Das könnte Ihnen auch gefallen
- Scientific American, Vol. XXXIX.—No. 24. [New Series.], December 14, 1878 A Weekly Journal Of Practical Information, Art, Science, Mechanics, Chemistry, And ManufacturesVon EverandScientific American, Vol. XXXIX.—No. 24. [New Series.], December 14, 1878 A Weekly Journal Of Practical Information, Art, Science, Mechanics, Chemistry, And ManufacturesNoch keine Bewertungen
- Hydrogen in Material SelectionDokument5 SeitenHydrogen in Material SelectionrajaNoch keine Bewertungen
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonVon EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonBewertung: 4 von 5 Sternen4/5 (1)
- Hydrogen in Material SelectionDokument4 SeitenHydrogen in Material SelectionAsad Bin Ala Qatari0% (1)
- Atlas 3CR12 DatasheetDokument3 SeitenAtlas 3CR12 DatasheettridatylNoch keine Bewertungen
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesVon EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesNoch keine Bewertungen
- Nickel Alloy 330 Resists Carburizing OxidizingDokument2 SeitenNickel Alloy 330 Resists Carburizing OxidizingAA.KarandishNoch keine Bewertungen
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonVon EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNoch keine Bewertungen
- Ferritic 9Cr1Mo Alloy Selected for PFBR Steam Generator TubesDokument4 SeitenFerritic 9Cr1Mo Alloy Selected for PFBR Steam Generator TubesrkukgNoch keine Bewertungen
- 1 4713 4724 4742 4762Dokument4 Seiten1 4713 4724 4742 4762Ján KožičkaNoch keine Bewertungen
- High Temperature Stainless Steels - Pubs - 91981742Dokument16 SeitenHigh Temperature Stainless Steels - Pubs - 91981742OttoKumpuNoch keine Bewertungen
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesVon EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNoch keine Bewertungen
- MCM AllDokument7 SeitenMCM AllPalanisamy RajaNoch keine Bewertungen
- RA151 28pgDokument31 SeitenRA151 28pgpipedown456Noch keine Bewertungen
- Recom. de Soldadura XARDokument4 SeitenRecom. de Soldadura XARelias667Noch keine Bewertungen
- Specs and properties of chromium-nickel stainless steel alloys 304, 304L, and 304HDokument8 SeitenSpecs and properties of chromium-nickel stainless steel alloys 304, 304L, and 304HLuis Enrique Carreon TorresNoch keine Bewertungen
- Welding Metallurgy of Titanium AlloysDokument46 SeitenWelding Metallurgy of Titanium AlloysBaraneedharanNoch keine Bewertungen
- Tungsten Inert Gas WeldingDokument47 SeitenTungsten Inert Gas Weldingravi00098Noch keine Bewertungen
- Guide To Selection: Stainless SteelDokument3 SeitenGuide To Selection: Stainless SteelElla ChanNoch keine Bewertungen
- SS304 Spec SheetDokument9 SeitenSS304 Spec Sheetjeff501Noch keine Bewertungen
- 316LNDokument3 Seiten316LNGanesh KcNoch keine Bewertungen
- Material SelectionDokument44 SeitenMaterial SelectionFebbyOktaviaNoch keine Bewertungen
- Welding CopperDokument9 SeitenWelding CopperSudhakar KumarNoch keine Bewertungen
- Boiler Tube GradesDokument12 SeitenBoiler Tube Gradesfelram100% (1)
- Welding of Nickel AlloysDokument4 SeitenWelding of Nickel AlloysMuhammed SulfeekNoch keine Bewertungen
