Das könnte Ihnen auch gefallen
- WA2-Entrepreneurship - The Practice and Mindset (PDFDrive)Dokument1.484 SeitenWA2-Entrepreneurship - The Practice and Mindset (PDFDrive)Anna Daniella Luna76% (17)
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Team Conflict ResolutionsDokument5 SeitenTeam Conflict Resolutionsmans2014Noch keine Bewertungen
- Threaded Fasteners For PlasticsDokument32 SeitenThreaded Fasteners For PlasticsStefano BarbieriNoch keine Bewertungen
- A. Palmgren RevisitedDokument12 SeitenA. Palmgren RevisitedahmedbeaetNoch keine Bewertungen
- How Poisson's Ratio Relates Material Stretching and ThinningDokument6 SeitenHow Poisson's Ratio Relates Material Stretching and Thinningkarthik venkatachalamNoch keine Bewertungen
- NSK Cat E728g 1Dokument6 SeitenNSK Cat E728g 1shukhanNoch keine Bewertungen
- AnodizingDokument9 SeitenAnodizingalphadingNoch keine Bewertungen
- Martensite and The Control of Retained AusteniteDokument6 SeitenMartensite and The Control of Retained AusteniteMarcoTulioFonsecaNoch keine Bewertungen
- NB Standard Drop Impact Testing of CompositesDokument16 SeitenNB Standard Drop Impact Testing of CompositesRogers PalamattamNoch keine Bewertungen
- Bhagavad Gita - With Sri Shankaracharya CommentaryDokument508 SeitenBhagavad Gita - With Sri Shankaracharya CommentaryEstudante da Vedanta100% (24)
- Bhagavad Gita - With Sri Shankaracharya CommentaryDokument508 SeitenBhagavad Gita - With Sri Shankaracharya CommentaryEstudante da Vedanta100% (24)
- CINVA RAM For Making Adobe Building Blocks 1999Dokument26 SeitenCINVA RAM For Making Adobe Building Blocks 1999readerwriteNoch keine Bewertungen
- Steel Grade: Material Data SheetDokument7 SeitenSteel Grade: Material Data SheetRohit VanapalliNoch keine Bewertungen
- Annealing of Wire TechDokument4 SeitenAnnealing of Wire TechJayabharath KrishnanNoch keine Bewertungen
- Time Management: A Practical Guide To Efficiently Prioritizing Your Time, Enabling You To Achieve Optimum ResultsDokument3 SeitenTime Management: A Practical Guide To Efficiently Prioritizing Your Time, Enabling You To Achieve Optimum Resultsmans2014Noch keine Bewertungen
- Outokumpu Forta Range Stainless Steel DatasheetDokument16 SeitenOutokumpu Forta Range Stainless Steel DatasheetNicola D'ettoleNoch keine Bewertungen
- The Real Cost of Industrial Robot IntegrationDokument36 SeitenThe Real Cost of Industrial Robot Integrationmans2014Noch keine Bewertungen
- On The Tensile Strength and Hardness Relation For MetalsDokument5 SeitenOn The Tensile Strength and Hardness Relation For MetalsHammadNoch keine Bewertungen
- Application of MetalsDokument132 SeitenApplication of MetalsMohammed Ashiq0% (1)
- Typical Heat Treatment Defects of GearsDokument8 SeitenTypical Heat Treatment Defects of GearsRamon BrownNoch keine Bewertungen
- Low Coefficient of Thermal ExpansionDokument13 SeitenLow Coefficient of Thermal ExpansionnileshsawNoch keine Bewertungen
- Bearing Calculation: Extract From The Railway Technical Handbook, Volume 1, Chapter 5, Page 106 To 121Dokument18 SeitenBearing Calculation: Extract From The Railway Technical Handbook, Volume 1, Chapter 5, Page 106 To 121avabhyankar9393Noch keine Bewertungen
- Engineering SectionDokument176 SeitenEngineering Sectionlhgrahl100% (1)
- Copper Alloys For Marine EnvironmentsDokument32 SeitenCopper Alloys For Marine EnvironmentsMohamed FaragNoch keine Bewertungen
