Das könnte Ihnen auch gefallen
- Coastal Ocean Observing SystemsVon EverandCoastal Ocean Observing SystemsYonggang LiuNoch keine Bewertungen
- Organic Rankine CycleDokument8 SeitenOrganic Rankine CycleAytaç ŞanlısoyNoch keine Bewertungen
- Presentasi Design WPS - 1 Dec 10 BWDokument43 SeitenPresentasi Design WPS - 1 Dec 10 BWWahyu PurbaNoch keine Bewertungen
- SACS Marine Data SheetDokument2 SeitenSACS Marine Data Sheet郑裕 鸿Noch keine Bewertungen
- FenderDokument52 SeitenFenderJayapaul ViyagulamNoch keine Bewertungen
- National EPC Companies in Geothermal Industries For Indonesia Development SupportDokument8 SeitenNational EPC Companies in Geothermal Industries For Indonesia Development SupportKing MasterNoch keine Bewertungen
- Floating Storage Offloading GasDokument29 SeitenFloating Storage Offloading GasArif RachmanNoch keine Bewertungen
- Load Chart-Wire RopeDokument2 SeitenLoad Chart-Wire RopeRajmohan Babu100% (1)
- Hummer Dynamo Co - LTD Anhui China Hummer Wind TurbineDokument6 SeitenHummer Dynamo Co - LTD Anhui China Hummer Wind TurbinefazarNoch keine Bewertungen
- Gas Carrier & FLNG - A Great Leap For The Future (Hanjin Heavy Industries)Dokument10 SeitenGas Carrier & FLNG - A Great Leap For The Future (Hanjin Heavy Industries)LelosPinelos123Noch keine Bewertungen
- STF HRSGDokument20 SeitenSTF HRSGDaniellzhangNoch keine Bewertungen
- Airfoil GeometryDokument5 SeitenAirfoil GeometryRoyston ShiehNoch keine Bewertungen
- Pig AlertDokument2 SeitenPig AlertHieu NguyenNoch keine Bewertungen
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsVon EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNoch keine Bewertungen
- 1 5kW Raum Energy System Specs 2009Dokument2 Seiten1 5kW Raum Energy System Specs 2009LucasZheNoch keine Bewertungen
- Ageing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityVon EverandAgeing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityNoch keine Bewertungen
- Lillgrund Offshore Wind Farm OptimizationDokument11 SeitenLillgrund Offshore Wind Farm OptimizationyousreoNoch keine Bewertungen
- WindDokument3 SeitenWindhuma tehreemNoch keine Bewertungen
- Jet Properties and Outfall DesignDokument18 SeitenJet Properties and Outfall DesignNicolás Solano CondeNoch keine Bewertungen
- Riello RG5D Burner ManualDokument11 SeitenRiello RG5D Burner ManualjadetorresNoch keine Bewertungen
- Steam Tables 1993Dokument23 SeitenSteam Tables 1993Yahya HammoudehNoch keine Bewertungen
- TESUP Atlas2 Wind Turbine Datasheet-MarkedDokument2 SeitenTESUP Atlas2 Wind Turbine Datasheet-Markedjorge HoltzNoch keine Bewertungen
- Studi Numerik Variasi Volume Pasir Terhadap Efisiensi Boiler Circulation Fluidized Bed CombustionDokument12 SeitenStudi Numerik Variasi Volume Pasir Terhadap Efisiensi Boiler Circulation Fluidized Bed CombustionBrianNoch keine Bewertungen
- Tank Roof Lifting TechniqueDokument19 SeitenTank Roof Lifting TechniquesadiqalikmNoch keine Bewertungen
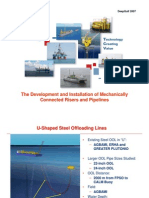
- The Development and Installation of Mechanically Connected Risers and PipelinesDokument20 SeitenThe Development and Installation of Mechanically Connected Risers and PipelinesalbertofgvNoch keine Bewertungen
- QMS System References PDFDokument2 SeitenQMS System References PDFAbdhel X-Meta100% (1)
- On The Performance Analysis of Savonius Rotor With Twisted BladesDokument13 SeitenOn The Performance Analysis of Savonius Rotor With Twisted BladesSatya PrakashNoch keine Bewertungen
- Banki Blade Turbine Calculations 19153Dokument23 SeitenBanki Blade Turbine Calculations 19153Juan FernándezNoch keine Bewertungen
- Dynamic Shape Optimization of A Vertical-Axis Wind Turbine Via Blade Morphing Technique PDFDokument35 SeitenDynamic Shape Optimization of A Vertical-Axis Wind Turbine Via Blade Morphing Technique PDFJorge Arturo Pulido PerezNoch keine Bewertungen
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDokument7 SeitenHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNoch keine Bewertungen