- Ur2202 Lean DuplexDokument8 SeitenUr2202 Lean Duplexbuffle08Noch keine Bewertungen
- Optimization of Process Parameters in Plasma Arc CuttingDokument36 SeitenOptimization of Process Parameters in Plasma Arc CuttingGanesh BabuNoch keine Bewertungen
- ST Stainless CatalogueDokument71 SeitenST Stainless CatalogueBenjamin RattharojthakunNoch keine Bewertungen
- 3CR12 Data Sheet 2021Dokument1 Seite3CR12 Data Sheet 2021Elcio VilanculoNoch keine Bewertungen
- Datasheet-Sandvik-253-Ma-En-V2021-04-22 18 - 36 Version 1Dokument12 SeitenDatasheet-Sandvik-253-Ma-En-V2021-04-22 18 - 36 Version 1FilipNoch keine Bewertungen
- Duplex Stainless SteelDokument24 SeitenDuplex Stainless SteeljeffreymacaseroNoch keine Bewertungen
- UR45 NPlusDokument4 SeitenUR45 NPlusMaiara Lima PereiraNoch keine Bewertungen
- Tips and Techniques For GtawDokument5 SeitenTips and Techniques For GtawRavi ChandranNoch keine Bewertungen
- Esab DublexDokument8 SeitenEsab DublexSuphi YükselNoch keine Bewertungen
- Stellite 6 - ERCoCrADokument2 SeitenStellite 6 - ERCoCrAtilakthakar1Noch keine Bewertungen
- Superduplex Stainless Steel Article-4Dokument3 SeitenSuperduplex Stainless Steel Article-4mengelito almonteNoch keine Bewertungen
- 254 SMO-Outu KumpuDokument8 Seiten254 SMO-Outu KumpujoseritoNoch keine Bewertungen
- Valve Material ApplicationDokument16 SeitenValve Material Applicationswapneel_kulkarniNoch keine Bewertungen
- Materials For High Temperature High Pressure Applications andDokument28 SeitenMaterials For High Temperature High Pressure Applications andDrVRKNoch keine Bewertungen
- Material BoilerDokument4 SeitenMaterial BoilerAdi SeptiawanNoch keine Bewertungen
- New Galvanizing TechnologyDokument4 SeitenNew Galvanizing Technologywmaddoxmec100% (1)
- Stainless Steel Grade Selection Rev Sep 2008Dokument11 SeitenStainless Steel Grade Selection Rev Sep 2008rastogi18100% (1)
- Pressure Part Materials Its Service TemperatureDokument4 SeitenPressure Part Materials Its Service TemperatureAkil PrabhuNoch keine Bewertungen
- Die Casting AlloysDokument75 SeitenDie Casting AlloysYuvaraj YuvarajNoch keine Bewertungen
- Welding of Austenitic Stainless Steel - Part 2 - TWIDokument6 SeitenWelding of Austenitic Stainless Steel - Part 2 - TWISumantaNoch keine Bewertungen
- Grade 316 316LDokument9 SeitenGrade 316 316LvsajuNoch keine Bewertungen
- 571 Quick ReferanceDokument3 Seiten571 Quick ReferanceirfanlarikhotmailcomNoch keine Bewertungen
- Alloy 5356 Welding Data SheetDokument2 SeitenAlloy 5356 Welding Data SheetGeLoRa66Noch keine Bewertungen
- Extruded Alloy 6063Dokument0 SeitenExtruded Alloy 6063Lasantha DadallageNoch keine Bewertungen
- Duplex Stainless Steel Part 1Dokument2 SeitenDuplex Stainless Steel Part 1aviant_gardNoch keine Bewertungen
- .Au-Aluminium Alloy 3003Dokument5 Seiten.Au-Aluminium Alloy 3003ali alhamilNoch keine Bewertungen
- Steels For Cryogenic and Low-Temperature Service - KEY To METALS ArticleDokument3 SeitenSteels For Cryogenic and Low-Temperature Service - KEY To METALS Articlekumarpankaj030Noch keine Bewertungen
