Das könnte Ihnen auch gefallen
- Proceso de MicrofundicionDokument6 SeitenProceso de MicrofundicionAndres Chockee RoqeNoch keine Bewertungen
- Guia No 1 MicrofundicionDokument19 SeitenGuia No 1 MicrofundicionJavier Mauricio Neira CastrillonNoch keine Bewertungen
- Perdida de CeraDokument18 SeitenPerdida de CeraDaniel Humberto Hospina RiosNoch keine Bewertungen
- Practica 3 FundicionDokument5 SeitenPractica 3 FundicionIvan OGNoch keine Bewertungen
- Guias de Laboratorio 1 de Manufactura FUNDICION en ARENADokument9 SeitenGuias de Laboratorio 1 de Manufactura FUNDICION en ARENAJonathan Luján LópezNoch keine Bewertungen
- Microfundición de aleaciones: materiales, procesos y ventajasDokument4 SeitenMicrofundición de aleaciones: materiales, procesos y ventajasAngelica Daniela Cely GonzalezNoch keine Bewertungen
- Moldeo Por CascaraDokument10 SeitenMoldeo Por CascaraRonald Alex Ortecho CastilloNoch keine Bewertungen
- Cuestionario y Analisis de Video (Matus Carmona Jesus) .Dokument13 SeitenCuestionario y Analisis de Video (Matus Carmona Jesus) .jesus matus carmonaNoch keine Bewertungen
- Diapositivas ProcesosDokument19 SeitenDiapositivas ProcesosJorge MorosNoch keine Bewertungen
- Cera Perdida y Shell MouldingDokument7 SeitenCera Perdida y Shell MouldingStevenPalaciosNoch keine Bewertungen
- Fundición de PrecisiónDokument4 SeitenFundición de PrecisiónNeff VázquezNoch keine Bewertungen
- Fundiciones Sergio Zabala PDFDokument21 SeitenFundiciones Sergio Zabala PDFsergio andres zabala suarezNoch keine Bewertungen
- Procesos de Manufactura MikeDokument8 SeitenProcesos de Manufactura MikeKazuma SatōNoch keine Bewertungen
- Proceso de fabricación de prótesis por fundición y vaciadoDokument5 SeitenProceso de fabricación de prótesis por fundición y vaciadoGuillermoArturoGonzalezVillagomezNoch keine Bewertungen
- Modelos Desechables. FundiciónDokument11 SeitenModelos Desechables. FundiciónCesar ReyesNoch keine Bewertungen
- MOLDEO - Martínez Lucero Victor - T2Dokument4 SeitenMOLDEO - Martínez Lucero Victor - T2Victor Martinez LuceroNoch keine Bewertungen
- Expocision Shell Molding o Moldeo en Cáscara 2022Dokument18 SeitenExpocision Shell Molding o Moldeo en Cáscara 2022Meday BaltodanoNoch keine Bewertungen
- Informe No.2 Practica de MoldeoDokument11 SeitenInforme No.2 Practica de MoldeoJuanCaicedoNoch keine Bewertungen
- Sistemas de Manufactura - Semana 2 VirtualDokument3 SeitenSistemas de Manufactura - Semana 2 Virtualsjdjd ddjdjfNoch keine Bewertungen
- Fundición A Cera PerdidaDokument1 SeiteFundición A Cera PerdidaMuluquita VillaNoch keine Bewertungen
- Procesos de Fabricacion U5Dokument79 SeitenProcesos de Fabricacion U5Maiiky Ramirez EsparzaNoch keine Bewertungen
- Procesamiento de Ceramicos, Vidrios y SuperconductoresDokument17 SeitenProcesamiento de Ceramicos, Vidrios y SuperconductoresOrlando Charis PerezNoch keine Bewertungen
- Estado Del ArteDokument4 SeitenEstado Del ArtejoseNoch keine Bewertungen
- Guias de Laboratorio 1 de Manufactura FUNDICION en ARENADokument10 SeitenGuias de Laboratorio 1 de Manufactura FUNDICION en ARENAFrank de la CruzNoch keine Bewertungen
- Informe FundicionDokument8 SeitenInforme FundicionJoan Sebastian Caraballo LopezNoch keine Bewertungen
- AdobeDokument41 SeitenAdobeGabrielaNoch keine Bewertungen
- Proceso de Fabricación de RefractariaDokument8 SeitenProceso de Fabricación de RefractariaMarioNoch keine Bewertungen
