Das könnte Ihnen auch gefallen
- Integrating Wind Power with Offshore Oil and Gas PlatformsDokument14 SeitenIntegrating Wind Power with Offshore Oil and Gas Platformshugo999100% (1)
- MS For Installation of Chilled Water FlushinDokument27 SeitenMS For Installation of Chilled Water FlushinAnandu AshokanNoch keine Bewertungen
- Steam Reforming of Biodiesel By-Product GlycerolDokument81 SeitenSteam Reforming of Biodiesel By-Product GlycerolAquared LexusNoch keine Bewertungen
- Designing Process VesselsDokument4 SeitenDesigning Process VesselsJanaki Devi ParratNoch keine Bewertungen
- Synthesis of An Efficient Zeolite 13X in A Conventional Method and Characterization PDFDokument4 SeitenSynthesis of An Efficient Zeolite 13X in A Conventional Method and Characterization PDFMourad Makhlouf100% (1)
- Architectural Design 9 - Thesis Table of ContentsDokument5 SeitenArchitectural Design 9 - Thesis Table of ContentsChin Dela Cruz100% (1)
- Seminar Report On Hydrogen As The Future FuelDokument63 SeitenSeminar Report On Hydrogen As The Future FuelMOHIT MGMNoch keine Bewertungen
- PVC Sewer Pipe Install GuideDokument30 SeitenPVC Sewer Pipe Install GuideArik AprilliyantoNoch keine Bewertungen
- Design, Installation Maintenance Manual-FM200-FikeDokument140 SeitenDesign, Installation Maintenance Manual-FM200-FikeAndres Giraldo Moreno50% (8)
- Coal Lignite 1Dokument15 SeitenCoal Lignite 1Arik AprilliyantoNoch keine Bewertungen
- Design Project Description 2013Dokument10 SeitenDesign Project Description 2013Eunice MayhoongNoch keine Bewertungen
- Question & Answer - Module 1 NACEDokument6 SeitenQuestion & Answer - Module 1 NACEraghuvarma0% (1)
- E Book HydrogenDokument133 SeitenE Book Hydrogenbao_ngoc_trinhNoch keine Bewertungen
- Aitkin County Plasma Gasification Assessment FINAL2 PDFDokument32 SeitenAitkin County Plasma Gasification Assessment FINAL2 PDFpijusmagnificus54Noch keine Bewertungen
- Green Carbon Dioxide: Advances in CO2 UtilizationVon EverandGreen Carbon Dioxide: Advances in CO2 UtilizationGabriele CentiNoch keine Bewertungen
- Fuel ConsumptionDokument11 SeitenFuel ConsumptionMerick Diamante Jr.Noch keine Bewertungen
- Electricity Generation ResearchDokument35 SeitenElectricity Generation ResearchlightrocketNoch keine Bewertungen
- Simulation and Optimization of Rice Husk Asification Using Intrinsic Reaction Rate Based CFD ModelDokument10 SeitenSimulation and Optimization of Rice Husk Asification Using Intrinsic Reaction Rate Based CFD ModelKee BekiNoch keine Bewertungen
- Non-Thermal Plasma Pyrolysis of Organic WasteDokument14 SeitenNon-Thermal Plasma Pyrolysis of Organic WasteMai OsamaNoch keine Bewertungen
- ENERGY GUIDE COVERS KEY CONCEPTSDokument146 SeitenENERGY GUIDE COVERS KEY CONCEPTSdelenda3Noch keine Bewertungen
- PRS Neoloy BrochureDokument12 SeitenPRS Neoloy BrochureMulsa KTGNoch keine Bewertungen
- Sts Bsa1 A Group 3 Bottle GardenDokument4 SeitenSts Bsa1 A Group 3 Bottle GardenSam LutcheNoch keine Bewertungen
- Hidrogeno Revision PDFDokument6 SeitenHidrogeno Revision PDFtunja1Noch keine Bewertungen
- Plastic Mixed Reinforced ConcreteDokument10 SeitenPlastic Mixed Reinforced ConcreteUmange RanasingheNoch keine Bewertungen
