Das könnte Ihnen auch gefallen
- ДСТУ EN ISO 5579 - 2014 Неруйнівний контроль. РадіографічDokument17 SeitenДСТУ EN ISO 5579 - 2014 Неруйнівний контроль. РадіографічЮрий Костенко100% (1)
- ASTM E2660 RadiographyDokument5 SeitenASTM E2660 RadiographyalirezaattariNoch keine Bewertungen
- BS en Iso 3059-2012 - 2018-04-04 - 10-24-59 AmDokument10 SeitenBS en Iso 3059-2012 - 2018-04-04 - 10-24-59 AmarbabNoch keine Bewertungen
- Astm Se-273Dokument5 SeitenAstm Se-273Deyci Yamile Peña SantosNoch keine Bewertungen
- 2-EN - ISO - 19285 - 2017 PAUT - Англ+Перевод - 05.01.2018Dokument27 Seiten2-EN - ISO - 19285 - 2017 PAUT - Англ+Перевод - 05.01.2018123Noch keine Bewertungen
- BS EN 1090-2:2008 Non-destructive testing requirementsDokument1 SeiteBS EN 1090-2:2008 Non-destructive testing requirementseghashangzadehNoch keine Bewertungen
- Iso 17638 IzvodDokument16 SeitenIso 17638 IzvodAleksandar StojanovicNoch keine Bewertungen
- Article 5 Ultrasonic Examination Methods For MaterialsDokument10 SeitenArticle 5 Ultrasonic Examination Methods For Materialsr_ramiresNoch keine Bewertungen
- BS EN 10160 1999 Ultrasonic Testing of Steel Flat Product of Thickness Equal or Greater Than 6mm (Reflection Method) PDFDokument19 SeitenBS EN 10160 1999 Ultrasonic Testing of Steel Flat Product of Thickness Equal or Greater Than 6mm (Reflection Method) PDFRenier KoenNoch keine Bewertungen
- Iso 9712 2021Dokument52 SeitenIso 9712 2021Jonathan OlavarriaNoch keine Bewertungen
- NDT-Verify Steel WeldsDokument1 SeiteNDT-Verify Steel Weldskinglordofato100% (1)
- 729 Part 4Dokument44 Seiten729 Part 4Kaushik SenguptaNoch keine Bewertungen
- BS en 10306 - 2002Dokument18 SeitenBS en 10306 - 2002subbarao100% (1)
- Belgian Standard ISO 10863 2020 EN ISO 10863 2020 NBN EN ISO 10863 2020Dokument12 SeitenBelgian Standard ISO 10863 2020 EN ISO 10863 2020 NBN EN ISO 10863 2020Luong Ho Vu100% (1)
- Is 9902 2004 PDFDokument11 SeitenIs 9902 2004 PDFAgniva DuttaNoch keine Bewertungen
- Ruane MTDokument40 SeitenRuane MT9703422499Noch keine Bewertungen
- Iso 17577-2006Dokument18 SeitenIso 17577-2006Tuan Pham Anh50% (2)
- BS en 10228-1 2016 (E) PDFDokument20 SeitenBS en 10228-1 2016 (E) PDF김석천0% (1)
- Iso 16809Dokument44 SeitenIso 16809edcaabayNoch keine Bewertungen
- Application DIN 2303Dokument8 SeitenApplication DIN 2303Marcelle Poll100% (1)
- BS en 12668-1-2010Dokument48 SeitenBS en 12668-1-2010lamhuu quangNoch keine Bewertungen
- Iso-Tc135-Sc3 - Iso - Dis - 2400 - 2011 PDFDokument12 SeitenIso-Tc135-Sc3 - Iso - Dis - 2400 - 2011 PDFVuong Tran VanNoch keine Bewertungen
- BS 2452 (1954)Dokument30 SeitenBS 2452 (1954)siswou100% (1)
- Jis G 0582-2012Dokument26 SeitenJis G 0582-2012Tuyen nguyen danhNoch keine Bewertungen
- Din en 12680-1Dokument33 SeitenDin en 12680-1vafavafaNoch keine Bewertungen
- NDT Procedure BS EN 10306:2002 (Full Version Available From N-D-T.com)Dokument6 SeitenNDT Procedure BS EN 10306:2002 (Full Version Available From N-D-T.com)Mark BrailsfordNoch keine Bewertungen
- DIN en 1369 - 2013-01 - Magnetic Particle TestingDokument1 SeiteDIN en 1369 - 2013-01 - Magnetic Particle TestingdanmertzNoch keine Bewertungen
- Iso 5580-1985 Illuminators RT PDFDokument9 SeitenIso 5580-1985 Illuminators RT PDFMario Gaytan100% (1)
