Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Temperature Mapping Study Protocol Procedure PDFDokument15 SeitenTemperature Mapping Study Protocol Procedure PDFJhonnnnnnNoch keine Bewertungen
- D2493Dokument5 SeitenD2493Donig FermanianNoch keine Bewertungen
- BLP 530 Gas Porosimeter127 20 - InstructionsDokument11 SeitenBLP 530 Gas Porosimeter127 20 - InstructionsDonig FermanianNoch keine Bewertungen
- Annotated BibliographyDokument5 SeitenAnnotated Bibliographyapi-273602090Noch keine Bewertungen
- CC:PC DpcoDokument8 SeitenCC:PC DpcoRuchitaa MisshraNoch keine Bewertungen
- ATI Nursing ModulesDokument9 SeitenATI Nursing ModulestgushikaNoch keine Bewertungen
- NISTIR 6969 20140926 20160121rev PDFDokument210 SeitenNISTIR 6969 20140926 20160121rev PDFDonig FermanianNoch keine Bewertungen
- BS en Iso 00787-5-1995 (2000)Dokument10 SeitenBS en Iso 00787-5-1995 (2000)Donig FermanianNoch keine Bewertungen
- This Publ Icati On Is Avai Labl e Free of Cha Rge Fro M: S://D Oi.o rg/1 0.6 028 /NI St.I R.6 969 - 201 9Dokument11 SeitenThis Publ Icati On Is Avai Labl e Free of Cha Rge Fro M: S://D Oi.o rg/1 0.6 028 /NI St.I R.6 969 - 201 9Donig FermanianNoch keine Bewertungen
- Process Monitoring Systems PDFDokument4 SeitenProcess Monitoring Systems PDFDonig FermanianNoch keine Bewertungen
- ImpartialityDokument2 SeitenImpartialitysujud100% (2)
- ISO 14644 - Revised Cleanroom Standard: February 2016Dokument36 SeitenISO 14644 - Revised Cleanroom Standard: February 2016Donig FermanianNoch keine Bewertungen
- SF500 InstructionDokument142 SeitenSF500 InstructionDonig FermanianNoch keine Bewertungen
- Impartiality PDFDokument2 SeitenImpartiality PDFDonig FermanianNoch keine Bewertungen
- TG14 Version 3 July 2019Dokument7 SeitenTG14 Version 3 July 2019Donig FermanianNoch keine Bewertungen
- TGGuideline 114 Viscosity of LiquidsDokument7 SeitenTGGuideline 114 Viscosity of LiquidsDonig FermanianNoch keine Bewertungen
- Fuel Handling Jet Fuel Quality and Test Procedure Manual Petrovalue Aviation 2008.2 0-1 PDFDokument45 SeitenFuel Handling Jet Fuel Quality and Test Procedure Manual Petrovalue Aviation 2008.2 0-1 PDFDonig FermanianNoch keine Bewertungen
- Rotronic HL 1D TL 1D ManualDokument4 SeitenRotronic HL 1D TL 1D ManualDonig FermanianNoch keine Bewertungen
- I-CAL-GUI-013 Calibration Guide No. 13 WebDokument13 SeitenI-CAL-GUI-013 Calibration Guide No. 13 WebDonig FermanianNoch keine Bewertungen
- Types of Pressure:: When and Why Are They Used?Dokument4 SeitenTypes of Pressure:: When and Why Are They Used?Donig FermanianNoch keine Bewertungen
- Calibration Kit Dw-3 F-Mod 35 ViscometerDokument1 SeiteCalibration Kit Dw-3 F-Mod 35 ViscometerDonig FermanianNoch keine Bewertungen
- Adm 870 PDFDokument54 SeitenAdm 870 PDFDonig FermanianNoch keine Bewertungen
- Density of Water (G/ML) vs. Temperature (°C) : (From Handbook of Chemistry and Physics, 53rd Edition, P. F4)Dokument1 SeiteDensity of Water (G/ML) vs. Temperature (°C) : (From Handbook of Chemistry and Physics, 53rd Edition, P. F4)Donig FermanianNoch keine Bewertungen
- 3 Theory Calibration JKBHJGHJGHHFGHFGDokument88 Seiten3 Theory Calibration JKBHJGHJGHHFGHFGDonig FermanianNoch keine Bewertungen
