Das könnte Ihnen auch gefallen
- Dyeing ProcedureDokument5 SeitenDyeing ProcedureAnam SarkerNoch keine Bewertungen
- Company Profile For Light Box PDFDokument1 SeiteCompany Profile For Light Box PDFAnam SarkerNoch keine Bewertungen
- Dyeing ProcedureDokument5 SeitenDyeing ProcedureAnam SarkerNoch keine Bewertungen
- Commercial IdeaDokument20 SeitenCommercial IdeaAnam SarkerNoch keine Bewertungen
- Garment Costing: Variable FunctionDokument15 SeitenGarment Costing: Variable Functionfjaman31396% (26)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 2007 Bomet District Paper 2Dokument16 Seiten2007 Bomet District Paper 2Ednah WambuiNoch keine Bewertungen
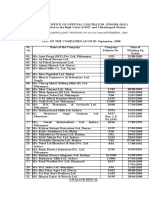
- Statement of Compulsory Winding Up As On 30 SEPTEMBER, 2008Dokument4 SeitenStatement of Compulsory Winding Up As On 30 SEPTEMBER, 2008abchavhan20Noch keine Bewertungen
- JD - Software Developer - Thesqua - Re GroupDokument2 SeitenJD - Software Developer - Thesqua - Re GroupPrateek GahlanNoch keine Bewertungen
- Application of ISO/IEC 17020:2012 For The Accreditation of Inspection BodiesDokument14 SeitenApplication of ISO/IEC 17020:2012 For The Accreditation of Inspection BodiesWilson VargasNoch keine Bewertungen
- S2 Retake Practice Exam PDFDokument3 SeitenS2 Retake Practice Exam PDFWinnie MeiNoch keine Bewertungen
- DSE61xx Configuration Suite Software Manual PDFDokument60 SeitenDSE61xx Configuration Suite Software Manual PDFluisNoch keine Bewertungen
- Victron MultiPlus 48 1200-13-16 Datasheet enDokument1 SeiteVictron MultiPlus 48 1200-13-16 Datasheet enBAHJARI AMINENoch keine Bewertungen
- Cisco CMTS Feature GuideDokument756 SeitenCisco CMTS Feature GuideEzequiel Mariano DaoudNoch keine Bewertungen
- Tatoo Java Themes PDFDokument5 SeitenTatoo Java Themes PDFMk DirNoch keine Bewertungen
- Postnatal Assessment: Name Date: Age: D.O.A: Sex: Hospital: Marital Status: IP .NoDokument11 SeitenPostnatal Assessment: Name Date: Age: D.O.A: Sex: Hospital: Marital Status: IP .NoRadha SriNoch keine Bewertungen
- Arduino Guide using MPU-6050 and nRF24L01Dokument29 SeitenArduino Guide using MPU-6050 and nRF24L01usmanNoch keine Bewertungen
- MSDS FluorouracilDokument3 SeitenMSDS FluorouracilRita NascimentoNoch keine Bewertungen
- 5 Dec2021-AWS Command Line Interface - User GuideDokument215 Seiten5 Dec2021-AWS Command Line Interface - User GuideshikhaxohebkhanNoch keine Bewertungen
- Lanegan (Greg Prato)Dokument254 SeitenLanegan (Greg Prato)Maria LuisaNoch keine Bewertungen
- Report Daftar Penerima Kuota Telkomsel Dan Indosat 2021 FSEIDokument26 SeitenReport Daftar Penerima Kuota Telkomsel Dan Indosat 2021 FSEIHafizh ZuhdaNoch keine Bewertungen
- Oblicon SampleDokument1 SeiteOblicon SamplelazylawatudentNoch keine Bewertungen
- BPO UNIT - 5 Types of Securities Mode of Creating Charge Bank Guarantees Basel NormsDokument61 SeitenBPO UNIT - 5 Types of Securities Mode of Creating Charge Bank Guarantees Basel NormsDishank JohriNoch keine Bewertungen
- Operation Manual: Auto Lensmeter Plm-8000Dokument39 SeitenOperation Manual: Auto Lensmeter Plm-8000Wilson CepedaNoch keine Bewertungen
- Health Education and Health PromotionDokument4 SeitenHealth Education and Health PromotionRamela Mae SalvatierraNoch keine Bewertungen
- Cells in The Urine SedimentDokument3 SeitenCells in The Urine SedimentTaufan LutfiNoch keine Bewertungen
- 2019-10 Best Practices For Ovirt Backup and Recovery PDFDokument33 Seiten2019-10 Best Practices For Ovirt Backup and Recovery PDFAntonius SonyNoch keine Bewertungen
- Ecole Polytechnique Federale de LausanneDokument44 SeitenEcole Polytechnique Federale de LausanneSyed Yahya HussainNoch keine Bewertungen
- Political Reporting:: Political Reporting in Journalism Is A Branch of Journalism, Which SpecificallyDokument6 SeitenPolitical Reporting:: Political Reporting in Journalism Is A Branch of Journalism, Which SpecificallyParth MehtaNoch keine Bewertungen
- IP68 Rating ExplainedDokument12 SeitenIP68 Rating ExplainedAdhi ErlanggaNoch keine Bewertungen
- Inbound 9092675230374889652Dokument14 SeitenInbound 9092675230374889652Sean Andrew SorianoNoch keine Bewertungen
- Tygon S3 E-3603: The Only Choice For Phthalate-Free Flexible TubingDokument4 SeitenTygon S3 E-3603: The Only Choice For Phthalate-Free Flexible TubingAluizioNoch keine Bewertungen
- Land Measurement in PunjabDokument3 SeitenLand Measurement in PunjabJunaid Iqbal33% (3)
- Equipment, Preparation and TerminologyDokument4 SeitenEquipment, Preparation and TerminologyHeidi SeversonNoch keine Bewertungen
- Individual Assignment ScribdDokument4 SeitenIndividual Assignment ScribdDharna KachrooNoch keine Bewertungen
- (Bio) Chemistry of Bacterial Leaching-Direct vs. Indirect BioleachingDokument17 Seiten(Bio) Chemistry of Bacterial Leaching-Direct vs. Indirect BioleachingKatherine Natalia Pino Arredondo100% (1)