- Fundición de Cascara CeramicaDokument1 SeiteFundición de Cascara CeramicaJorge CanalesNoch keine Bewertungen
- Elaboración de moldes y fabricación de piezas mecánicasDokument29 SeitenElaboración de moldes y fabricación de piezas mecánicaseverardo uriel montes pachecoNoch keine Bewertungen
- Bryan Rivera - 7960 - Fundición Mediante La Técnica de Cera PerdidaDokument4 SeitenBryan Rivera - 7960 - Fundición Mediante La Técnica de Cera PerdidaBryan RiveraNoch keine Bewertungen
- Diseño y Manufactura de Una CocinaDokument7 SeitenDiseño y Manufactura de Una CocinaAriel Fernando Condori CalichoNoch keine Bewertungen
- Informe 6Dokument19 SeitenInforme 6ruttNoch keine Bewertungen
- Fundicion CentrifugaDokument9 SeitenFundicion CentrifugaJuan CurveloNoch keine Bewertungen
- 2.3 Diseño y Conformacion de MoldesDokument19 Seiten2.3 Diseño y Conformacion de MoldesJonathan Talamantes67% (3)
- ApuntesDokument9 SeitenApuntesOscar AmbrossioNoch keine Bewertungen
- Acabados SuperficialesDokument26 SeitenAcabados SuperficialesMarisol GonzalezNoch keine Bewertungen
- Jose Bejarano Delfin - Actividad 3Dokument27 SeitenJose Bejarano Delfin - Actividad 3Jose Bejarano DelfinNoch keine Bewertungen
- Modelo FundiciónDokument5 SeitenModelo FundiciónRoy Quispe HuayllapumaNoch keine Bewertungen
- Informe Practica 5Dokument5 SeitenInforme Practica 5Gissela PumisachoNoch keine Bewertungen
- Ceratec Instruction Manual - Press Over Metal - EspanolDokument18 SeitenCeratec Instruction Manual - Press Over Metal - Espanoljesusarjona05Noch keine Bewertungen
- Las SiliconasDokument10 SeitenLas SiliconasDavid Antonio H CuevaNoch keine Bewertungen
- Proceso de RectificadoDokument28 SeitenProceso de Rectificadodep25Noch keine Bewertungen
- MoldeoDokument9 SeitenMoldeocxgarcianNoch keine Bewertungen
- Inv. 1 Acabados SuperficialesDokument14 SeitenInv. 1 Acabados SuperficialesMarissaReyesNoch keine Bewertungen
- Clasificación de MoldesDokument7 SeitenClasificación de MoldesJAMA REALPE ELIAN FERNANDONoch keine Bewertungen
- Trabajo de Poleas ManufacturaDokument16 SeitenTrabajo de Poleas ManufacturaSebastian Quispe CapchaNoch keine Bewertungen
- Fundición en ArenaDokument4 SeitenFundición en ArenaJuanDuqueUribeNoch keine Bewertungen
- Informe 5 FundicionDokument6 SeitenInforme 5 FundicionAriel DíazNoch keine Bewertungen
- Paractica de MoldeoDokument6 SeitenParactica de MoldeoLucia DominguezNoch keine Bewertungen
- FUNDICIONDokument18 SeitenFUNDICIONMarlen MenchacaNoch keine Bewertungen
- Cuestionario 11procesos de La Fundicion DemetalesDokument26 SeitenCuestionario 11procesos de La Fundicion Demetalesstephany andrea57% (7)
- Unidad 3Dokument9 SeitenUnidad 3Sami FloresNoch keine Bewertungen
- Guia de Laboratorio 1 de Manufactura FUNDICION en ARENADokument8 SeitenGuia de Laboratorio 1 de Manufactura FUNDICION en ARENAEvelynChacañaSalasNoch keine Bewertungen
- Die Casting (Fundición A Presión)Dokument26 SeitenDie Casting (Fundición A Presión)AngieFdaAlfonsoMendezNoch keine Bewertungen
- Soporte de AluminioDokument41 SeitenSoporte de AluminioedyNoch keine Bewertungen
- MaterialesConstrucciónDokument25 SeitenMaterialesConstrucciónClaudio ArosNoch keine Bewertungen
- Exposicion SoldaduraDokument73 SeitenExposicion SoldaduraMoOn FloresNoch keine Bewertungen