- 0 G UGo T4 HZWL7 H9 WVN L13 A M4 S F9 T QYMh LRQUi YCXVDokument5 Seiten0 G UGo T4 HZWL7 H9 WVN L13 A M4 S F9 T QYMh LRQUi YCXVGajanan Vinayak NaikNoch keine Bewertungen
- Drugs in Pregnancy: A Handbook For Pharmacists and PhysiciansDokument3 SeitenDrugs in Pregnancy: A Handbook For Pharmacists and PhysiciansSeno Adi WicaksonoNoch keine Bewertungen
- PT. Bina Mitra Jaya BersamaDokument25 SeitenPT. Bina Mitra Jaya BersamaHADI PRAYITNONoch keine Bewertungen
- Part I - Sample Questions: COMPETENCY 1: Patient CareDokument20 SeitenPart I - Sample Questions: COMPETENCY 1: Patient CareAbdallah ElmenshawyNoch keine Bewertungen
- 7877978979Dokument16 Seiten7877978979Alembante MollaNoch keine Bewertungen
- Crash Cart Check ListDokument2 SeitenCrash Cart Check ListNDH PHARMACYNoch keine Bewertungen
- Checklist EmergencyDokument5 SeitenChecklist EmergencyGabriella graziani50% (2)
- LPLPO JKN DonyDokument18 SeitenLPLPO JKN DonyAbdurroziNoch keine Bewertungen
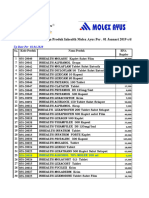
- Price List MOLEX AYUS Per 18.11.2020 (Cabang)Dokument24 SeitenPrice List MOLEX AYUS Per 18.11.2020 (Cabang)Apotek Hilda AlnairaNoch keine Bewertungen
- Multiallergen Immunotherapy For Allergic Rhinitis and AsthmaDokument7 SeitenMultiallergen Immunotherapy For Allergic Rhinitis and AsthmaPeter SalimNoch keine Bewertungen
- Talak KejangDokument52 SeitenTalak KejangRiga Medina IINoch keine Bewertungen
- Ranitidine HCLDokument9 SeitenRanitidine HCLMochammad FerdiansyahNoch keine Bewertungen
- Peritoneal DialysisDokument3 SeitenPeritoneal DialysisGoh Kek BoonNoch keine Bewertungen
- Zarbo (2016) - Integrative Psychotherapy WorksDokument3 SeitenZarbo (2016) - Integrative Psychotherapy WorksAnonymous Fqa80pKNoch keine Bewertungen
- REVISI TARIF OBAT & ALKES 9 JUNI 2020 GhifarDokument322 SeitenREVISI TARIF OBAT & ALKES 9 JUNI 2020 GhifarwisnuNoch keine Bewertungen
- Kanker Payudara PDFDokument20 SeitenKanker Payudara PDFbabehNoch keine Bewertungen
- Hospitals in Eastern Province, Sri LankaDokument4 SeitenHospitals in Eastern Province, Sri LankaJeewajothy JeewaNoch keine Bewertungen
- Lisdexamfetamine Chemistry Pharmacodynamics Pharmacokinetics and Clinical Efficacy Safety and Tolerability in The Treatment of Binge Eating DisorderDokument11 SeitenLisdexamfetamine Chemistry Pharmacodynamics Pharmacokinetics and Clinical Efficacy Safety and Tolerability in The Treatment of Binge Eating DisorderAR AoarNoch keine Bewertungen
- Arte Sun AteDokument9 SeitenArte Sun Atebaitur_rohmah8372Noch keine Bewertungen
- Pharmacology 1Dokument35 SeitenPharmacology 1prabhuNoch keine Bewertungen
- PrescriptionDokument3 SeitenPrescriptionMurali KrishnaNoch keine Bewertungen
- 2023 07 03Dokument11 Seiten2023 07 03maksumahNoch keine Bewertungen
- Medication Order ReviewDokument34 SeitenMedication Order ReviewVidho RiveraNoch keine Bewertungen
- Pedia Recommended DosageDokument5 SeitenPedia Recommended DosageNerak LuNoch keine Bewertungen
- NST and Their FunctionsDokument5 SeitenNST and Their FunctionsyazNoch keine Bewertungen
- Poultry Disease Diagnosis - Picture Book-2Dokument2 SeitenPoultry Disease Diagnosis - Picture Book-2बनकर परिवाराचा लाडका गोट्याNoch keine Bewertungen