- For Full Explanations of All These Questions, and For Many More New and Up-To-Date Questions, With Correct Answers, Full Explanations, Downloadable Material and Tutorial Support, Please VisitDokument43 SeitenFor Full Explanations of All These Questions, and For Many More New and Up-To-Date Questions, With Correct Answers, Full Explanations, Downloadable Material and Tutorial Support, Please Visitariesguy_86Noch keine Bewertungen
- Ductile IronDokument8 SeitenDuctile IronDhan CNoch keine Bewertungen
- Pipeline Welding Procedure SpecificationDokument11 SeitenPipeline Welding Procedure SpecificationVijo Jose100% (1)
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysVon EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNoch keine Bewertungen
- Converting Dynamic Impact Events To Equivalent Static Loads in Vehicle ChassisDokument62 SeitenConverting Dynamic Impact Events To Equivalent Static Loads in Vehicle ChassisRm1262Noch keine Bewertungen
- Fundamentals of Fluid Film LubricationDokument713 SeitenFundamentals of Fluid Film Lubricationmans2014100% (3)
- Weld Imperfection Examination StandardDokument4 SeitenWeld Imperfection Examination StandardMohd Akmal ShafieNoch keine Bewertungen
- AISI 4340 NitridingDokument8 SeitenAISI 4340 NitridingVlad Craciun100% (1)
- Ductile IronDokument159 SeitenDuctile IronPrabhakar KattulaNoch keine Bewertungen
- A147430 PDFDokument146 SeitenA147430 PDFRoman GrantNoch keine Bewertungen
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelVon EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNoch keine Bewertungen
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20Von EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20Noch keine Bewertungen
- What is cast iron? Key properties and typesDokument27 SeitenWhat is cast iron? Key properties and typesSanthoshsharma Devaraju100% (1)
- Gears HoningDokument7 SeitenGears Honingsav33Noch keine Bewertungen
- Great Minds of Carbon Equivalent - 1 PDFDokument3 SeitenGreat Minds of Carbon Equivalent - 1 PDFSiva SubramaniNoch keine Bewertungen
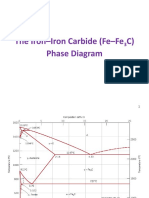
- The Iron-Iron Carbide (Fe-Fe C) Phase DiagramDokument32 SeitenThe Iron-Iron Carbide (Fe-Fe C) Phase DiagramNisaNoch keine Bewertungen
- Roll Forging Process Shapes Metal Parts Under Compressive ForcesDokument6 SeitenRoll Forging Process Shapes Metal Parts Under Compressive ForcesSaptarshi SinhaNoch keine Bewertungen
- Steel CleanlinessDokument22 SeitenSteel CleanlinessfondershellNoch keine Bewertungen
- Ceramic Ball BearingDokument8 SeitenCeramic Ball BearingSachin Kadwadkar100% (1)
- Carbonitrided Rolling BearingsDokument8 SeitenCarbonitrided Rolling BearingsRodrigo Jechéla BarriosNoch keine Bewertungen
- 19830024895Dokument15 Seiten19830024895SunnyNoch keine Bewertungen
- The Current State of Worldwide Standards of Ductile IronDokument8 SeitenThe Current State of Worldwide Standards of Ductile IronN.PalaniappanNoch keine Bewertungen
- Vacuum Carburizing Using Acetylene GasDokument6 SeitenVacuum Carburizing Using Acetylene GasRamesh JakkanagoudarNoch keine Bewertungen
- Gas Atmosphere Heat Treatment PDFDokument59 SeitenGas Atmosphere Heat Treatment PDFsmani170Noch keine Bewertungen
- Gray IronDokument9 SeitenGray Ironiamraghu2309Noch keine Bewertungen
- Article - Experimental Characterization of Bending Fatigue Strength in GearDokument8 SeitenArticle - Experimental Characterization of Bending Fatigue Strength in Gearjavo0128Noch keine Bewertungen
- Metal AlloysDokument31 SeitenMetal AlloysAbie RexoMenNoch keine Bewertungen
- CleanSteel9 2015 CAPURRO PDFDokument11 SeitenCleanSteel9 2015 CAPURRO PDFSpark Fernando Calderon ContrerasNoch keine Bewertungen
- Ni-Resist Alloy Properties and Applications GuideDokument40 SeitenNi-Resist Alloy Properties and Applications GuidePrasad Aher100% (1)