- Moldeo y colada de aluminio en fundición de piezasDokument16 SeitenMoldeo y colada de aluminio en fundición de piezasprince zamudioNoch keine Bewertungen
- Cap 14 CuestionarioDokument4 SeitenCap 14 CuestionarioLucee AndresNoch keine Bewertungen
- Informe EjecutivoDokument4 SeitenInforme EjecutivoArmando Martinez GNoch keine Bewertungen
- TallerDokument1 SeiteTallerArmando Martinez GNoch keine Bewertungen
- Carta ServigasDokument1 SeiteCarta ServigasArmando Martinez GNoch keine Bewertungen
- Cioran, E. M. - Silogismos de La AmarguraDokument124 SeitenCioran, E. M. - Silogismos de La AmarguraUsted No100% (2)
- Modulo OperacionalDokument6 SeitenModulo OperacionalArmando Martinez GNoch keine Bewertungen
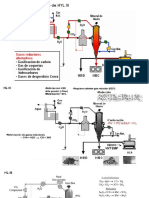
- Diagrama de Proceso de HYL IIIDokument7 SeitenDiagrama de Proceso de HYL IIIArmando Martinez GNoch keine Bewertungen
- Precios MayoristasDokument10 SeitenPrecios MayoristasArmando Martinez GNoch keine Bewertungen
- Cuadro ComparativoDokument1 SeiteCuadro ComparativoArmando Martinez GNoch keine Bewertungen
- Rakudai Kishi No Eiyuutan - 001Dokument251 SeitenRakudai Kishi No Eiyuutan - 001Angel AguilarNoch keine Bewertungen
- MatlabDokument20 SeitenMatlabArmando Martinez GNoch keine Bewertungen
- Michael Ashby Capítulo 1 Traducción 1 Edición 1Dokument12 SeitenMichael Ashby Capítulo 1 Traducción 1 Edición 1Armando Martinez GNoch keine Bewertungen
- Solucionario Fenomenos de Transporte - Bird PDFDokument175 SeitenSolucionario Fenomenos de Transporte - Bird PDFAbi67% (6)
- Indicadores de Gestión EmpresarialDokument1 SeiteIndicadores de Gestión EmpresarialArmando Martinez GNoch keine Bewertungen
- Manual de OperacionesDokument6 SeitenManual de OperacionesArmando Martinez GNoch keine Bewertungen
- Aspectos LegalesDokument3 SeitenAspectos LegalesArmando Martinez GNoch keine Bewertungen
- Horno KaldoDokument9 SeitenHorno KaldoArmando Martinez GNoch keine Bewertungen
- Informe de Seguridad IndustrialDokument16 SeitenInforme de Seguridad IndustrialJulio MunevarNoch keine Bewertungen
- Documento4 DesbloqueadoDokument17 SeitenDocumento4 DesbloqueadoArmando Martinez GNoch keine Bewertungen
- Balance de Carga HornoDokument1 SeiteBalance de Carga HornoArmando Martinez GNoch keine Bewertungen
- Tostación de CobreDokument40 SeitenTostación de CobreArmando Martinez GNoch keine Bewertungen
- Tostacion SulfatanteDokument10 SeitenTostacion SulfatanteArmando Martinez G0% (1)
- TareaDokument39 SeitenTareaElizabeth GibsonNoch keine Bewertungen
- Explicacion de Diagramas de FaseDokument25 SeitenExplicacion de Diagramas de FaseArmando Martinez GNoch keine Bewertungen
- Ley de Stefan-Boltzman para cuerpos negrosDokument11 SeitenLey de Stefan-Boltzman para cuerpos negrosArmando Martinez GNoch keine Bewertungen
- Estudio Frutas Exoticas Colombia CompletoDokument36 SeitenEstudio Frutas Exoticas Colombia CompletoArmando Martinez GNoch keine Bewertungen
- 1 PBDokument3 Seiten1 PBArmando Martinez GNoch keine Bewertungen
- Lab de HidroDokument4 SeitenLab de HidroArmando Martinez GNoch keine Bewertungen
- Ensayo de EconomiaDokument2 SeitenEnsayo de EconomiaArmando Martinez GNoch keine Bewertungen
- Cubeta de OndasDokument15 SeitenCubeta de OndasArmando Martinez GNoch keine Bewertungen
- DocxDokument13 SeitenDocxJordi Daniel SucapucaNoch keine Bewertungen
- 3Dokument4 Seiten3Felipe PinillaNoch keine Bewertungen
