Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- CH 3 3502Dokument9 SeitenCH 3 3502ahmadskhanNoch keine Bewertungen
- Center of Mass3Dokument2 SeitenCenter of Mass3ahmadskhanNoch keine Bewertungen
- Campus Parking Map 2014 0Dokument1 SeiteCampus Parking Map 2014 0ahmadskhanNoch keine Bewertungen
- Ch3 Work and EnergyDokument25 SeitenCh3 Work and EnergyahmadskhanNoch keine Bewertungen
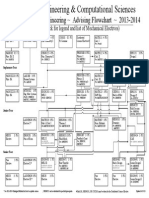
- B.S. Mechanical Engineering Advising Flowchart 2013-2014Dokument2 SeitenB.S. Mechanical Engineering Advising Flowchart 2013-2014ahmadskhanNoch keine Bewertungen
- Career Fair Prep GuideDokument18 SeitenCareer Fair Prep GuideahmadskhanNoch keine Bewertungen
- FAO Symposium OnDokument42 SeitenFAO Symposium OnDhaval AcharyaNoch keine Bewertungen
- Aerodynamics Pressure CoefficientsDokument3 SeitenAerodynamics Pressure CoefficientsPraketa SaxenaNoch keine Bewertungen
- H S S X S S HDokument4 SeitenH S S X S S HahmadskhanNoch keine Bewertungen
- 20130511233558467Dokument3 Seiten20130511233558467ahmadskhanNoch keine Bewertungen
- Chemical Composition and Nutritional Quality of Wheat Grain: Zuzana Šramková, Edita Gregová, Ernest ŠturdíkDokument24 SeitenChemical Composition and Nutritional Quality of Wheat Grain: Zuzana Šramková, Edita Gregová, Ernest Šturdíkdsandos2001Noch keine Bewertungen
- Solution To Two-Dimensional Incompressible Navier-Stokes Equations With SIMPLE, SIMPLER and Vorticity-Stream Function Approaches. Driven-Lid Cavity Problem: Solution and VisualizationDokument13 SeitenSolution To Two-Dimensional Incompressible Navier-Stokes Equations With SIMPLE, SIMPLER and Vorticity-Stream Function Approaches. Driven-Lid Cavity Problem: Solution and VisualizationahmadskhanNoch keine Bewertungen
- 5103 Syl Lab Us 2009Dokument3 Seiten5103 Syl Lab Us 2009ahmadskhanNoch keine Bewertungen
- Dynamics HW Cover SheetDokument1 SeiteDynamics HW Cover SheetahmadskhanNoch keine Bewertungen
- Uncertainty ExamplesDokument3 SeitenUncertainty ExamplesahmadskhanNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- DGKCC Internship ReportDokument17 SeitenDGKCC Internship ReportMuhammad AtharNoch keine Bewertungen
- Kaibigan, Kabarkada, Kaeskwela: Pinoy Friendships and School LifeDokument47 SeitenKaibigan, Kabarkada, Kaeskwela: Pinoy Friendships and School LifeGerald M. LlanesNoch keine Bewertungen
- The Impact of Online Games To The AcademicDokument20 SeitenThe Impact of Online Games To The AcademicJessica BacaniNoch keine Bewertungen
- Solutions - HW 3, 4Dokument5 SeitenSolutions - HW 3, 4batuhany90Noch keine Bewertungen
- Baumer Tdp02 Tdpz02 Ds enDokument4 SeitenBaumer Tdp02 Tdpz02 Ds enQamar ZiaNoch keine Bewertungen
- Syllabus: Cambridge IGCSE (9-1) Art & Design 0989Dokument27 SeitenSyllabus: Cambridge IGCSE (9-1) Art & Design 0989Jashan LoombaNoch keine Bewertungen
- 525 2383 2 PBDokument5 Seiten525 2383 2 PBiwang saudjiNoch keine Bewertungen
- Contemp Module 56Dokument5 SeitenContemp Module 56crisanta pizonNoch keine Bewertungen
- Epson EcoTank ITS Printer L4150 DatasheetDokument2 SeitenEpson EcoTank ITS Printer L4150 DatasheetWebAntics.com Online Shopping StoreNoch keine Bewertungen
- Directorate of Indian Medicines & Homoeopathy, Orissa, Bhubaneswar Listof The Homoeopathic Dispensaries BhadrakDokument1 SeiteDirectorate of Indian Medicines & Homoeopathy, Orissa, Bhubaneswar Listof The Homoeopathic Dispensaries Bhadrakbiswajit mathematicsNoch keine Bewertungen
- Synopsis SsDokument14 SeitenSynopsis SsJYOTI KATIYAR SVUNoch keine Bewertungen
- Applications PDFDokument90 SeitenApplications PDFahmedNoch keine Bewertungen
- GRADE 302: Element Content (%)Dokument3 SeitenGRADE 302: Element Content (%)Shashank Saxena100% (1)
- Section ADokument7 SeitenSection AZeeshan HaiderNoch keine Bewertungen
- Thesis Preliminary PagesDokument8 SeitenThesis Preliminary Pagesukyo0801Noch keine Bewertungen
- IJREAMV06I0969019Dokument5 SeitenIJREAMV06I0969019UNITED CADDNoch keine Bewertungen
- Assignment On Porters Generic StrategiesDokument12 SeitenAssignment On Porters Generic StrategiesGeetinder Singh78% (9)
- KPR College of Arts Science and Research: Marketing ManagementDokument127 SeitenKPR College of Arts Science and Research: Marketing ManagementSekar M KPRCAS-CommerceNoch keine Bewertungen
- Revised Exam PEDokument3 SeitenRevised Exam PEJohn Denver De la Cruz0% (1)
- The Two Diode Bipolar Junction Transistor ModelDokument3 SeitenThe Two Diode Bipolar Junction Transistor ModelAlbertoNoch keine Bewertungen
- BPI - I ExercisesDokument241 SeitenBPI - I Exercisesdivyajeevan89Noch keine Bewertungen
- Pep 2Dokument54 SeitenPep 2vasubandi8Noch keine Bewertungen
- Statistics and Probability Course Syllabus (2023) - SignedDokument3 SeitenStatistics and Probability Course Syllabus (2023) - SignedDarence Fujihoshi De AngelNoch keine Bewertungen
- Amazon VS WalmartDokument5 SeitenAmazon VS WalmartBrandy M. Twilley100% (1)
- 1941 Iraq and The IlluminatiDokument4 Seiten1941 Iraq and The IlluminatiZaneWeltonNoch keine Bewertungen
- 0801871441Dokument398 Seiten0801871441xLeelahx50% (2)
- Viking 062293Dokument8 SeitenViking 062293Lukman ZakariyahNoch keine Bewertungen
- Angles, Bearings and AzimuthDokument10 SeitenAngles, Bearings and AzimuthMarc Dared CagaoanNoch keine Bewertungen
- RF Based Dual Mode RobotDokument17 SeitenRF Based Dual Mode Robotshuhaibasharaf100% (2)
- Subtotal Gastrectomy For Gastric CancerDokument15 SeitenSubtotal Gastrectomy For Gastric CancerRUBEN DARIO AGRESOTTNoch keine Bewertungen