Das könnte Ihnen auch gefallen
- Eticket RMTN6JA54Z362Dokument1 SeiteEticket RMTN6JA54Z362Murugan RajaNoch keine Bewertungen
- Eticket RMTN6JA54Z362Dokument1 SeiteEticket RMTN6JA54Z362Murugan RajaNoch keine Bewertungen
- Surface AreaDokument5 SeitenSurface AreaMurugan RajaNoch keine Bewertungen
- E1351 - 01Dokument6 SeitenE1351 - 01Murugan RajaNoch keine Bewertungen
- Jobs AppliedDokument5 SeitenJobs AppliedMurugan RajaNoch keine Bewertungen
- Confirmation - Your Booking Confirmation and Reference - FlydubaiDokument2 SeitenConfirmation - Your Booking Confirmation and Reference - FlydubaiMurugan Raja67% (9)
- New English Book PDFDokument239 SeitenNew English Book PDFMurugan Raja0% (1)
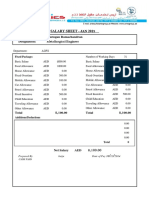
- Salary Sheet - Jan 201: Employee Name: Murugan Ramachandran Designation: Metallurgical EngineerDokument1 SeiteSalary Sheet - Jan 201: Employee Name: Murugan Ramachandran Designation: Metallurgical EngineerMurugan RajaNoch keine Bewertungen
- Ticket From HWH To DhanbadDokument3 SeitenTicket From HWH To Dhanbadpradeep kumarNoch keine Bewertungen
- Details of UKAS Recalibration Due of Mechanical Test EquipmentsDokument1 SeiteDetails of UKAS Recalibration Due of Mechanical Test EquipmentsMurugan RajaNoch keine Bewertungen
- Information To Be Gathered From ClientDokument1 SeiteInformation To Be Gathered From ClientMurugan Raja0% (1)
- Surface AreaDokument5 SeitenSurface AreaMurugan RajaNoch keine Bewertungen
- By Laws - 26 Février 2013Dokument17 SeitenBy Laws - 26 Février 2013Murugan RajaNoch keine Bewertungen
- Failure Investigation TemplateDokument11 SeitenFailure Investigation TemplateMurugan Raja100% (1)
- Waslab PrintDokument1 SeiteWaslab PrintMurugan RajaNoch keine Bewertungen
- EIL Employee Requests Home Construction AdvanceDokument1 SeiteEIL Employee Requests Home Construction AdvanceMurugan RajaNoch keine Bewertungen
- Cathodic Protection: The BasicsDokument8 SeitenCathodic Protection: The BasicsbookbumNoch keine Bewertungen
- wp136 enDokument26 Seitenwp136 enMurugan RajaNoch keine Bewertungen
- IMSP NO.28-Chemical Handling Control ProcecdureDokument6 SeitenIMSP NO.28-Chemical Handling Control ProcecdureMurugan RajaNoch keine Bewertungen
- Sgs Ogc RDK Brochure A4 Web LRDokument4 SeitenSgs Ogc RDK Brochure A4 Web LRMurugan RajaNoch keine Bewertungen
- Ref No. Project No: Revision No. 0 Date: 04.06.13: Risk AssessmentDokument2 SeitenRef No. Project No: Revision No. 0 Date: 04.06.13: Risk AssessmentMurugan RajaNoch keine Bewertungen
- ARIES Marine Sample Testing of Different QualitiesDokument1 SeiteARIES Marine Sample Testing of Different QualitiesMurugan RajaNoch keine Bewertungen
- Lathe Work InstructionsDokument3 SeitenLathe Work InstructionsMurugan RajaNoch keine Bewertungen
- ARIES Marine Sample Testing of Different QualitiesDokument1 SeiteARIES Marine Sample Testing of Different QualitiesMurugan RajaNoch keine Bewertungen
- RA - Angle GrinderDokument4 SeitenRA - Angle GrinderMurugan RajaNoch keine Bewertungen
- UAE Power Plant ListDokument2 SeitenUAE Power Plant ListMurugan Raja0% (1)
- Cathodic Protection: The BasicsDokument8 SeitenCathodic Protection: The BasicsbookbumNoch keine Bewertungen
- Ref No. Project No: Revision No. 0 Date: 04.06.13: Risk AssessmentDokument2 SeitenRef No. Project No: Revision No. 0 Date: 04.06.13: Risk AssessmentMurugan RajaNoch keine Bewertungen
- Jebel Ali Client ListDokument5 SeitenJebel Ali Client ListMurugan RajaNoch keine Bewertungen
- JafzaDokument6 SeitenJafzaMurugan RajaNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Asphalt Refinery Operation and Products GuideDokument104 SeitenAsphalt Refinery Operation and Products GuideKholis FindmeNoch keine Bewertungen
