Das könnte Ihnen auch gefallen
- Manual de Pre-InducciónDokument61 SeitenManual de Pre-InducciónSergio Condori Mamani100% (1)
- Modelo de Ficha Tecnica de ServicioDokument1 SeiteModelo de Ficha Tecnica de ServicioAndrés Lesmes ZamoraNoch keine Bewertungen
- Taller de Liderazgo en SeguridadDokument75 SeitenTaller de Liderazgo en Seguridadcuriosogeorge100% (1)
- Practic AsDokument2 SeitenPractic AsDimarsing2010Noch keine Bewertungen
- Diseño Procesos Edgar Bello IIaporteDokument4 SeitenDiseño Procesos Edgar Bello IIaporteDimarsing2010Noch keine Bewertungen
- Act 13 Actualizada 60%Dokument13 SeitenAct 13 Actualizada 60%Juan Zapata100% (2)
- Pago Mayo PDFDokument1 SeitePago Mayo PDFDimarsing2010Noch keine Bewertungen
- QuesoDokument2 SeitenQuesoDimarsing2010Noch keine Bewertungen
- QuesoDokument2 SeitenQuesoDimarsing2010Noch keine Bewertungen
- Diseño Procesos Edgar Bello IIaporteDokument4 SeitenDiseño Procesos Edgar Bello IIaporteDimarsing2010Noch keine Bewertungen
- 102503Dokument6 Seiten102503Dimarsing2010Noch keine Bewertungen
- BLANADokument4 SeitenBLANADimarsing2010Noch keine Bewertungen
- FormatoDokument10 SeitenFormatoDimarsing2010Noch keine Bewertungen
- Fase 1 FaseDokument12 SeitenFase 1 FaseDimarsing2010Noch keine Bewertungen
- Momento 1Dokument9 SeitenMomento 1Dimarsing2010Noch keine Bewertungen
- Fase 1 FaseDokument12 SeitenFase 1 FaseDimarsing2010Noch keine Bewertungen
- CUADRODokument2 SeitenCUADRODimarsing2010Noch keine Bewertungen
- CocoacoaDokument4 SeitenCocoacoaDimarsing2010Noch keine Bewertungen
- Ficha Tecnica Del Servicio Contratacion de Personas Bienes y ServiciosDokument12 SeitenFicha Tecnica Del Servicio Contratacion de Personas Bienes y ServiciosDimarsing2010Noch keine Bewertungen
- Prospectiva TecnologicaDokument53 SeitenProspectiva TecnologicacarrodNoch keine Bewertungen
- Minuta Febrero 2015Dokument2 SeitenMinuta Febrero 2015Dimarsing2010Noch keine Bewertungen
- Guia Taller 1 2022 1Dokument2 SeitenGuia Taller 1 2022 1Patty Lizcano CañasNoch keine Bewertungen
- Unidad 1 Diseño ProductosDokument7 SeitenUnidad 1 Diseño ProductosDimarsing2010Noch keine Bewertungen
- Prospectiva TecnologicaDokument53 SeitenProspectiva TecnologicacarrodNoch keine Bewertungen
- Ficha Tecnica Del Servicio Contratacion de Personas Bienes y ServiciosDokument12 SeitenFicha Tecnica Del Servicio Contratacion de Personas Bienes y ServiciosDimarsing2010Noch keine Bewertungen
- Guia para El Uso de Recursos en El Aprendizaje PracticoDokument3 SeitenGuia para El Uso de Recursos en El Aprendizaje PracticoDimarsing2010Noch keine Bewertungen
- Modulo Diseño Industrial y de Servicios - Ver 2010Dokument178 SeitenModulo Diseño Industrial y de Servicios - Ver 2010Nataly TorresNoch keine Bewertungen
- Tipos de Disenos de ProcesosDokument7 SeitenTipos de Disenos de ProcesosDimarsing2010Noch keine Bewertungen
- Fase 5 TeoriaDokument13 SeitenFase 5 TeoriaDimarsing2010Noch keine Bewertungen
- FinanzasDokument13 SeitenFinanzasDimarsing2010Noch keine Bewertungen
- Fase 5Dokument6 SeitenFase 5Dimarsing2010Noch keine Bewertungen
- Stanley Access Technologies en EspañolDokument8 SeitenStanley Access Technologies en EspañolAngelo Colombo RauterNoch keine Bewertungen