- Austenitic High Temperature 153MA 253MA Stainless BrochureDokument16 SeitenAustenitic High Temperature 153MA 253MA Stainless BrochurezosternatNoch keine Bewertungen
- 25% Cr Heat Resistant Stainless Steel SIRIUS 314Dokument4 Seiten25% Cr Heat Resistant Stainless Steel SIRIUS 314Víctor SandovskyNoch keine Bewertungen
- TIG Welding Seminar ReportDokument13 SeitenTIG Welding Seminar ReportRahul ShawNoch keine Bewertungen
- OPAC HelicoilsDokument2 SeitenOPAC HelicoilsjlplazaolaNoch keine Bewertungen
- Abrassion Resistance MaterialDokument2 SeitenAbrassion Resistance MaterialjlplazaolaNoch keine Bewertungen
- Koenig Expander 2013Dokument1 SeiteKoenig Expander 2013jlplazaolaNoch keine Bewertungen
- PI - Tectyl 506 WD - TE034 01Dokument2 SeitenPI - Tectyl 506 WD - TE034 01jlplazaolaNoch keine Bewertungen
- Ac1 Ac3 TemperaturesDokument7 SeitenAc1 Ac3 Temperaturesjlplazaola100% (1)
- Astralloy-V BarsDokument2 SeitenAstralloy-V BarsJavier LariosNoch keine Bewertungen
- Sand Casting Using RP and Conventional MethodsDokument5 SeitenSand Casting Using RP and Conventional MethodsjlplazaolaNoch keine Bewertungen
- HEXAGON 10360 FrontDokument1 SeiteHEXAGON 10360 FrontjlplazaolaNoch keine Bewertungen
- Iso10360 e PDFDokument12 SeitenIso10360 e PDFgenrryNoch keine Bewertungen
- Alloy RA333 Part3Dokument3 SeitenAlloy RA333 Part3jlplazaolaNoch keine Bewertungen
- Cum Sa Tai Template MicrosimDokument0 SeitenCum Sa Tai Template MicrosimrusuclaudiuionutNoch keine Bewertungen
- 42CrMo4 Datos Tecnicos PDFDokument2 Seiten42CrMo4 Datos Tecnicos PDFjlplazaolaNoch keine Bewertungen
- Ultrasonic Ultrasonic Ultrasonic Ultrasonic Flaw Flaw Flaw Flaw Detector Detector Detector Detector MFD650C MFD650C MFD650C MFD650CDokument2 SeitenUltrasonic Ultrasonic Ultrasonic Ultrasonic Flaw Flaw Flaw Flaw Detector Detector Detector Detector MFD650C MFD650C MFD650C MFD650CjlplazaolaNoch keine Bewertungen
- Páginas DesdeOptimizing of Strømhard Austenitic Manganese SteelDokument1 SeitePáginas DesdeOptimizing of Strømhard Austenitic Manganese SteeljlplazaolaNoch keine Bewertungen
- Alloy RA333 Part2Dokument3 SeitenAlloy RA333 Part2jlplazaolaNoch keine Bewertungen
- Comparison of Three Ni-Hard I Alloys-Osti-GovDokument5 SeitenComparison of Three Ni-Hard I Alloys-Osti-GovjlplazaolaNoch keine Bewertungen
- W WW WW W..s SP Pe Ec Ciia Allm Me Etta Alls S..C Co Om MDokument1 SeiteW WW WW W..s SP Pe Ec Ciia Allm Me Etta Alls S..C Co Om MjlplazaolaNoch keine Bewertungen
- Ac1 Ac3 TemperaturesDokument7 SeitenAc1 Ac3 Temperaturesjlplazaola100% (1)
- Portada Handbook of Cement Plants PDFDokument1 SeitePortada Handbook of Cement Plants PDFjlplazaolaNoch keine Bewertungen
- Three Ni-Hard I AlloysDokument2 SeitenThree Ni-Hard I AlloysjlplazaolaNoch keine Bewertungen
- Ac1 Ac3 Temperatures p1, p2Dokument2 SeitenAc1 Ac3 Temperatures p1, p2jlplazaola0% (1)
- 42CrMo4 Datos Tecnicos PDFDokument2 Seiten42CrMo4 Datos Tecnicos PDFjlplazaolaNoch keine Bewertungen
- Special Metals Corp - Global Supplier Special Alloy ProductsDokument1 SeiteSpecial Metals Corp - Global Supplier Special Alloy ProductsjlplazaolaNoch keine Bewertungen
- Monel3 PDFDokument1 SeiteMonel3 PDFjlplazaolaNoch keine Bewertungen
