Das könnte Ihnen auch gefallen
- Matter Is Not Matter PDFDokument10 SeitenMatter Is Not Matter PDFrajishrrr100% (6)
- Stern Tubes PDFDokument8 SeitenStern Tubes PDFrajishrrr100% (1)
- RUDDER AND RUDDER STOCK INSPECTION GUIDEDokument12 SeitenRUDDER AND RUDDER STOCK INSPECTION GUIDEJORGENoch keine Bewertungen
- Flyer TL-FADokument20 SeitenFlyer TL-FAmingo622Noch keine Bewertungen
- Repair Procedures: Connection Field Repair (Refacing)Dokument5 SeitenRepair Procedures: Connection Field Repair (Refacing)islam atif100% (1)
- Recommended Practice For Prevention, Detection and Correction of Deaerator CrackingDokument2 SeitenRecommended Practice For Prevention, Detection and Correction of Deaerator CrackingAnonymous gr5Pr9AV0% (1)
- Surveyor Guide Notes On Tail Shaft Survey: 1. Propeller Shafts 1.1 Propeller Shaft Clearances - MeasurementDokument9 SeitenSurveyor Guide Notes On Tail Shaft Survey: 1. Propeller Shafts 1.1 Propeller Shaft Clearances - MeasurementHim SatiNoch keine Bewertungen
- Propellers and Shafting: G RedpathDokument26 SeitenPropellers and Shafting: G RedpathIsrael Romani CaceresNoch keine Bewertungen
- 07 - Stern Tube SealingDokument2 Seiten07 - Stern Tube SealingAisha Zaheer100% (2)
- Jacking Bolts WhyDokument2 SeitenJacking Bolts WhyHarmanjeet Singh100% (1)
- Investigation into structural failure of cargo crane on Lodz 2Dokument27 SeitenInvestigation into structural failure of cargo crane on Lodz 2TimmyJuri100% (1)
- Oros Piston PDFDokument14 SeitenOros Piston PDFSUNILNoch keine Bewertungen
- H2 Folding Hatch Covers - Original - 30544 PDFDokument8 SeitenH2 Folding Hatch Covers - Original - 30544 PDFGILL2013Noch keine Bewertungen
- Accommodation Ladder NewDokument9 SeitenAccommodation Ladder NewBrian Voyd RebitoNoch keine Bewertungen
- Measuring Propeller Drop With The Help of Poker GaugeDokument2 SeitenMeasuring Propeller Drop With The Help of Poker Gaugeas100% (1)
- Stern TubeDokument24 SeitenStern Tubevigambetkar100% (3)
- Shaft-line Engine alignmentDokument24 SeitenShaft-line Engine alignmentarunNoch keine Bewertungen
- Mariners Repository - Propeller Inspection, Defects and RepairsDokument13 SeitenMariners Repository - Propeller Inspection, Defects and RepairsATT2016Noch keine Bewertungen
- M-38 Stern Tube SealsDokument246 SeitenM-38 Stern Tube SealsMehmet AGAGÜNDÜZNoch keine Bewertungen
- Pa ManuelDokument82 SeitenPa ManuelThanh Nghị BùiNoch keine Bewertungen
- Damage To Stern Tube Bearing and SealsDokument4 SeitenDamage To Stern Tube Bearing and SealsJoão Henrique Volpini MattosNoch keine Bewertungen
- Optical sighting method for aligning ship propulsion shaftsDokument2 SeitenOptical sighting method for aligning ship propulsion shaftsAlfredo Ortiz BocanegraNoch keine Bewertungen
- Welding Handbook Maritime UnitorDokument552 SeitenWelding Handbook Maritime UnitorPeter BournelisNoch keine Bewertungen
- Hull inspection techniquesDokument7 SeitenHull inspection techniquespescarraNoch keine Bewertungen
- Shaft Alignment Guide - E-Jan05Dokument21 SeitenShaft Alignment Guide - E-Jan05Brian FreemanNoch keine Bewertungen
- Important Points While Carrying Out Power Balancing of Marine EnginesDokument5 SeitenImportant Points While Carrying Out Power Balancing of Marine EnginesprabhudiwaNoch keine Bewertungen
- Neddeck Marine Oand MDavit SCHDokument54 SeitenNeddeck Marine Oand MDavit SCHGabriel Nogueira67% (3)
- MT Mosunmola Stern Tube Seal Service Report FinalDokument10 SeitenMT Mosunmola Stern Tube Seal Service Report FinalNevzat AlkoçNoch keine Bewertungen