- Casting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesDokument11 SeitenCasting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesIOSRjournalNoch keine Bewertungen
- Crystals 12 00978Dokument9 SeitenCrystals 12 00978irmaNoch keine Bewertungen
- History of Stainless SteelDokument65 SeitenHistory of Stainless SteelMayank100% (1)
- RECHUPEDokument7 SeitenRECHUPEmarcotulio123Noch keine Bewertungen
- AbrasivesDokument49 SeitenAbrasivesfockewulNoch keine Bewertungen
- Casting DefectsDokument20 SeitenCasting Defectsvraj_h_thakarNoch keine Bewertungen
- PREN Number Effect On AlloyDokument6 SeitenPREN Number Effect On AlloyVed JoshiNoch keine Bewertungen
- Advance StructuresDokument6 SeitenAdvance StructuresManju NishaNoch keine Bewertungen
- Gear Heat TreatmentDokument13 SeitenGear Heat TreatmentvishalNoch keine Bewertungen
- Remanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingDokument9 SeitenRemanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingSujay NahaldeNoch keine Bewertungen
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDokument6 SeitenEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessNoch keine Bewertungen
- Carbide Banding - Effect On FatigueDokument15 SeitenCarbide Banding - Effect On FatigueSteve Green100% (1)
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987Von EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNoch keine Bewertungen
- Contact FatigueDokument6 SeitenContact Fatiguemans2014Noch keine Bewertungen
- 3rd Generation Tapered Roller Hub UnitDokument1 Seite3rd Generation Tapered Roller Hub Unitmans2014Noch keine Bewertungen
- New Proof Rule Tapered Roller Bearingin PDFDokument7 SeitenNew Proof Rule Tapered Roller Bearingin PDFFabinho GarciaNoch keine Bewertungen
- Tpi 226 de enDokument31 SeitenTpi 226 de enhazemNoch keine Bewertungen
- Effects of Heat Treatments on Steels for Bearing ApplicationsDokument8 SeitenEffects of Heat Treatments on Steels for Bearing Applicationsmans2014Noch keine Bewertungen
- Calculating Grease Quantity, FrequencyDokument5 SeitenCalculating Grease Quantity, Frequencymans2014Noch keine Bewertungen
- Unit For Surface Treatment of Metal Top LayersDokument6 SeitenUnit For Surface Treatment of Metal Top Layersmans2014Noch keine Bewertungen
- Preparation and Characterization of Polymer Lubricating BearingsDokument7 SeitenPreparation and Characterization of Polymer Lubricating Bearingsmans2014Noch keine Bewertungen
- Bearings and BearingsDokument27 SeitenBearings and Bearingsmans2014Noch keine Bewertungen
- UTMIS Köping 2017 Isotropic-Super-FinishDokument30 SeitenUTMIS Köping 2017 Isotropic-Super-Finishmans2014Noch keine Bewertungen
- Sensormount For Easy To Use, Fast and Reliable Drive-Up On Shaft SeatingsDokument4 SeitenSensormount For Easy To Use, Fast and Reliable Drive-Up On Shaft Seatingsmans2014Noch keine Bewertungen
- Transforming Attitudes and ActionsDokument7 SeitenTransforming Attitudes and Actionsmans2014Noch keine Bewertungen
- Optimal Design of Paired Tapered Roller Bearing Under Radial and Axial Static LoadsDokument12 SeitenOptimal Design of Paired Tapered Roller Bearing Under Radial and Axial Static Loadsmans2014Noch keine Bewertungen
- Analysis of Grease Lubrication of Rolling Bearings Using Acoustic Emission MeasurementsDokument17 SeitenAnalysis of Grease Lubrication of Rolling Bearings Using Acoustic Emission Measurementsmans2014Noch keine Bewertungen
- Extended Life Bearing SteelDokument5 SeitenExtended Life Bearing SteeljbalageeNoch keine Bewertungen