- Empresas Contratistas de Perforación DiamantinaDokument2 SeitenEmpresas Contratistas de Perforación DiamantinaFalconí AmílcarNoch keine Bewertungen
- Proyecto Minero Ministro HalesDokument10 SeitenProyecto Minero Ministro HalesJuan Pablo Lavín Castro100% (1)
- Instalación paneles Contec muro horizontal verticalDokument16 SeitenInstalación paneles Contec muro horizontal verticalJORGRULESNoch keine Bewertungen
- CompuestosBinarios PDFDokument5 SeitenCompuestosBinarios PDFlarryNoch keine Bewertungen
- Análisis cualitativo de sustancias mediante reacciones de precipitaciónDokument2 SeitenAnálisis cualitativo de sustancias mediante reacciones de precipitaciónJoaquin Loyola HuamanNoch keine Bewertungen
- Aplicación de Los Procesos de SoldaduraDokument23 SeitenAplicación de Los Procesos de SoldaduraDaniel Torres JuarezNoch keine Bewertungen
- Coeficientes N de ManningDokument5 SeitenCoeficientes N de ManningJesus Noriega93% (14)
- Lectura de Un FusibleDokument4 SeitenLectura de Un FusibleGerardo Rojas SayagoNoch keine Bewertungen
- Metales Alcalino TerreosDokument37 SeitenMetales Alcalino TerreosMarcela RomeroNoch keine Bewertungen
- Planta de Lixiviación en Pila para La LXVDokument124 SeitenPlanta de Lixiviación en Pila para La LXVmaximiliano cares letelierNoch keine Bewertungen
- Informe Electrificacion Mineria Subterranea PDFDokument27 SeitenInforme Electrificacion Mineria Subterranea PDFAbel Ballón SoriaNoch keine Bewertungen
- C 1 Enlace Químico Lewis PolaridadDokument4 SeitenC 1 Enlace Químico Lewis PolaridadPamelaNoch keine Bewertungen
- MINERIA METALICA (Clases)Dokument34 SeitenMINERIA METALICA (Clases)MarioMicheletDiazBendezuNoch keine Bewertungen
- Balance MetalurgicoDokument10 SeitenBalance MetalurgicoDavid R. LaraNoch keine Bewertungen
- Mineralogía Tema DioritaDokument5 SeitenMineralogía Tema DioritaSergio A. BarreraNoch keine Bewertungen
- Trabajo Mantos BlancosDokument21 SeitenTrabajo Mantos BlancosMario Andres Peralta GarciaNoch keine Bewertungen
- Recomendación de Soldadura para Fisuras de LabioDokument2 SeitenRecomendación de Soldadura para Fisuras de Labiojvpc154777Noch keine Bewertungen
- Clase 01 Diseno en Acero y MaderaDokument28 SeitenClase 01 Diseno en Acero y MaderaPool Amaya GutierrezNoch keine Bewertungen
- Operaciones Básicas en TallerDokument41 SeitenOperaciones Básicas en TallerJhojan Muñoz86% (7)
- Reconocimiento de Indicadores de pHDokument5 SeitenReconocimiento de Indicadores de pHJoseLuisPoncRamirNoch keine Bewertungen
- Informe Metodo de ExplotacionDokument38 SeitenInforme Metodo de Explotacionjose miguelNoch keine Bewertungen
- Adecuacion SignificativaDokument5 SeitenAdecuacion SignificativaBrian chavarria cedeñoNoch keine Bewertungen
- Plan EstrategicoDokument27 SeitenPlan EstrategicoMabelNoch keine Bewertungen
- Ensayos de Control de CalidadDokument9 SeitenEnsayos de Control de CalidadDavid de la CadenaNoch keine Bewertungen
- 1B Sesion Evolucion de La MineriaDokument16 Seiten1B Sesion Evolucion de La MineriaDanny Saabedra0% (1)
- Preguntas 2 Cuestionario Preguntas GeneralesDokument11 SeitenPreguntas 2 Cuestionario Preguntas GeneralesMarceloToccoNoch keine Bewertungen
- Examen de Quimica BasicaDokument3 SeitenExamen de Quimica BasicaGabriel Cordoba JimenezNoch keine Bewertungen
- Metalurgía Del ZNDokument20 SeitenMetalurgía Del ZNJorge Luis KamaneNoch keine Bewertungen