Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- LWT - Food Science and Technology: A A B ADokument6 SeitenLWT - Food Science and Technology: A A B ACarlos BispoNoch keine Bewertungen
- Optical Fiber Communication Unit 3 NotesDokument33 SeitenOptical Fiber Communication Unit 3 NotesEr SarbeshNoch keine Bewertungen
- Snap Bore Ring PDFDokument8 SeitenSnap Bore Ring PDFlaaliNoch keine Bewertungen
- Product Sheet - Parsys Cloud - Parsys TelemedicineDokument10 SeitenProduct Sheet - Parsys Cloud - Parsys TelemedicineChristian Lezama Cuellar100% (1)
- Umur Ekonomis Mesin RevDokument3 SeitenUmur Ekonomis Mesin Revrazali akhmadNoch keine Bewertungen
- Workshop Manual Transporter 2016 19-29Dokument157 SeitenWorkshop Manual Transporter 2016 19-29samueleNoch keine Bewertungen
- Formulas Related Question, PebcDokument1 SeiteFormulas Related Question, PebcBhavesh NidhiNoch keine Bewertungen
- Ajr.09.2772 Grading Neuroforaminal StenosisDokument4 SeitenAjr.09.2772 Grading Neuroforaminal StenosisOscar NogueraNoch keine Bewertungen
- 感應馬達安裝、保養使用說明書31057H402E (英)Dokument17 Seiten感應馬達安裝、保養使用說明書31057H402E (英)Rosyad Broe CaporegimeNoch keine Bewertungen
- Private Standard: Shahram GhanbarichelaresiDokument2 SeitenPrivate Standard: Shahram Ghanbarichelaresiarian tejaratNoch keine Bewertungen
- TDS Shell Spirax s6 Gxme 75w-80Dokument2 SeitenTDS Shell Spirax s6 Gxme 75w-80rstec pyNoch keine Bewertungen
- Microbial Communities From Arid Environments On A Global Scale. A Systematic ReviewDokument12 SeitenMicrobial Communities From Arid Environments On A Global Scale. A Systematic ReviewAnnaNoch keine Bewertungen
- Mental Status ExaminationDokument34 SeitenMental Status Examinationkimbomd100% (2)
- Moderated Caucus Speech Samples For MUNDokument2 SeitenModerated Caucus Speech Samples For MUNihabNoch keine Bewertungen
- Bulk-Fill Composite RestorationsDokument9 SeitenBulk-Fill Composite RestorationssusethNoch keine Bewertungen
- Poisoned NeedleDokument147 SeitenPoisoned NeedleMark Cooper100% (3)
- INTELLECTUAL DISABILITY NotesDokument6 SeitenINTELLECTUAL DISABILITY Notesshai gestNoch keine Bewertungen
- Just Another RantDokument6 SeitenJust Another RantJuan Manuel VargasNoch keine Bewertungen
- Lohmann GuideDokument9 SeitenLohmann GuideRomulo Mayer FreitasNoch keine Bewertungen
- Marine Advisory 03-22 LRITDokument2 SeitenMarine Advisory 03-22 LRITNikos StratisNoch keine Bewertungen
- Sedation and Analgesia in Critically Ill Neurologic PatientsDokument24 SeitenSedation and Analgesia in Critically Ill Neurologic PatientsrazaksoedNoch keine Bewertungen
- Recommendation On The Acquisation of VitasoyDokument8 SeitenRecommendation On The Acquisation of Vitasoyapi-237162505Noch keine Bewertungen
- Leadership PresentationDokument10 SeitenLeadership Presentationapi-404415990Noch keine Bewertungen
- Assistive TechnologyDokument3 SeitenAssistive Technologyapi-547693573Noch keine Bewertungen
- Palf PDFDokument16 SeitenPalf PDFKamal Nadh TammaNoch keine Bewertungen
- Practical Cookery 14th Edition SAMPLEDokument16 SeitenPractical Cookery 14th Edition SAMPLETendaiNoch keine Bewertungen
- Data Performance 2Dokument148 SeitenData Performance 2Ibnu Abdillah MuhammadNoch keine Bewertungen
- Macroscopic Physics Chemistry HW #1Dokument11 SeitenMacroscopic Physics Chemistry HW #1Akash ModyNoch keine Bewertungen
- Complete Renold CatalogueDokument92 SeitenComplete Renold CatalogueblpNoch keine Bewertungen
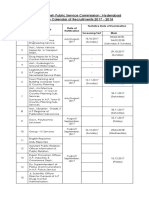
- APPSC Calender Year Final-2017Dokument3 SeitenAPPSC Calender Year Final-2017Krishna MurthyNoch keine Bewertungen