen
- PlateSpin KubotaDokument61 SeitenPlateSpin KubotaPedro Nel Cifuentes RodriguezNoch keine Bewertungen
- 2007 Cambodia Road Traffic Accident and Victim Information System (RTAVIS)Dokument64 Seiten2007 Cambodia Road Traffic Accident and Victim Information System (RTAVIS)ChariyaNoch keine Bewertungen
- Procedure Sick Bay 2017Dokument6 SeitenProcedure Sick Bay 2017Syed FareedNoch keine Bewertungen
- LidoDokument5 SeitenLidoVedang AgrawalNoch keine Bewertungen
- EASA SIB in Flight Fuel ManagementDokument4 SeitenEASA SIB in Flight Fuel ManagementMartaNoch keine Bewertungen
- National Transportation Safety Board Aviation Accident Preliminary ReportDokument2 SeitenNational Transportation Safety Board Aviation Accident Preliminary ReportBrendan VrabelNoch keine Bewertungen
- Lifting and Hoisting Procedure Lift Planning ExecutionDokument36 SeitenLifting and Hoisting Procedure Lift Planning ExecutionMohamed Hadjkacem100% (1)
- Practical 5 JKKP Form JKKP 8Dokument5 SeitenPractical 5 JKKP Form JKKP 8Farah Izzati100% (1)
- FOT Gravity FeedingDokument2 SeitenFOT Gravity Feedingpedati0% (1)
- Chemical Process Hazards Analysis HandbookDokument91 SeitenChemical Process Hazards Analysis HandbookCüneyt Gökhan TosunNoch keine Bewertungen
- Home Office-Dealing With DisasterDokument104 SeitenHome Office-Dealing With DisastervilladoloresNoch keine Bewertungen
- Discover how astrological points like Aries Point degrees and Moon Wobbles can indicate significant eventsDokument3 SeitenDiscover how astrological points like Aries Point degrees and Moon Wobbles can indicate significant eventsValentin Badea100% (2)
- LANL HB of Radiation Monitoring 3rd Ed. LA-1835 11-1958Dokument186 SeitenLANL HB of Radiation Monitoring 3rd Ed. LA-1835 11-1958DJSeidelNoch keine Bewertungen
- Lateral Thinking Puzzles That Challenge Your PreconceptionsDokument6 SeitenLateral Thinking Puzzles That Challenge Your PreconceptionsAnonymous AnAEoNIeNoch keine Bewertungen
- TNTDokument4 SeitenTNTrahmatNoch keine Bewertungen
- Safety Plan - India - 2 PDFDokument36 SeitenSafety Plan - India - 2 PDFconfirm@Noch keine Bewertungen
- National Road Safety Policy OutlinedDokument3 SeitenNational Road Safety Policy OutlinedAnonymous eKt1FCDNoch keine Bewertungen
- Lesson 5.4 - Traffic Accident InvestigationDokument10 SeitenLesson 5.4 - Traffic Accident InvestigationJayson Isidro88% (16)
- KPIs Key Point Indicators For H&SDokument1 SeiteKPIs Key Point Indicators For H&SatifNoch keine Bewertungen
- Virtual Crash Simulation Software ManualDokument57 SeitenVirtual Crash Simulation Software Manualjruiz2Noch keine Bewertungen
- Select Your Seat and Web Checkin Online - IndiGo PDFDokument2 SeitenSelect Your Seat and Web Checkin Online - IndiGo PDFRajeshYadavNoch keine Bewertungen