- QBladeAE ThesisDokument112 SeitenQBladeAE ThesisairosunNoch keine Bewertungen
- GUS Vertical Axis Micro Wind TurbinesDokument1 SeiteGUS Vertical Axis Micro Wind TurbinesBlogKingNoch keine Bewertungen
- (Vol VIII), 2006 Rules For Classification and Construction of WIG CRAFT, 2006Dokument179 Seiten(Vol VIII), 2006 Rules For Classification and Construction of WIG CRAFT, 2006Anonymous ma0HXq2iXNoch keine Bewertungen
- Engine Heat Rejection CalcsDokument2 SeitenEngine Heat Rejection CalcsSumanth ReddyNoch keine Bewertungen
- Types of Wind TurbinesDokument5 SeitenTypes of Wind Turbinesvvps777Noch keine Bewertungen
- Perhitungan RudderDokument12 SeitenPerhitungan Ruddernasa d fariz pradani100% (1)
- IMIA WGP 09115 CCPP Combined Cycle Power PlantsFinal 1 PDFDokument44 SeitenIMIA WGP 09115 CCPP Combined Cycle Power PlantsFinal 1 PDFBikash Kr. Agarwal100% (1)
- 15-Hydraulic Turbines-New031211 (Compatibility Mode) PDFDokument86 Seiten15-Hydraulic Turbines-New031211 (Compatibility Mode) PDFMuhammad Noman50% (2)
- CFB Thermal HeatDokument9 SeitenCFB Thermal HeatbamzNoch keine Bewertungen
- Supercritical Technology in BoilersDokument17 SeitenSupercritical Technology in Boilersamit joshi100% (4)
- Gujarat Transformers PVT - Ltd. E-Mail Copy: As Per IS 1180 - Level-2Dokument5 SeitenGujarat Transformers PVT - Ltd. E-Mail Copy: As Per IS 1180 - Level-2THANGAVEL PNoch keine Bewertungen
- Catalog of Seamless Steel Line Pipe of NSSMCDokument8 SeitenCatalog of Seamless Steel Line Pipe of NSSMCRoshan ShanmughanNoch keine Bewertungen
- Wind Turbine Design ProjectDokument3 SeitenWind Turbine Design ProjectamohanoxNoch keine Bewertungen
- Boiler Part - Pin TubeDokument7 SeitenBoiler Part - Pin TubeoktemNoch keine Bewertungen
- Barge Barlian 231 230Ft Super Jumbo (5000Dwt)Dokument3 SeitenBarge Barlian 231 230Ft Super Jumbo (5000Dwt)Miranda JonesNoch keine Bewertungen
- Wind and Solar Hybrid Street Lights Rev-01-Feb-11Dokument28 SeitenWind and Solar Hybrid Street Lights Rev-01-Feb-11TERASAT SANoch keine Bewertungen
- Wind TurbineDokument21 SeitenWind TurbineroshanNoch keine Bewertungen
- Sintiya 2017Dokument2 SeitenSintiya 2017Taufik ArrahmanNoch keine Bewertungen
- Webforge Access 2020 Web 3 PDFDokument32 SeitenWebforge Access 2020 Web 3 PDFFaris MahmoodNoch keine Bewertungen
- Belanak FPSODokument6 SeitenBelanak FPSOabet133Noch keine Bewertungen
- Design of Spar-Type Floating Substructures For A 2.5MW-Class Wind Turbine Using Fluid-Structure Coupled AnalysisDokument13 SeitenDesign of Spar-Type Floating Substructures For A 2.5MW-Class Wind Turbine Using Fluid-Structure Coupled AnalysisBehairy AhmedNoch keine Bewertungen
- A Textbook of Machine Design: CV AV DV BVDokument3 SeitenA Textbook of Machine Design: CV AV DV BVWilly ChandraNoch keine Bewertungen
- OMAE2012 84121 PresentationDokument16 SeitenOMAE2012 84121 PresentationsojanvasudevanNoch keine Bewertungen
- Characteristics Curves of Francis TurbineDokument2 SeitenCharacteristics Curves of Francis Turbinebhucools0% (1)
- Nureg 0800Dokument18 SeitenNureg 0800LoffeguttNoch keine Bewertungen
- FPS Wind Turbine Rotor Balance Article PublishCDokument12 SeitenFPS Wind Turbine Rotor Balance Article PublishCmlenzNoch keine Bewertungen
- Offshore Wind Turbine DesignDokument47 SeitenOffshore Wind Turbine DesignJeEJyZa100% (1)
- Power Plant and Calculations - Steam TurbineDokument16 SeitenPower Plant and Calculations - Steam TurbineSIPL CPPNoch keine Bewertungen
- Speakers ProfileDokument12 SeitenSpeakers ProfileErwin BondanNoch keine Bewertungen
- How To Make ?: An Archery Practice RangeDokument20 SeitenHow To Make ?: An Archery Practice RangeErwin BondanNoch keine Bewertungen
- Technical Handbook BINUS Indoor National Archery Championship 2017Dokument11 SeitenTechnical Handbook BINUS Indoor National Archery Championship 2017Erwin BondanNoch keine Bewertungen