- M Me Ec CH Ha An Niic Ca All P Prro Op Pe Errttiie Es S: M MO ON NE EL L A Allllo Oy y R R - 4 40 05 5Dokument1 SeiteM Me Ec CH Ha An Niic Ca All P Prro Op Pe Errttiie Es S: M MO ON NE EL L A Allllo Oy y R R - 4 40 05 5jlplazaolaNoch keine Bewertungen
- W WW WW W..s SP Pe Ec Ciia Allm Me Etta Alls S..C Co Om MDokument1 SeiteW WW WW W..s SP Pe Ec Ciia Allm Me Etta Alls S..C Co Om MjlplazaolaNoch keine Bewertungen
- 42CrMo4 Datos Tecnicos PDFDokument2 Seiten42CrMo4 Datos Tecnicos PDFjlplazaolaNoch keine Bewertungen
- Abrasion-Resistant Cast Irons1 PDFDokument1 SeiteAbrasion-Resistant Cast Irons1 PDFjlplazaolaNoch keine Bewertungen
- Abrasion Resistant, White Cast Iron Materials PDFDokument1 SeiteAbrasion Resistant, White Cast Iron Materials PDFjlplazaolaNoch keine Bewertungen
- Thermochemical Conversion of Plastic Waste Into Fuels, Chemicals, and Value-Added Materials: A Critical Review and OutlooksDokument39 SeitenThermochemical Conversion of Plastic Waste Into Fuels, Chemicals, and Value-Added Materials: A Critical Review and OutlooksMohamed FateemNoch keine Bewertungen
- Fluorescent Organic Nanoparticles New Generation Materials With Diverse Analytical and Biomedical ApplicationsDokument72 SeitenFluorescent Organic Nanoparticles New Generation Materials With Diverse Analytical and Biomedical ApplicationsAhmed AbadyNoch keine Bewertungen
- TEORI Electro OxidationDokument9 SeitenTEORI Electro OxidationPrinsiaNoch keine Bewertungen
- Mussel Shells As Coarse AggregateDokument10 SeitenMussel Shells As Coarse AggregateNala TigerNoch keine Bewertungen
- 9701 s14 QP 41Dokument20 Seiten9701 s14 QP 41Stacey BlackburnNoch keine Bewertungen
- Effect of Functionalized Multi-Walled Carbon Nanotubes On Thermal and Mechanical Properties of Acrylonitrile Butadiene Styrene NanocompositeDokument13 SeitenEffect of Functionalized Multi-Walled Carbon Nanotubes On Thermal and Mechanical Properties of Acrylonitrile Butadiene Styrene NanocompositeevelynNoch keine Bewertungen
- Weerdt, 2011Dokument39 SeitenWeerdt, 2011Fernando SchmidtNoch keine Bewertungen
- Chapter 14 AnswersDokument3 SeitenChapter 14 AnswersBenecia odogu100% (1)
- Pfaudler Glass Linings Provide Maximum DurabilityDokument18 SeitenPfaudler Glass Linings Provide Maximum Durabilitydevang asherNoch keine Bewertungen
- MP Board Class 12 Chemistry Previous Year Paper 2018Dokument4 SeitenMP Board Class 12 Chemistry Previous Year Paper 2018Varun PatidarNoch keine Bewertungen
- Experiment #6 - Reactions of AlcoholsDokument5 SeitenExperiment #6 - Reactions of AlcoholsIza Mari Victoria LechidoNoch keine Bewertungen
- ChemDokument6 SeitenChemRoselyn BunquinNoch keine Bewertungen
- Universal cutting fluid for cast iron, steel and aluminiumDokument1 SeiteUniversal cutting fluid for cast iron, steel and aluminiumzaqNoch keine Bewertungen
- Radical Coupling ReactionDokument7 SeitenRadical Coupling ReactionGobe JamNoch keine Bewertungen
- Use of math in balancing chemical equationsDokument2 SeitenUse of math in balancing chemical equationsAshis karmakarNoch keine Bewertungen
- Alcohols, Phenols and EthersDokument38 SeitenAlcohols, Phenols and EthersMike Daven LaderaNoch keine Bewertungen