- 387a-382a TimkenDokument1 Seite387a-382a Timkenmans2014Noch keine Bewertungen
- Bca Overview 2018Dokument8 SeitenBca Overview 2018mans2014Noch keine Bewertungen
- MD Catalog Oct2018 UpdateDokument8 SeitenMD Catalog Oct2018 Updatemans2014Noch keine Bewertungen
- Extended Life Bearing SteelDokument5 SeitenExtended Life Bearing SteeljbalageeNoch keine Bewertungen
- Extended Life Bearing SteelDokument5 SeitenExtended Life Bearing SteeljbalageeNoch keine Bewertungen
- FAI Services Overview (Compressed Pictures)Dokument293 SeitenFAI Services Overview (Compressed Pictures)Mariela CarrilloNoch keine Bewertungen
- Notes:: Construction of Foul Sewer Network For Inner Doha PACKAGE 3B (C816/3B)Dokument1 SeiteNotes:: Construction of Foul Sewer Network For Inner Doha PACKAGE 3B (C816/3B)Orchie DavidsonNoch keine Bewertungen
- Sika LasqaDokument2 SeitenSika Lasqathe pilotNoch keine Bewertungen
- Presentation 1Dokument7 SeitenPresentation 1ashaNoch keine Bewertungen
- PC 8137Dokument17 SeitenPC 8137janakaNoch keine Bewertungen
- Brochure-Advantex Generic UKDokument6 SeitenBrochure-Advantex Generic UKcentaur150Noch keine Bewertungen
- Cold-Rolled Steel Sheets and Coils Cold-Rolled Steel Sheets and CoilsDokument16 SeitenCold-Rolled Steel Sheets and Coils Cold-Rolled Steel Sheets and CoilsLợi Nguyễn VănNoch keine Bewertungen
- Concrete Blocks: Everything You Need To KnowDokument19 SeitenConcrete Blocks: Everything You Need To KnowY GaoNoch keine Bewertungen
- RULES STEEL SHIP WELDING AMENDMENTSDokument3 SeitenRULES STEEL SHIP WELDING AMENDMENTSThe MatrixNoch keine Bewertungen
- Concrete AggregatesDokument30 SeitenConcrete AggregateseseemNoch keine Bewertungen
- Nylon Welding - Basf PDFDokument11 SeitenNylon Welding - Basf PDFGilberto PereiraNoch keine Bewertungen
- Pipe Fittings CatalogueDokument0 SeitenPipe Fittings CatalogueDara AmeliaNoch keine Bewertungen
- SOR 2023-24 JunagadhDokument284 SeitenSOR 2023-24 JunagadhChander SenNoch keine Bewertungen
- Plant Visits and Seminars For Ce Assignment 5.1Dokument7 SeitenPlant Visits and Seminars For Ce Assignment 5.1CYREL VINCE CASUGBONoch keine Bewertungen
- Technical Seminar Report On PAPERCRETE FINALDokument8 SeitenTechnical Seminar Report On PAPERCRETE FINALaditya100% (3)
- 6 - BomDokument8 Seiten6 - BompowermanagerNoch keine Bewertungen
- Group - 5Dokument22 SeitenGroup - 5Ragyi VarshneyNoch keine Bewertungen
- XTR Gun Brochure PDFDokument4 SeitenXTR Gun Brochure PDFMohamed NouzerNoch keine Bewertungen
- Dektite Diverter and Retrofit Dektite Diverter: Pipe FlashingsDokument2 SeitenDektite Diverter and Retrofit Dektite Diverter: Pipe FlashingscherandinhoNoch keine Bewertungen
- Kumkang Kind Catalog PDFDokument83 SeitenKumkang Kind Catalog PDFAnnisa Nur FSNoch keine Bewertungen
- Lecture 5 Heat Generation in Metal Cutting OperationsDokument36 SeitenLecture 5 Heat Generation in Metal Cutting Operationsnickokinyunyu11Noch keine Bewertungen
- ISO 8434-2-2007 Standard UnlockedDokument60 SeitenISO 8434-2-2007 Standard UnlockedalanNoch keine Bewertungen
- RX Screw CataloguesDokument2 SeitenRX Screw CataloguesPuppala Laxmana PrasadNoch keine Bewertungen
- The Twyford Collection Brochure 2017Dokument99 SeitenThe Twyford Collection Brochure 2017Jacky WuNoch keine Bewertungen
- Refrigeration and Air Conditioning Technology 8th Edition Tomczyk Test BankDokument14 SeitenRefrigeration and Air Conditioning Technology 8th Edition Tomczyk Test Bankdavidphillipsmcyaqbeogf100% (28)
- Control Valve ErosionDokument4 SeitenControl Valve ErosionIbrahim HomosNoch keine Bewertungen