- Ref 30Dokument11 SeitenRef 30Erwin BondanNoch keine Bewertungen
- Info Iec62257-6 (Ed1.0) enDokument6 SeitenInfo Iec62257-6 (Ed1.0) enErwin BondanNoch keine Bewertungen
- Penggunaan FunctionDokument7 SeitenPenggunaan FunctionErwin BondanNoch keine Bewertungen
- Bad Memories Walkthrough 0.52Dokument10 SeitenBad Memories Walkthrough 0.52Micael AkumaNoch keine Bewertungen
- BARUDokument53 SeitenBARUhueuaNoch keine Bewertungen
- 5 Minute Pediatric ConsultDokument5 Seiten5 Minute Pediatric Consultajescool0% (4)
- DMIT - Midbrain - DMIT SoftwareDokument16 SeitenDMIT - Midbrain - DMIT SoftwarevinNoch keine Bewertungen
- CS-6777 Liu AbsDokument103 SeitenCS-6777 Liu AbsILLA PAVAN KUMAR (PA2013003013042)Noch keine Bewertungen
- BJAS - Volume 5 - Issue Issue 1 Part (2) - Pages 275-281Dokument7 SeitenBJAS - Volume 5 - Issue Issue 1 Part (2) - Pages 275-281Vengky UtamiNoch keine Bewertungen
- Semi Detailed Lesson PlanDokument2 SeitenSemi Detailed Lesson PlanJean-jean Dela Cruz CamatNoch keine Bewertungen
- Hand Out Fire SurpressDokument69 SeitenHand Out Fire SurpressSeptiawanWandaNoch keine Bewertungen
- DFo 2 1Dokument15 SeitenDFo 2 1Donna HernandezNoch keine Bewertungen
- PE MELCs Grade 3Dokument4 SeitenPE MELCs Grade 3MARISSA BERNALDONoch keine Bewertungen
- Decision Trees For Management of An Avulsed Permanent ToothDokument2 SeitenDecision Trees For Management of An Avulsed Permanent ToothAbhi ThakkarNoch keine Bewertungen
- Project Management TY BSC ITDokument57 SeitenProject Management TY BSC ITdarshan130275% (12)
- Gracie Warhurst WarhurstDokument1 SeiteGracie Warhurst Warhurstapi-439916871Noch keine Bewertungen
- Standard Test Methods For Rheological Properties of Non-Newtonian Materials by Rotational (Brookfield Type) ViscometerDokument8 SeitenStandard Test Methods For Rheological Properties of Non-Newtonian Materials by Rotational (Brookfield Type) ViscometerRodrigo LopezNoch keine Bewertungen
- Pulmonary EmbolismDokument48 SeitenPulmonary Embolismganga2424100% (3)
- Artificial Intelligence Techniques For Encrypt Images Based On The Chaotic System Implemented On Field-Programmable Gate ArrayDokument10 SeitenArtificial Intelligence Techniques For Encrypt Images Based On The Chaotic System Implemented On Field-Programmable Gate ArrayIAES IJAINoch keine Bewertungen
- ALE Manual For LaserScope Arc Lamp Power SupplyDokument34 SeitenALE Manual For LaserScope Arc Lamp Power SupplyKen DizzeruNoch keine Bewertungen
- Chapter 1Dokument6 SeitenChapter 1Grandmaster MeowNoch keine Bewertungen
- List of Some Common Surgical TermsDokument5 SeitenList of Some Common Surgical TermsShakil MahmodNoch keine Bewertungen
- Marketing Channels: A Strategic Tool of Growing Importance For The Next MillenniumDokument59 SeitenMarketing Channels: A Strategic Tool of Growing Importance For The Next MillenniumAnonymous ibmeej9Noch keine Bewertungen
- List of Iconic CPG Projects in SingaporeDokument2 SeitenList of Iconic CPG Projects in SingaporeKS LeeNoch keine Bewertungen
- Contoh Discussion Text Tentang HomeworkDokument8 SeitenContoh Discussion Text Tentang Homeworkg3p35rs6100% (1)
- Satish Gujral - FinalDokument23 SeitenSatish Gujral - Finalsatya madhuNoch keine Bewertungen
- When A Snobbish Gangster Meets A Pervert CassanovaDokument62 SeitenWhen A Snobbish Gangster Meets A Pervert CassanovaMaria Shiela Mae Baratas100% (1)
- Faa Data On B 777 PDFDokument104 SeitenFaa Data On B 777 PDFGurudutt PaiNoch keine Bewertungen
- JFC 180BBDokument2 SeitenJFC 180BBnazmulNoch keine Bewertungen
- To Study Customer Relationship Management in Big BazaarDokument45 SeitenTo Study Customer Relationship Management in Big BazaarAbhi KengaleNoch keine Bewertungen
- Knee JointDokument28 SeitenKnee JointRaj Shekhar Singh100% (1)
- Student Management SystemDokument232 SeitenStudent Management Systemslu_mangal73% (37)
- 1.SDH Basics PDFDokument37 Seiten1.SDH Basics PDFsafder wahabNoch keine Bewertungen