- Common Damages On TailshaftDokument6 SeitenCommon Damages On TailshaftStathis MoumousisNoch keine Bewertungen
- Refit Requirement - Fares1Dokument35 SeitenRefit Requirement - Fares1boen jaymeNoch keine Bewertungen
- NATIONAL IRANIAN TANKER BRAKE RENDERING TEST RECORDDokument2 SeitenNATIONAL IRANIAN TANKER BRAKE RENDERING TEST RECORDbehzad parsi100% (2)
- MN059 MARPOL Annex IV Sewage Pollution Prevention v1.1Dokument11 SeitenMN059 MARPOL Annex IV Sewage Pollution Prevention v1.1B00GeY man100% (1)
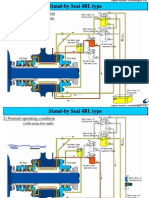
- Japan Marine Technologies Ltd Stand-by Seal 4BL Operating ConditionsDokument5 SeitenJapan Marine Technologies Ltd Stand-by Seal 4BL Operating ConditionsAnonymous 4ylE57C6100% (3)
- Drydocking SpecificationsDokument53 SeitenDrydocking SpecificationsAung Paing OoNoch keine Bewertungen
- Design, Machining and Installation Manual for FEROFORM Marine BearingsDokument49 SeitenDesign, Machining and Installation Manual for FEROFORM Marine BearingsWalter JosephNoch keine Bewertungen
- Propeller ElectricityDokument23 SeitenPropeller ElectricitysoneraktasNoch keine Bewertungen
- Tt2000cp DPN ST Vers ADokument11 SeitenTt2000cp DPN ST Vers Atm5u2rNoch keine Bewertungen
- Pull and Push Up of PropDokument11 SeitenPull and Push Up of Propsandeep_yadav_530% (1)
- FRAMO - Oil Analysis LimitsDokument8 SeitenFRAMO - Oil Analysis LimitsFelipeNoch keine Bewertungen
- Stern TubeDokument3 SeitenStern TubeJohn Rey TumalaNoch keine Bewertungen
- H2 RudderDokument19 SeitenH2 RudderVinay Kumar Neelam100% (1)
- What Are Ship Bottom Plugs or Dock PlugsDokument11 SeitenWhat Are Ship Bottom Plugs or Dock PlugsstamatisNoch keine Bewertungen
- Protecciones EmdDokument8 SeitenProtecciones EmdHANSELL MIRANDA ALVANoch keine Bewertungen
- DNV Part 7 CH 2 - Periodical SurveyDokument62 SeitenDNV Part 7 CH 2 - Periodical SurveyMax BeeksNoch keine Bewertungen
- Fi Chier 0005Dokument7 SeitenFi Chier 0005Anthony MayNoch keine Bewertungen
- Steering Rudders CruiseDokument8 SeitenSteering Rudders CruiseSRAR100% (1)
- Rishi Immanuel Arief Piravin Anmol AgilanDokument37 SeitenRishi Immanuel Arief Piravin Anmol AgilanRAMSINGH CHAUHANNoch keine Bewertungen
- Southern Marine Engineering Desk Reference: Second Edition Volume IiVon EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiNoch keine Bewertungen
- Propeller CrackDokument22 SeitenPropeller CrackArdhika Hermigo100% (1)
- Marine Info 58: Propeller &shaft SurveyDokument17 SeitenMarine Info 58: Propeller &shaft SurveyGerardo RojasNoch keine Bewertungen
- Hatch Cover: Maintenance and TestingDokument13 SeitenHatch Cover: Maintenance and TestinggustavoseseNoch keine Bewertungen
- Internal & External Inspection GuidelinesDokument5 SeitenInternal & External Inspection Guidelinesgeverett2765Noch keine Bewertungen
- Drydocking InspectionDokument26 SeitenDrydocking Inspectiondan_artimofNoch keine Bewertungen
- Almacenamiento de TuberiaDokument4 SeitenAlmacenamiento de TuberiaYesid Cruz Yesid CruzNoch keine Bewertungen
- Process Piping Systems: Scrubber Design and Installation RequirementsDokument6 SeitenProcess Piping Systems: Scrubber Design and Installation RequirementsCamilo Andres Cardozo FajardoNoch keine Bewertungen
- Above Ground Storage Tank Inspection GuidelinesDokument7 SeitenAbove Ground Storage Tank Inspection GuidelinesTina Miller100% (1)
- Wire Rope CriteriaDokument7 SeitenWire Rope CriteriaAnkit VyasNoch keine Bewertungen