- Fracture Testing According EN 9017Dokument3 SeitenFracture Testing According EN 9017Anil100% (1)
- 2771947Dokument2 Seiten2771947aakashNoch keine Bewertungen
- Iso 4761 2022Dokument10 SeitenIso 4761 2022lequanghocNoch keine Bewertungen
- DIN 17175-79 Seamless Steel Tubes Chemical CompositionsDokument0 SeitenDIN 17175-79 Seamless Steel Tubes Chemical CompositionsAhmed SaadNoch keine Bewertungen
- En 12454 1998 Founding Visual Examination of Surface Discontinuities Steal Sand CastingsDokument8 SeitenEn 12454 1998 Founding Visual Examination of Surface Discontinuities Steal Sand CastingsluizNoch keine Bewertungen
- ISO-11666-2010 - UT Acceptance LevelsDokument21 SeitenISO-11666-2010 - UT Acceptance LevelsOprisor CostinNoch keine Bewertungen
- As 2207-2007 Non-Destructive Testing - Ultrasonic Testing of Fusion Welded Joints in Carbon and Low Alloy SteDokument7 SeitenAs 2207-2007 Non-Destructive Testing - Ultrasonic Testing of Fusion Welded Joints in Carbon and Low Alloy SteSAI Global - APAC0% (2)
- BS EN ISO 9934-1 Current CalculationDokument3 SeitenBS EN ISO 9934-1 Current Calculationbhavin178Noch keine Bewertungen
- European Standard EN 14584 Norme Europeenne Europaische NormDokument15 SeitenEuropean Standard EN 14584 Norme Europeenne Europaische Normvassili_iuNoch keine Bewertungen
- Screen Height Linearity - Asme VDokument2 SeitenScreen Height Linearity - Asme VAngelTinocoNoch keine Bewertungen
- NDT Procedure BS EN 10160:1999 (Full Version Available From N-D-T.com)Dokument6 SeitenNDT Procedure BS EN 10160:1999 (Full Version Available From N-D-T.com)Mark BrailsfordNoch keine Bewertungen
- BS en 00287-6-2010Dokument26 SeitenBS en 00287-6-2010Shan Sandaruwan AbeywardeneNoch keine Bewertungen
- Phased Array Probes and Wedges: Probe CatalogDokument3 SeitenPhased Array Probes and Wedges: Probe CatalogDavidMontillaNoch keine Bewertungen
- Iso 14096 1 2005Dokument18 SeitenIso 14096 1 2005RONALD ALFONSO PACHECO TORRESNoch keine Bewertungen
- BS 5996 (1993) Specification ForAcceptanc Levels For Internal Imperfections in Steel Late, Strip and Wide Flats, Based On Ultrasonic TestingDokument14 SeitenBS 5996 (1993) Specification ForAcceptanc Levels For Internal Imperfections in Steel Late, Strip and Wide Flats, Based On Ultrasonic TestingZoltán PálfyNoch keine Bewertungen
- Rules For Carrying Out Non-Destructive Examinations of Welding PDFDokument43 SeitenRules For Carrying Out Non-Destructive Examinations of Welding PDFHasib Ul Haque AmitNoch keine Bewertungen
- Level II UTDokument4 SeitenLevel II UTAkshith Sullia100% (1)
- Terms Used in Ultrasonic Testing BSEN 1330-4 PDFDokument95 SeitenTerms Used in Ultrasonic Testing BSEN 1330-4 PDFThe Normal HeartNoch keine Bewertungen
- Requirements For Viewers Bsen25580 PDFDokument13 SeitenRequirements For Viewers Bsen25580 PDFThe Normal HeartNoch keine Bewertungen
- IACS Rec-69-Rev2-Oct-2020-Ul (NDT)Dokument21 SeitenIACS Rec-69-Rev2-Oct-2020-Ul (NDT)Al aminNoch keine Bewertungen
- Astm e 1001Dokument9 SeitenAstm e 1001KEN KNoch keine Bewertungen
- Welding Procedure Standards and Qualification CodesDokument4 SeitenWelding Procedure Standards and Qualification CodesBalkishan DyavanapellyNoch keine Bewertungen