- Master Architects - International StyleDokument13 SeitenMaster Architects - International StylesakshiNoch keine Bewertungen
- VbeDokument2 SeitenVbeAniket PatilNoch keine Bewertungen
- SABP-Q-010 Mix Design and Construction of Sulfur Extended Asphalt ConcreteDokument26 SeitenSABP-Q-010 Mix Design and Construction of Sulfur Extended Asphalt ConcreteMr. Moses Imagoro100% (1)
- Form 1 - Architect's CertificationDokument4 SeitenForm 1 - Architect's CertificationAkshata Patil ParvatikarNoch keine Bewertungen
- PT Concrete Slabs: Types and AdvantagesDokument18 SeitenPT Concrete Slabs: Types and AdvantagesAakash MohanNoch keine Bewertungen
- Bore LogDokument4 SeitenBore LogVardhanNoch keine Bewertungen
- Design and Construction of BreakwatersDokument24 SeitenDesign and Construction of Breakwatersshakirhamid6687100% (2)
- ENG 3731 Materials and Methods Construction Course OverviewDokument21 SeitenENG 3731 Materials and Methods Construction Course OverviewJanina Frances RuideraNoch keine Bewertungen
- Norma 60.2Dokument4 SeitenNorma 60.2EstebanCórdobaNoch keine Bewertungen
- Data File PHJDDokument43 SeitenData File PHJDtamrinNoch keine Bewertungen
- Kisi-Kisi & Kartu Soal Usbn-A1Dokument8 SeitenKisi-Kisi & Kartu Soal Usbn-A1yc574haNoch keine Bewertungen
- 1.03 - High-Rise Buildings PDFDokument19 Seiten1.03 - High-Rise Buildings PDFNicolas De NadaiNoch keine Bewertungen
- Fencing, Compound Wall and Gate: by Ar. Pranoti LadDokument49 SeitenFencing, Compound Wall and Gate: by Ar. Pranoti Ladbishal dasNoch keine Bewertungen
- Afes ReportDokument17 SeitenAfes Reportmello_14Noch keine Bewertungen
- Iso898 2Dokument19 SeitenIso898 2Ricardo VitorianoNoch keine Bewertungen
- Standard dimensions and data for steel and stainless steel pipe sizesDokument7 SeitenStandard dimensions and data for steel and stainless steel pipe sizesRSGatesNoch keine Bewertungen
- Documentation On Construction of Small Scaled Strap Footing: Cover PageDokument5 SeitenDocumentation On Construction of Small Scaled Strap Footing: Cover PageGlaiza MarieNoch keine Bewertungen
- Real Estate and Destination Development in TourismDokument331 SeitenReal Estate and Destination Development in Tourismfarah fadillahNoch keine Bewertungen
- Week 09 MG Answer-FormatDokument7 SeitenWeek 09 MG Answer-FormatJohn Carlo BaralNoch keine Bewertungen
- Lec 14 MasonryDokument10 SeitenLec 14 Masonryamjad aliNoch keine Bewertungen
- LONG TERM CONSTRUCTION REVENUEDokument5 SeitenLONG TERM CONSTRUCTION REVENUERoxell CaibogNoch keine Bewertungen
- ASTT Horizontal Directional DrillingDokument14 SeitenASTT Horizontal Directional DrillingSen HuNoch keine Bewertungen
- Cathodic ProtectionDokument52 SeitenCathodic Protectionredback666100% (2)
- Design of Stiffened Slabs-On-grade On Shrink-SwellDokument23 SeitenDesign of Stiffened Slabs-On-grade On Shrink-SwelljoneNoch keine Bewertungen
- Batangas State University Civil Engineering Department Proposed Public Market and Parking Facility Design ReportDokument9 SeitenBatangas State University Civil Engineering Department Proposed Public Market and Parking Facility Design ReportJanissaries NivercaNoch keine Bewertungen
- Structural Calculation Design Criteria SummaryDokument2 SeitenStructural Calculation Design Criteria Summarykate denoyaNoch keine Bewertungen
- Weld Fit-Up Verification: Employee TrainingDokument10 SeitenWeld Fit-Up Verification: Employee TrainingMohammad RizwanNoch keine Bewertungen
- WaterproofingDokument2 SeitenWaterproofinghoney4747Noch keine Bewertungen
- Fsec & FsicDokument36 SeitenFsec & FsicGeraldine Araneta Galing100% (5)