- Business Presentation PGN PDFDokument28 SeitenBusiness Presentation PGN PDFArik AprilliyantoNoch keine Bewertungen
- Fuel Cell AssignmentDokument13 SeitenFuel Cell AssignmentChetanPrajapati100% (1)
- Computational Fluid Dynamics Simulation of Coal Gasification in A Circulating Fluidized Bed ReactorDokument7 SeitenComputational Fluid Dynamics Simulation of Coal Gasification in A Circulating Fluidized Bed ReactorLucas DinizNoch keine Bewertungen
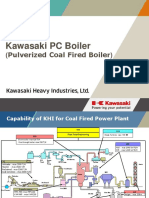
- Kawasaki PC Boiler-TonasaDokument18 SeitenKawasaki PC Boiler-TonasaArik AprilliyantoNoch keine Bewertungen
- Plasma Technology For Solid Waste ManagementDokument12 SeitenPlasma Technology For Solid Waste Managementup4allNoch keine Bewertungen
- Case Story DK - Green Methanol - Web 1Dokument4 SeitenCase Story DK - Green Methanol - Web 1Pao M. MorenoNoch keine Bewertungen
- E4tech 2009 ReportDokument130 SeitenE4tech 2009 ReportMR XNoch keine Bewertungen
- Aspek Keselamatan Pada Aplikasi Reaktor Nuklir Suhu Tinggi Untuk Proses Steam Reforming Gas AlamDokument9 SeitenAspek Keselamatan Pada Aplikasi Reaktor Nuklir Suhu Tinggi Untuk Proses Steam Reforming Gas AlamhasmiatiNoch keine Bewertungen
- Solar Hydrogen ProyectDokument19 SeitenSolar Hydrogen ProyectCamilo Ig GoarNoch keine Bewertungen
- CO2 Methanation for Renewable Energy Storage in Gas GridsDokument6 SeitenCO2 Methanation for Renewable Energy Storage in Gas GridszirimiaNoch keine Bewertungen
- The Role of Green and Blue Hydrogen in The Energy Transition-A Technological and Geopolitical PerspectiveDokument26 SeitenThe Role of Green and Blue Hydrogen in The Energy Transition-A Technological and Geopolitical PerspectiveDeepak RaiNoch keine Bewertungen
- Why Indonesia & Why NOWDokument20 SeitenWhy Indonesia & Why NOWIhwan LimantoNoch keine Bewertungen
- CFD Modeling of A Downdraft Gasifier WitDokument18 SeitenCFD Modeling of A Downdraft Gasifier Witray mayyerNoch keine Bewertungen
- Tilting Rotary Furnace PDFDokument8 SeitenTilting Rotary Furnace PDFLaudino Vega ValenciaNoch keine Bewertungen
- Simulation of GTL Process in Slurry Bubble Column ReactorDokument159 SeitenSimulation of GTL Process in Slurry Bubble Column ReactorlumengentiunNoch keine Bewertungen
- G1 Green Hydrogen As An Alternative FuelDokument8 SeitenG1 Green Hydrogen As An Alternative FuelDARWIN ABEL DAMIAN GALARZANoch keine Bewertungen
- Thesis Syed AbbasDokument263 SeitenThesis Syed AbbasabubakarNoch keine Bewertungen
- 2-Jan Kollmus-Siemens Carbon Capture Technologies - Successful Technology Development From Pilot Scale To Application in Mega Plant ScaleDokument39 Seiten2-Jan Kollmus-Siemens Carbon Capture Technologies - Successful Technology Development From Pilot Scale To Application in Mega Plant ScaleIsmar AdrianNoch keine Bewertungen
- Gasification of Municipal Solid Waste in The Plasma Gasification Melting ProcessDokument23 SeitenGasification of Municipal Solid Waste in The Plasma Gasification Melting ProcessArjuncv100% (3)
- Numerical Simulation of Coal Gasification in Entrained Flow Gasifiers With CoalFoamDokument27 SeitenNumerical Simulation of Coal Gasification in Entrained Flow Gasifiers With CoalFoamoregano2000Noch keine Bewertungen