- ANDTBF - 06 NDT Training SyllabusDokument34 SeitenANDTBF - 06 NDT Training SyllabusHeidi CoxNoch keine Bewertungen
- ASME Code Case 2600 PDFDokument2 SeitenASME Code Case 2600 PDFrotero_pujolNoch keine Bewertungen
- Sep 1922 enDokument7 SeitenSep 1922 enIngo Becker100% (2)
- Astm E2491-06Dokument13 SeitenAstm E2491-06Andi DaudNoch keine Bewertungen
- GE Mentor EM Weld BrochureDokument6 SeitenGE Mentor EM Weld BrochuredimachampionNoch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- ASME Section V Article 1Dokument15 SeitenASME Section V Article 1edwinjaviersierra100% (3)
- Indice ASME OM PDFDokument16 SeitenIndice ASME OM PDFAnonymous yh6lpx0% (1)
- 2cep ComplianceDokument7 Seiten2cep ComplianceShojikuriakoseTNoch keine Bewertungen
- 04 Samss 042Dokument6 Seiten04 Samss 042ShojikuriakoseTNoch keine Bewertungen
- 04 Samss 048 PDFDokument9 Seiten04 Samss 048 PDFShojikuriakoseTNoch keine Bewertungen
- 34 Samss 711Dokument26 Seiten34 Samss 711ShojikuriakoseTNoch keine Bewertungen
- Astm A333 PDFDokument8 SeitenAstm A333 PDFrams789Noch keine Bewertungen
- Ayuda Asme B36.10M PDFDokument26 SeitenAyuda Asme B36.10M PDFEdgargar100% (1)
- Ayuda Asme B36.10M PDFDokument26 SeitenAyuda Asme B36.10M PDFEdgargar100% (1)
- 04 Samss 048 PDFDokument9 Seiten04 Samss 048 PDFShojikuriakoseTNoch keine Bewertungen
- 04 Samss 005Dokument10 Seiten04 Samss 005ShojikuriakoseT100% (1)
- Astm A333 PDFDokument8 SeitenAstm A333 PDFrams789Noch keine Bewertungen
- ASNT NDT Level III Certification GuideDokument8 SeitenASNT NDT Level III Certification GuideIndigo Wave0% (2)
- A 105 N PDFDokument6 SeitenA 105 N PDFShojikuriakoseTNoch keine Bewertungen
- DNV Inspection RequirementDokument1 SeiteDNV Inspection RequirementShojikuriakoseTNoch keine Bewertungen
- Astm A 519Dokument12 SeitenAstm A 519ShojikuriakoseTNoch keine Bewertungen
- ASNT NDT Level III Certification GuideDokument8 SeitenASNT NDT Level III Certification GuideIndigo Wave0% (2)
- ASNT NDT Level III Certification GuideDokument8 SeitenASNT NDT Level III Certification GuideIndigo Wave0% (2)
- Hampel PaintDokument2 SeitenHampel PaintdaimaheshNoch keine Bewertungen
- Filter Element Specification Sheet - OHIO INDUSTRIALDokument1 SeiteFilter Element Specification Sheet - OHIO INDUSTRIALShojikuriakoseTNoch keine Bewertungen
- Zinc CoatingsDokument16 SeitenZinc CoatingsShojikuriakoseT100% (2)
- Presentation-of-C-14-falta-pepe (1) .PPTMDokument29 SeitenPresentation-of-C-14-falta-pepe (1) .PPTMJesus100% (1)
- Dynamics (Linear Impulse and Momentum)Dokument4 SeitenDynamics (Linear Impulse and Momentum)YadanaNoch keine Bewertungen
- 2D Analysis of Naca-2406 Airfoil by Ansys and XfoilDokument10 Seiten2D Analysis of Naca-2406 Airfoil by Ansys and XfoilPrabowo Galih MNoch keine Bewertungen
- B Tech Mechatronic Syllanus Sem I-Vi PDFDokument60 SeitenB Tech Mechatronic Syllanus Sem I-Vi PDFprNoch keine Bewertungen
- Module 2 Electromagnetic WavesDokument45 SeitenModule 2 Electromagnetic WavesArnav AryaNoch keine Bewertungen
- Lecture On Thermoelectric EffectDokument16 SeitenLecture On Thermoelectric EffectjacobNoch keine Bewertungen
- Martensitic TransformationsDokument38 SeitenMartensitic TransformationsquitzlcoatlNoch keine Bewertungen