- Chemistry of Heavier Elements Metallurgy GuideDokument34 SeitenChemistry of Heavier Elements Metallurgy GuideNatish JaglanNoch keine Bewertungen
- Topic 3 Atomic Structure and Periodic TableDokument12 SeitenTopic 3 Atomic Structure and Periodic TableCHIO SHEUNG YONGNoch keine Bewertungen
- UAS SMSTR 2 Personal Letter Cause Effect Explanation SongDokument16 SeitenUAS SMSTR 2 Personal Letter Cause Effect Explanation Songsiskafw87Noch keine Bewertungen
- Mesamoll eDokument4 SeitenMesamoll eKatherine Cobo OteroNoch keine Bewertungen
- I Gcse Chemistry The Periodic TableDokument16 SeitenI Gcse Chemistry The Periodic TableAlex BoumanNoch keine Bewertungen
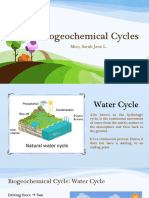
- Biogeochemical Cycles: Miro, Sarah Jane LDokument21 SeitenBiogeochemical Cycles: Miro, Sarah Jane LJed RegalaNoch keine Bewertungen
- Chapter 1: The Human OrganismDokument9 SeitenChapter 1: The Human OrganismMidnight Rosenfield100% (1)
- Weld Filler Metal SelectionDokument7 SeitenWeld Filler Metal SelectionsusanwebNoch keine Bewertungen
- Petrographic Report On Thirteen Drill Core Samples From The Abong Project, Aceh, IndonesiaDokument35 SeitenPetrographic Report On Thirteen Drill Core Samples From The Abong Project, Aceh, IndonesiaDipo CaesarioNoch keine Bewertungen
- CONTINUOUS DistillationDokument5 SeitenCONTINUOUS DistillationNaseer SattarNoch keine Bewertungen
- Paper FerrocenoDokument5 SeitenPaper FerrocenoEmily Coromoto Gonzalez MarcanoNoch keine Bewertungen
- Materials Today: Proceedings: Sunita Mohapatra, Pallabi Sarkar, Ganesh BhoyeDokument6 SeitenMaterials Today: Proceedings: Sunita Mohapatra, Pallabi Sarkar, Ganesh BhoyeabiliovieiraNoch keine Bewertungen
- Solutions of Optional AssignmentDokument4 SeitenSolutions of Optional AssignmentVaibhav BacchavNoch keine Bewertungen
- Ammonium PhosphateDokument7 SeitenAmmonium PhosphateVishal ThakareNoch keine Bewertungen
- Arizona, Utah & New Mexico: A Guide to the State & National ParksVon EverandArizona, Utah & New Mexico: A Guide to the State & National ParksBewertung: 4 von 5 Sternen4/5 (1)
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoVon EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoBewertung: 5 von 5 Sternen5/5 (1)
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptVon EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptBewertung: 5 von 5 Sternen5/5 (1)
- The Bahamas a Taste of the Islands ExcerptVon EverandThe Bahamas a Taste of the Islands ExcerptBewertung: 4 von 5 Sternen4/5 (1)
- New York & New Jersey: A Guide to the State & National ParksVon EverandNew York & New Jersey: A Guide to the State & National ParksNoch keine Bewertungen
- Japanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensVon EverandJapanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensNoch keine Bewertungen
![Scientific American, Vol. XXXIX.—No. 24. [New Series.], December 14, 1878
A Weekly Journal Of Practical Information, Art, Science,
Mechanics, Chemistry, And Manufactures](https://imgv2-1-f.scribdassets.com/img/word_document/187374175/149x198/94bb94db93/1579716754?v=1)