- A Steady-State Kinetic Model For Methanol Synthesis and The Water Gas Shift Reaction On A Commercial Cu/ZnO/Al2O3 CatalystDokument10 SeitenA Steady-State Kinetic Model For Methanol Synthesis and The Water Gas Shift Reaction On A Commercial Cu/ZnO/Al2O3 CatalystHector100% (1)
- BiodieselDokument20 SeitenBiodieseldschnitzelNoch keine Bewertungen
- Renewable Energy Resources: Introduction & Economic Analysis of A Gasification PlantDokument36 SeitenRenewable Energy Resources: Introduction & Economic Analysis of A Gasification PlantfaizanNoch keine Bewertungen
- Modeling of Black Liquor Gasification in Bubbling Fluidized Bed Presentation)Dokument20 SeitenModeling of Black Liquor Gasification in Bubbling Fluidized Bed Presentation)api-3799861Noch keine Bewertungen
- Techno-Economic Assessment About SyngasDokument4 SeitenTechno-Economic Assessment About SyngasIntratec SolutionsNoch keine Bewertungen
- Subha TR FinalDokument26 SeitenSubha TR Finalsile nceNoch keine Bewertungen
- Pressure Retarded Osmosis (PRO)Dokument8 SeitenPressure Retarded Osmosis (PRO)vitileeNoch keine Bewertungen
- Water Gas Shift Reaction Kinetics and Reactor Modeling For Fuel Cell Grade Hydrogen PDFDokument8 SeitenWater Gas Shift Reaction Kinetics and Reactor Modeling For Fuel Cell Grade Hydrogen PDFKmilo BolañosNoch keine Bewertungen
- Environmental and Economic Analysis of Emerging Plastics Conversion TechnologiesDokument70 SeitenEnvironmental and Economic Analysis of Emerging Plastics Conversion TechnologiesHenry JeyssonNoch keine Bewertungen
- h2 From BiomassDokument11 Seitenh2 From BiomassrajaWoodNoch keine Bewertungen
- Reverse Osmosis ModelingDokument14 SeitenReverse Osmosis ModelingLina ArevaloNoch keine Bewertungen
- Synthesis GasDokument8 SeitenSynthesis GasTotok IswantoNoch keine Bewertungen
- Metal Recovery From Spent Samarium Cobalt Magnets UsingDokument7 SeitenMetal Recovery From Spent Samarium Cobalt Magnets UsingsonficyusNoch keine Bewertungen
- Monomer Cold Plasma Pyrolysis.Dokument14 SeitenMonomer Cold Plasma Pyrolysis.AchalNoch keine Bewertungen
- Hydrodesulfurization Often Abbreviated To HDSDokument16 SeitenHydrodesulfurization Often Abbreviated To HDSigor0104100% (1)
- Introduction to Phosphazene ChemistryDokument15 SeitenIntroduction to Phosphazene ChemistryEthan Poll100% (1)
- Biomass Gasification For Hydrogen ProductionDokument9 SeitenBiomass Gasification For Hydrogen ProductionCris CrisNoch keine Bewertungen
- Che516 Lecture NotesDokument69 SeitenChe516 Lecture NotesifiokNoch keine Bewertungen
- Perovskite Solar Cell PDFDokument7 SeitenPerovskite Solar Cell PDFHuzaif RahimNoch keine Bewertungen
- Integration of Gasification With Thermal Residue Conversion in RefineriesDokument15 SeitenIntegration of Gasification With Thermal Residue Conversion in Refineriesrameshkarthik810Noch keine Bewertungen
- Waste Tire Pyrolysis Using Thermal Solar Energy - An Integrated ApproachDokument8 SeitenWaste Tire Pyrolysis Using Thermal Solar Energy - An Integrated ApproachJosé Miguel GonzálezNoch keine Bewertungen
- An Aspen Plus® Tool For Simulation of PDFDokument16 SeitenAn Aspen Plus® Tool For Simulation of PDFMahmud Arman KibriaNoch keine Bewertungen
- Waste To EnergyDokument37 SeitenWaste To EnergyCheng PasionNoch keine Bewertungen