- Basic Electrical Engineering: BY R. Sivaprasad, Lecturer in Eee, Govt. Polytechnic, SatyaveduDokument77 SeitenBasic Electrical Engineering: BY R. Sivaprasad, Lecturer in Eee, Govt. Polytechnic, Satyavedurathina4careerNoch keine Bewertungen
- CBSE Grade 12 Physics Project 2015: Refractive Indices of Some Common LiquidsDokument24 SeitenCBSE Grade 12 Physics Project 2015: Refractive Indices of Some Common LiquidsSyed Husam100% (1)
- Deposition and Characterization of Copper Oxide Thin FilmsDokument5 SeitenDeposition and Characterization of Copper Oxide Thin FilmsmirelamanteamirelaNoch keine Bewertungen
- Physics Yybbu2023Dokument49 SeitenPhysics Yybbu2023manish1903Noch keine Bewertungen
- Distillation Column Design DocumentationDokument41 SeitenDistillation Column Design DocumentationFELIPE DURANNoch keine Bewertungen
- What Is Specific Heat Capacity: EquationDokument3 SeitenWhat Is Specific Heat Capacity: Equationmikayla bryanNoch keine Bewertungen
- Free Span Oscillation Due ToDokument43 SeitenFree Span Oscillation Due TotarekeeeNoch keine Bewertungen
- Kimet JusufiDokument7 SeitenKimet JusufiFatlum RushitiNoch keine Bewertungen
- Scheme of Work - FM 4 PhysicsDokument27 SeitenScheme of Work - FM 4 PhysicsAnonymous aiinSGRwsNoch keine Bewertungen
- Lecture 5Dokument43 SeitenLecture 5Mjj VegaNoch keine Bewertungen
- Thermal Physics - Rod in CylinderDokument5 SeitenThermal Physics - Rod in CylinderLUIS HUMBERTO MARTINEZ PALMETHNoch keine Bewertungen
- Light Metals 2012Dokument5 SeitenLight Metals 2012Sinan YıldızNoch keine Bewertungen
- Chapter 3 DynamicsDokument8 SeitenChapter 3 DynamicsIzzat FatimaNoch keine Bewertungen
- Electric Power Engineering Lecture NotesDokument209 SeitenElectric Power Engineering Lecture NotesRaj Boda0% (1)
- 10B KTGDokument16 Seiten10B KTGgourav gargNoch keine Bewertungen
- X-Rays: 14 An X-Ray Beam of Initial Intensity 50 W MDokument5 SeitenX-Rays: 14 An X-Ray Beam of Initial Intensity 50 W MCarlos KasambiraNoch keine Bewertungen
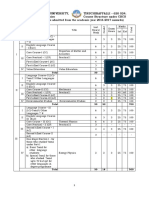
- Bharathidasan University, Tiruchirappalli - 620 024. B.Sc. Physics Course Structure Under CBCSDokument27 SeitenBharathidasan University, Tiruchirappalli - 620 024. B.Sc. Physics Course Structure Under CBCSSarjithNoch keine Bewertungen
- Solved Problems of Laser Chapter 4 KeiserDokument35 SeitenSolved Problems of Laser Chapter 4 Keisersohaib50% (2)
- JEE Mains 2024 Question Paper Shift 2 27 JanDokument4 SeitenJEE Mains 2024 Question Paper Shift 2 27 JanAnjali SahooNoch keine Bewertungen
- Topic 1: Simple Stress: Mechanics of Deformable BodiesDokument26 SeitenTopic 1: Simple Stress: Mechanics of Deformable BodiesLavenzel YbanezNoch keine Bewertungen
- Binding QDokument5 SeitenBinding Qpraveen alwisNoch keine Bewertungen
- Measurement and Prediction of Densities and Viscosities of Aqueous Binary and Ternary Solutions at Temperatures From 20 To 60 °c PDFDokument42 SeitenMeasurement and Prediction of Densities and Viscosities of Aqueous Binary and Ternary Solutions at Temperatures From 20 To 60 °c PDFnoviNoch keine Bewertungen
- 18 MN216 Fluid Mechanics IDokument2 Seiten18 MN216 Fluid Mechanics Ijorge luisNoch keine Bewertungen