- Buscar en Internet Las Funciones de La Secretaria Técnica de Gestión de RiesgosDokument11 SeitenBuscar en Internet Las Funciones de La Secretaria Técnica de Gestión de RiesgosDavid TobarNoch keine Bewertungen
- Interruptor DiferencialDokument6 SeitenInterruptor DiferencialRenzo CallegariNoch keine Bewertungen
- LDPlayer - Mejor Emulador de Android para Juegos en PCDokument5 SeitenLDPlayer - Mejor Emulador de Android para Juegos en PCedmilosNoch keine Bewertungen
- Fresa DoDokument34 SeitenFresa DoFabrizio BarcelóNoch keine Bewertungen
- Diseño y Manufactura SustentableDokument2 SeitenDiseño y Manufactura SustentableNestor Lendizabal0% (1)
- Mec2t2 2014 2Dokument4 SeitenMec2t2 2014 2Reyner LozaNoch keine Bewertungen
- Presentación 1er Parcial TotalDokument107 SeitenPresentación 1er Parcial TotalJesus Alberto MartinezNoch keine Bewertungen
- Parcial 2 Informatica 2Dokument4 SeitenParcial 2 Informatica 2Jorge Oscar GorordoNoch keine Bewertungen
- Tarea 1 FonoaudiologiaDokument3 SeitenTarea 1 FonoaudiologiaCarlos AlvaradoNoch keine Bewertungen
- Tr2 - Centro de DistribucionDokument8 SeitenTr2 - Centro de DistribucionMiguel LeyvaNoch keine Bewertungen
- HiveDokument6 SeitenHiveManuel CorreaNoch keine Bewertungen
- Motor 3516 B CatDokument23 SeitenMotor 3516 B Cathicham.idrisi.khihalNoch keine Bewertungen
- Adiccion A Las Redes Sociales - Taller de Inv IIDokument53 SeitenAdiccion A Las Redes Sociales - Taller de Inv IILilyPT100% (2)
- Gestion Del Capital Humano Unidad 2Dokument9 SeitenGestion Del Capital Humano Unidad 2Giovanni Sétroc0% (1)
- Critec Potential Equalization Clamp: CaracterísticasDokument1 SeiteCritec Potential Equalization Clamp: CaracterísticasNorbac MrvNoch keine Bewertungen
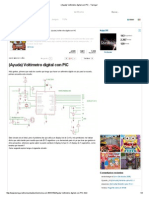
- (Ayuda) Voltimetro Digital Con PIC - Taringa!Dokument3 Seiten(Ayuda) Voltimetro Digital Con PIC - Taringa!Andres CamachoiNoch keine Bewertungen
- Examenes Cap 4Dokument7 SeitenExamenes Cap 4lisbednavarro200Noch keine Bewertungen
- La Importancia de Las TIC en La EducaciónDokument41 SeitenLa Importancia de Las TIC en La Educaciónmayra piñeroNoch keine Bewertungen
- User Manual - Acer - 1.0 - A - A PDFDokument78 SeitenUser Manual - Acer - 1.0 - A - A PDFmiguel sotoNoch keine Bewertungen
- Circuitos ImpresosDokument9 SeitenCircuitos ImpresosHernández Urbano OscarNoch keine Bewertungen
- Servicios de Telecomunicaciones Que Se Prestan en VenezuelaDokument20 SeitenServicios de Telecomunicaciones Que Se Prestan en Venezuelagerardo_love1050% (2)
- Cuadro Comparativo de Ventajas y Desventajas de Los Tipos de DepartamentalizaciónDokument1 SeiteCuadro Comparativo de Ventajas y Desventajas de Los Tipos de DepartamentalizaciónCreative BrainNoch keine Bewertungen
- DocDatosGenerales 66912 3A1 8 1 2015 12 14 15 24 28 173 1Dokument3 SeitenDocDatosGenerales 66912 3A1 8 1 2015 12 14 15 24 28 173 1Ricardo TorresNoch keine Bewertungen
- CUESTIONARIODokument2 SeitenCUESTIONARIOCHRISTIAN ROJAS HUAMANNoch keine Bewertungen
- Prueba de Capitulo 3 de CiscoDokument1 SeitePrueba de Capitulo 3 de CiscoSilvana GutierrezNoch keine Bewertungen
- Interventoría y SupervisiónDokument3 SeitenInterventoría y SupervisiónKevin Ernesto Caicedo MinaNoch keine Bewertungen
- Diplomado Gerencia Con BIMDokument2 SeitenDiplomado Gerencia Con BIMnelson joss suarezNoch keine Bewertungen