- Exam July 2021Dokument16 SeitenExam July 202101280724321 Helmy100% (1)
- Rebuilding Vessels Less Than 90 MetersDokument7 SeitenRebuilding Vessels Less Than 90 MetersAxel Ivan MontaniaNoch keine Bewertungen
- Inspection and Maintenance of Steel Girders-12Dokument10 SeitenInspection and Maintenance of Steel Girders-12vpmohammedNoch keine Bewertungen
- Bottom Survey Saat DookingDokument2 SeitenBottom Survey Saat DookingDarman PutraNoch keine Bewertungen
- 5.5 - TU - Protection Against Noise On Board Ships - SHURIDokument17 Seiten5.5 - TU - Protection Against Noise On Board Ships - SHURIrajishrrrNoch keine Bewertungen
- Refrigeration: Learning Objective: Describe The Stages of Heat Theory and The Principles InvolvedDokument98 SeitenRefrigeration: Learning Objective: Describe The Stages of Heat Theory and The Principles Involvedgopinathan_karuthedaNoch keine Bewertungen
- Hindu Philosophy Life After DeathDokument144 SeitenHindu Philosophy Life After Death4titude100% (1)
- Shiva Ultimate OutlawDokument55 SeitenShiva Ultimate Outlawరహ్మానుద్దీన్ షేక్100% (5)
- 04 Tie Rods or Tie BoltsDokument12 Seiten04 Tie Rods or Tie BoltsrajishrrrNoch keine Bewertungen
- ABB Turbocharging - Operating Turbochargers PDFDokument35 SeitenABB Turbocharging - Operating Turbochargers PDFrajishrrrNoch keine Bewertungen
- Propeller Power CurveDokument13 SeitenPropeller Power Curverajishrrr100% (1)
- 4.2.1 FeyerabendDokument18 Seiten4.2.1 FeyerabendCosmin KoszorNoch keine Bewertungen
- Turbochargers 120720041601 Phpapp01Dokument52 SeitenTurbochargers 120720041601 Phpapp01rajishrrrNoch keine Bewertungen
- Measure To Be Taken: Scavenge FireDokument2 SeitenMeasure To Be Taken: Scavenge FirerajishrrrNoch keine Bewertungen
- Ybi1.co M: Notes On Reading SOLASDokument14 SeitenYbi1.co M: Notes On Reading SOLASrajishrrrNoch keine Bewertungen
- 02 BPCrankshaftDokument129 Seiten02 BPCrankshaftrajishrrrNoch keine Bewertungen
- Intertanko SeminarDokument59 SeitenIntertanko Seminar18847Noch keine Bewertungen
- PD Vs Cetrifugal Pump PDFDokument3 SeitenPD Vs Cetrifugal Pump PDFneharoybhushanNoch keine Bewertungen
- 06 LubricationDokument22 Seiten06 LubricationrajishrrrNoch keine Bewertungen
- Boiler SurveyDokument7 SeitenBoiler SurveyrajishrrrNoch keine Bewertungen
- 04 Tie Rods or Tie BoltsDokument12 Seiten04 Tie Rods or Tie BoltsrajishrrrNoch keine Bewertungen
- 15A TurbochargerDokument38 Seiten15A TurbochargerVinay Kumar NeelamNoch keine Bewertungen
- Anchor Cable PDFDokument21 SeitenAnchor Cable PDFrajishrrrNoch keine Bewertungen
- Shaft Align 1Dokument5 SeitenShaft Align 1rajishrrrNoch keine Bewertungen
- Governor BasicsDokument14 SeitenGovernor BasicsrajishrrrNoch keine Bewertungen
- Recent Development in MarineDokument44 SeitenRecent Development in MarinerajishrrrNoch keine Bewertungen
- Over SpeedingDokument7 SeitenOver SpeedingrajishrrrNoch keine Bewertungen
- Preparation For Dry DockingDokument4 SeitenPreparation For Dry Dockingrajishrrr0% (1)
- Ism and NewDokument20 SeitenIsm and NewrajishrrrNoch keine Bewertungen
- OdmeDokument18 SeitenOdmerajishrrr100% (1)
- Scotch BoilerDokument52 SeitenScotch Boilerrajishrrr100% (1)
- Marine EngineDokument159 SeitenMarine EnginerajishrrrNoch keine Bewertungen
- Auxiliary Machine Systems 5000Dokument41 SeitenAuxiliary Machine Systems 5000ndlongndNoch keine Bewertungen
- ZF Katalog Swing Gearboxes GFBDokument12 SeitenZF Katalog Swing Gearboxes GFBIsac Medeiros de AraújoNoch keine Bewertungen