- CO2 Capture Over K2CO3 MgO Al2O3 Dry Sorbent in A Fluidized BedDokument8 SeitenCO2 Capture Over K2CO3 MgO Al2O3 Dry Sorbent in A Fluidized BedFarah Talib Al-sudaniNoch keine Bewertungen
- A Review On The Catalytic Pyrolysis of Biomass For The Bio-Oil Production WithDokument15 SeitenA Review On The Catalytic Pyrolysis of Biomass For The Bio-Oil Production WithDaniiela Melo RomeroNoch keine Bewertungen
- Seminar ReportDokument17 SeitenSeminar ReportVishnu RoyNoch keine Bewertungen
- Handbook of Energy Economic Statistics of Indonesia 2016Dokument71 SeitenHandbook of Energy Economic Statistics of Indonesia 2016Jeff LiewNoch keine Bewertungen
- Submarine Power CableDokument27 SeitenSubmarine Power CableArik AprilliyantoNoch keine Bewertungen
- Indonesia PPP Book 2017 Provides Latest Infrastructure Project UpdatesDokument112 SeitenIndonesia PPP Book 2017 Provides Latest Infrastructure Project UpdatesHilda IsfanoviNoch keine Bewertungen
- Hydroelectric PowerDokument26 SeitenHydroelectric PowergeorwashNoch keine Bewertungen
- Hydroelectric PowerDokument26 SeitenHydroelectric PowergeorwashNoch keine Bewertungen
- SyngasDokument49 SeitenSyngasArik AprilliyantoNoch keine Bewertungen
- Schaums 2500 Problemas Resueltos de Mecanica de Fluidos e HidrulicaDokument807 SeitenSchaums 2500 Problemas Resueltos de Mecanica de Fluidos e HidrulicaJ Andres Gonzalez83% (23)
- Head Transfer and Friction Factor Inside Elliptic TubesDokument15 SeitenHead Transfer and Friction Factor Inside Elliptic TubesArik AprilliyantoNoch keine Bewertungen
- Presentasi Dirjen EBTKE, Opportunity and Challenge in Dev of NRE, Yogyakarta 21 Sep 2011Dokument19 SeitenPresentasi Dirjen EBTKE, Opportunity and Challenge in Dev of NRE, Yogyakarta 21 Sep 2011Arik AprilliyantoNoch keine Bewertungen
- Head Transfer and Friction Factor Inside Elliptic TubesDokument15 SeitenHead Transfer and Friction Factor Inside Elliptic TubesArik AprilliyantoNoch keine Bewertungen
- Turbo Machinery Flow-1Dokument32 SeitenTurbo Machinery Flow-1Arik AprilliyantoNoch keine Bewertungen
- Performance of Turbines, Similarity LawsDokument9 SeitenPerformance of Turbines, Similarity LawsDheeraj KumarNoch keine Bewertungen
- Low-impact hydro generators for streams & resortsDokument2 SeitenLow-impact hydro generators for streams & resortsArik AprilliyantoNoch keine Bewertungen
- Optimize of Low Head Small Hydro Power ProjectDokument13 SeitenOptimize of Low Head Small Hydro Power ProjectArik AprilliyantoNoch keine Bewertungen
- PLN - Energy MixDokument20 SeitenPLN - Energy MixArik AprilliyantoNoch keine Bewertungen
- 2011 Swedish UGM DEN Energy Workshop Yogyakarta PDFDokument20 Seiten2011 Swedish UGM DEN Energy Workshop Yogyakarta PDFArik AprilliyantoNoch keine Bewertungen
- Conceptual Optimization of Axial-Flow Hydraulic Turbines With Non-Free Vortex Design PDFDokument15 SeitenConceptual Optimization of Axial-Flow Hydraulic Turbines With Non-Free Vortex Design PDFArik AprilliyantoNoch keine Bewertungen
- Inergen Sales BrochureDokument6 SeitenInergen Sales BrochurefatraskyNoch keine Bewertungen
- Konversi TOEFL AceptDokument1 SeiteKonversi TOEFL AceptLuthfieSangKaptenNoch keine Bewertungen
- DAAD Serial Summer School IWRMDokument2 SeitenDAAD Serial Summer School IWRMArik AprilliyantoNoch keine Bewertungen
