Das könnte Ihnen auch gefallen
- BS en 636Dokument15 SeitenBS en 636Prabhu Rajalingam0% (1)
- BS EN 635 Part 1Dokument8 SeitenBS EN 635 Part 1Prabhu RajalingamNoch keine Bewertungen
- Standard Support DrawingsDokument76 SeitenStandard Support DrawingsPrabhu RajalingamNoch keine Bewertungen
- BS EN 324 Part 1Dokument10 SeitenBS EN 324 Part 1Prabhu RajalingamNoch keine Bewertungen
- BS EN 314 Part 2Dokument8 SeitenBS EN 314 Part 2Prabhu RajalingamNoch keine Bewertungen
- Bs en 288 6 PDFDokument10 SeitenBs en 288 6 PDFdzat_sudrazatNoch keine Bewertungen
- BS en 288-2-92Dokument12 SeitenBS en 288-2-92vuthuy94Noch keine Bewertungen
- Api570 1109 PDFDokument18 SeitenApi570 1109 PDFsumanNoch keine Bewertungen
- Astm e 155Dokument4 SeitenAstm e 155Prabhu RajalingamNoch keine Bewertungen
- TFA Course For Foremen & QC TechnDokument39 SeitenTFA Course For Foremen & QC TechnPrabhu RajalingamNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
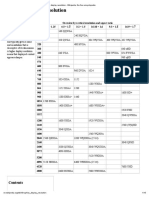
- Graphics Display Resolution - Wikipedia, The Free EncyclopediaDokument15 SeitenGraphics Display Resolution - Wikipedia, The Free EncyclopediaKarun KumarNoch keine Bewertungen
- Sixthsense: - Sanjana Sukumar 3Rd YearDokument2 SeitenSixthsense: - Sanjana Sukumar 3Rd YearSanjana SukumarNoch keine Bewertungen
- Namibian Diplomatic Missions Abroad 2011Dokument6 SeitenNamibian Diplomatic Missions Abroad 2011Milton LouwNoch keine Bewertungen
- Alimentacion Baterias TiposDokument11 SeitenAlimentacion Baterias TiposjulioclavijoNoch keine Bewertungen
- 中国铁路客运枢纽发展回顾与展望 王昊Dokument9 Seiten中国铁路客运枢纽发展回顾与展望 王昊qiqiaorongNoch keine Bewertungen
- The Impact of Internet Use For StudentsDokument8 SeitenThe Impact of Internet Use For StudentsCharlesNoch keine Bewertungen
- 220 Cipher TechniqueDokument10 Seiten220 Cipher Techniquecagedraptor100% (1)
- CM29, 03-16-17Dokument3 SeitenCM29, 03-16-17Louie PascuaNoch keine Bewertungen
- Database Upgrade 10g To 11gDokument28 SeitenDatabase Upgrade 10g To 11gSubhasis1928Noch keine Bewertungen
- Hard Disk Formatting and CapacityDokument3 SeitenHard Disk Formatting and CapacityVinayak Odanavar0% (1)
- 20 Advanced Processor DesignsDokument28 Seiten20 Advanced Processor DesignsHaileab YohannesNoch keine Bewertungen
- VbeltDokument7 SeitenVbeltMinaBasconNoch keine Bewertungen
- DataDokument4 SeitenDataQuế SươngNoch keine Bewertungen
- SAP Fiori Deployment OptionsDokument16 SeitenSAP Fiori Deployment OptionsVinaykumar PJNoch keine Bewertungen
- Getting Started With ATV310: DangerDokument4 SeitenGetting Started With ATV310: DangerAdnan Naeem MalikNoch keine Bewertungen
- Durability of Culvert PipeDokument21 SeitenDurability of Culvert PipeIftiNoch keine Bewertungen
- White BoxDokument9 SeitenWhite BoxAmitsonu222Noch keine Bewertungen
- A330-200 CommunicationsDokument42 SeitenA330-200 CommunicationsTarik BenzinebNoch keine Bewertungen
- 00 EET3196 Lecture - Tutorial Ouline Plan1Dokument6 Seiten00 EET3196 Lecture - Tutorial Ouline Plan1mikeNoch keine Bewertungen
- Training BookletDokument20 SeitenTraining BookletMohamedAliJlidiNoch keine Bewertungen
- Diamond 53 BrochureDokument3 SeitenDiamond 53 Brochuregipanaul100% (1)
- Oracle Secure BackupDokument294 SeitenOracle Secure BackupCarlos ValderramaNoch keine Bewertungen
- BB TariffDokument21 SeitenBB TariffKarthikeyanNoch keine Bewertungen
- Return Material Authorization: 1/2 RMA Number Customer No. Purchase Order No. Sales Order DateDokument2 SeitenReturn Material Authorization: 1/2 RMA Number Customer No. Purchase Order No. Sales Order DateMichelle PadillaNoch keine Bewertungen
- NHD Works Cited 2015Dokument9 SeitenNHD Works Cited 2015miakellerNoch keine Bewertungen
- Acoples Hidraulicos Serie 60 ParkerDokument2 SeitenAcoples Hidraulicos Serie 60 ParkerAntonio MoralesNoch keine Bewertungen
- Gudenaaparken (Randers) - All You Need To Know BEFORE You GoDokument8 SeitenGudenaaparken (Randers) - All You Need To Know BEFORE You GoElaine Zarb GiorgioNoch keine Bewertungen
- Nuclear Battery (NAG)Dokument30 SeitenNuclear Battery (NAG)Ambady BalakrishnanNoch keine Bewertungen
- Pre - FabricationDokument23 SeitenPre - FabricationMahaveer Singh100% (1)
- Curriculum Vitae: Rajeev RanjanDokument3 SeitenCurriculum Vitae: Rajeev RanjanPratik AnandNoch keine Bewertungen