- SPC-0804.02-20.22 Rev D2 General Requirements For Air Cooled Heat Ex ChangersDokument20 SeitenSPC-0804.02-20.22 Rev D2 General Requirements For Air Cooled Heat Ex ChangersBernardo Ortiz100% (1)
- AA SPEC 254001 Stacker Reclaimer Spec PDFDokument28 SeitenAA SPEC 254001 Stacker Reclaimer Spec PDFYin ThoNoch keine Bewertungen
- Selection of Wheels in Robotics PDFDokument5 SeitenSelection of Wheels in Robotics PDFSyed Asrar asrarNoch keine Bewertungen
- Hubs and Spindles Hubs and SpindlesDokument24 SeitenHubs and Spindles Hubs and SpindlesRoberto Omar Morante VillarrealNoch keine Bewertungen
- Extend The Life of Your Apron Feeder InstallationDokument3 SeitenExtend The Life of Your Apron Feeder InstallationMilan SjausNoch keine Bewertungen
- 31 Samss 004 PDFDokument32 Seiten31 Samss 004 PDFFlorin Daniel AnghelNoch keine Bewertungen
- LubricationDokument21 SeitenLubricationmojiryhamid100% (1)
- ZOLLERN-Broschuere ZF 06.04.18Dokument16 SeitenZOLLERN-Broschuere ZF 06.04.18Alex SeguidaNoch keine Bewertungen
- Torqshift 6/6R140: Technical Bulletin #1601Dokument29 SeitenTorqshift 6/6R140: Technical Bulletin #1601Alex Maceira GraterolNoch keine Bewertungen
- Manual BrochesDokument52 SeitenManual BrochesEnrique PerezNoch keine Bewertungen
- 1966 Comet Falcon Fairlane Mustang Manual-751-775Dokument25 Seiten1966 Comet Falcon Fairlane Mustang Manual-751-775shitNoch keine Bewertungen
- FT8 Technical - SpecsDokument36 SeitenFT8 Technical - Specsimant197812gmail.comNoch keine Bewertungen
- Manual Transmission/Transaxle: Service and Repair 1. Transmission DisassembleDokument72 SeitenManual Transmission/Transaxle: Service and Repair 1. Transmission DisassembleRodriitec Y sus Rodrigos100% (1)
- Autoexpo 2012 Exhibitors ListDokument53 SeitenAutoexpo 2012 Exhibitors ListNagender100% (1)
- Orkot Marine Bearings Manual enDokument40 SeitenOrkot Marine Bearings Manual enVadim BlyatNoch keine Bewertungen
- TSB Rothemuhle Air Heater Bearing Inspection August 2021Dokument2 SeitenTSB Rothemuhle Air Heater Bearing Inspection August 2021s kNoch keine Bewertungen
- PCB Drilling Machine PDFDokument32 SeitenPCB Drilling Machine PDFJorge EstradaNoch keine Bewertungen
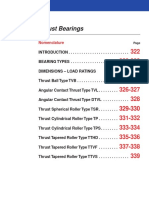
- FAFNIR04 Ball Thrust Bearings PDFDokument20 SeitenFAFNIR04 Ball Thrust Bearings PDFman666onNoch keine Bewertungen
- Grundfos PumpDokument2 SeitenGrundfos PumpShunmukhavel SreenivasanNoch keine Bewertungen
- Getting The Oil To The Shore: High-Pressure Pumps For High-Viscosity FluidsDokument4 SeitenGetting The Oil To The Shore: High-Pressure Pumps For High-Viscosity FluidsfabrcadNoch keine Bewertungen
- Internal Oil - Gas SeparationDokument36 SeitenInternal Oil - Gas SeparationAntonio EstevezNoch keine Bewertungen
- Laminar Seal Rings CC2015 RevDokument7 SeitenLaminar Seal Rings CC2015 RevImran KhanNoch keine Bewertungen
- PHD Plastic Packaging SolutionsDokument8 SeitenPHD Plastic Packaging Solutionsrocasm88Noch keine Bewertungen
- Shark Screw Air Compressor: Installation, Maintenance and User ManualDokument43 SeitenShark Screw Air Compressor: Installation, Maintenance and User ManualSatria Baru Perkasa RetesterNoch keine Bewertungen
- Technical Guidelines for Optimizing Shot Tip LifeDokument25 SeitenTechnical Guidelines for Optimizing Shot Tip Lifelucho0314Noch keine Bewertungen
- Lubrication of Rotating EquipmentDokument49 SeitenLubrication of Rotating EquipmentAUTVPDPPC1022 Muhammad Safuan Bin Md SallehNoch keine Bewertungen