- THE 3RD INDONESIA EBTKE CONEX 2014 (4-6 June'14) PDFDokument10 SeitenTHE 3RD INDONESIA EBTKE CONEX 2014 (4-6 June'14) PDFArik AprilliyantoNoch keine Bewertungen
- Electric Power Distribution SystemDokument748 SeitenElectric Power Distribution SystemArik AprilliyantoNoch keine Bewertungen
- 75 PHD ScholarshipsDokument3 Seiten75 PHD ScholarshipsArik AprilliyantoNoch keine Bewertungen
- Topic 5b - LEGAL REQUIREMENT RELATED TO CONSTRUCTION ACTIVITYDokument44 SeitenTopic 5b - LEGAL REQUIREMENT RELATED TO CONSTRUCTION ACTIVITYLuqman NHNoch keine Bewertungen
- CD e N - 2016Dokument8 SeitenCD e N - 2016AstritTahiriNoch keine Bewertungen
- SIAE - ALS PDH Radio Family - ManualDokument324 SeitenSIAE - ALS PDH Radio Family - ManualBasriBerahimNoch keine Bewertungen
- Eco-Innovation - Nano Bubble Water Free Process For Garment Eco-Finishing - 2015-10-08Dokument3 SeitenEco-Innovation - Nano Bubble Water Free Process For Garment Eco-Finishing - 2015-10-08tonNoch keine Bewertungen
- 2008 11 25 Methods Method Biological 1684-BioDokument16 Seiten2008 11 25 Methods Method Biological 1684-Bioகுமார் எஸ்Noch keine Bewertungen
- Pressure Vessel Design RulesDokument3 SeitenPressure Vessel Design RulesBharadwaj RangarajanNoch keine Bewertungen
- Tranquility FallsDokument2 SeitenTranquility Fallsapi-291925916Noch keine Bewertungen
- Background Report For The National Dialogue On PaintDokument82 SeitenBackground Report For The National Dialogue On PaintMSCT TrainingNoch keine Bewertungen
- Journal of Cleaner ProductionDokument14 SeitenJournal of Cleaner ProductionJaimurugan KNoch keine Bewertungen
- Manual WIKO BloomDokument236 SeitenManual WIKO BloompablocobisaNoch keine Bewertungen
- 27 4 Uk Alcan Smelting and Power 08Dokument20 Seiten27 4 Uk Alcan Smelting and Power 08alexmaurienneNoch keine Bewertungen
- Safety Data Sheet: Quick-Repair 15 Part BDokument6 SeitenSafety Data Sheet: Quick-Repair 15 Part Bzubair1951Noch keine Bewertungen
- 1.4 Eqa 1974Dokument17 Seiten1.4 Eqa 1974andreyNoch keine Bewertungen
- 11 - II - A02 - Aanvraag - en - Toelichting TrandformatorstationDokument601 Seiten11 - II - A02 - Aanvraag - en - Toelichting TrandformatorstationJuan Pablo Wilches ArboledaNoch keine Bewertungen
- 2017maud MS211 PDFDokument8 Seiten2017maud MS211 PDFDeekshit ReddyNoch keine Bewertungen
- Kaczman Classroom Procedures 2016-17Dokument2 SeitenKaczman Classroom Procedures 2016-17api-327999645Noch keine Bewertungen
- Magnifico Lean Consulting TestDokument4 SeitenMagnifico Lean Consulting TestRajesh SahasrabuddheNoch keine Bewertungen
- Science Investigatory Project Write-UpsDokument44 SeitenScience Investigatory Project Write-UpsRaquel Paleyan CalawenNoch keine Bewertungen
- Antox Pickling Paste MSDSDokument10 SeitenAntox Pickling Paste MSDSKrishna Vacha0% (1)
- English Half BookDokument4 SeitenEnglish Half BookMian EjazNoch keine Bewertungen
- Instruction Manual: Butterfly Valve With HandleDokument0 SeitenInstruction Manual: Butterfly Valve With HandleSohaib KhalidNoch keine Bewertungen
- 11 - Meher Prasad - Tech For Mass HousingDokument35 Seiten11 - Meher Prasad - Tech For Mass HousingKiran KoraddiNoch keine Bewertungen
- Energy AuditDokument7 SeitenEnergy AuditsereneNoch keine Bewertungen