Das könnte Ihnen auch gefallen
- Rigger Cheat SheetDokument5 SeitenRigger Cheat SheetCallum BiggsNoch keine Bewertungen
- 12 Step Worksheet With QuestionsDokument26 Seiten12 Step Worksheet With QuestionsKristinDaigleNoch keine Bewertungen
- 5steps To Finding Your Workflow: by Nathan LozeronDokument35 Seiten5steps To Finding Your Workflow: by Nathan Lozeronrehabbed100% (2)
- Sizing Shell and Tube Heat ExchangerDokument17 SeitenSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- Recycling of NiCd Batteries by Hydrometallurgical Process On Small ScaleDokument5 SeitenRecycling of NiCd Batteries by Hydrometallurgical Process On Small ScaleRaul OrtaNoch keine Bewertungen
- Extraction of Lithium by HFDokument24 SeitenExtraction of Lithium by HFTalexandra PatienceNoch keine Bewertungen
- National Interest Waiver Software EngineerDokument15 SeitenNational Interest Waiver Software EngineerFaha JavedNoch keine Bewertungen
- Executive Summary: 2013 Edelman Trust BarometerDokument12 SeitenExecutive Summary: 2013 Edelman Trust BarometerEdelman100% (4)
- Dec 2-7 Week 4 Physics DLLDokument3 SeitenDec 2-7 Week 4 Physics DLLRicardo Acosta Subad100% (1)
- Third Party Risk Management Solution - WebDokument16 SeitenThird Party Risk Management Solution - Webpreenk8Noch keine Bewertungen
- Construction Project - Life Cycle PhasesDokument4 SeitenConstruction Project - Life Cycle Phasesaymanmomani2111Noch keine Bewertungen
- Modern Construction HandbookDokument498 SeitenModern Construction HandbookRui Sousa100% (3)
- Copper Recovery From PCBDokument11 SeitenCopper Recovery From PCBJon Bisu DebnathNoch keine Bewertungen
- 2 - Dissolution of Cathode Active Material of Spent Li Ion Batteries Using TA & AA in Co (0117)Dokument4 Seiten2 - Dissolution of Cathode Active Material of Spent Li Ion Batteries Using TA & AA in Co (0117)jasreen15Noch keine Bewertungen
- AbbasDokument9 SeitenAbbasOmer AijazNoch keine Bewertungen
- Extraction of Copper From Bacterial Leach Liquor of A Low Grade Chalcopyrite Test Heap Using LIX 984N-CDokument4 SeitenExtraction of Copper From Bacterial Leach Liquor of A Low Grade Chalcopyrite Test Heap Using LIX 984N-Cpmanquera89Noch keine Bewertungen
- Separation of Co II Cu II Ni II andDokument12 SeitenSeparation of Co II Cu II Ni II andSunny kumarNoch keine Bewertungen
- Lithium Carbonate Recovery From Cathode Scrap of Spent Lithium-Ion Battery: A Closed-Loop ProcessDokument9 SeitenLithium Carbonate Recovery From Cathode Scrap of Spent Lithium-Ion Battery: A Closed-Loop ProcessYudha AeroNoch keine Bewertungen
- Turan 2020Dokument9 SeitenTuran 2020ERICK JESUS MUÑOZ HERNANDEZNoch keine Bewertungen
- Journal of Molecular Catalysis A: ChemicalDokument10 SeitenJournal of Molecular Catalysis A: ChemicalAlina IonNoch keine Bewertungen
- 10.1007@s42461 020 00280 ZDokument8 Seiten10.1007@s42461 020 00280 ZOLAF GIOVANNI MARTINEZ URIBENoch keine Bewertungen
- Jeon 2017Dokument22 SeitenJeon 2017Erdi Sofyandra AdikriNoch keine Bewertungen
- Paper - Scandium Phosphate Removal (Metals-08-00314 PDFDokument13 SeitenPaper - Scandium Phosphate Removal (Metals-08-00314 PDFEugênia PheganNoch keine Bewertungen
- Kinetics and Equilibrium Adsorption Study of Lead (II) Onto Activated Carbon Prepared From Coconut ShellDokument7 SeitenKinetics and Equilibrium Adsorption Study of Lead (II) Onto Activated Carbon Prepared From Coconut ShellsureshbabuchallariNoch keine Bewertungen
- Extraction and Separation of Co (II) and Ni (II) From Acidic Sulfate Solutions - NaylDokument8 SeitenExtraction and Separation of Co (II) and Ni (II) From Acidic Sulfate Solutions - NaylDaiana NavarreteNoch keine Bewertungen
- Journal of Catalysis: Sakae Araki, Kousuke Nakanishi, Atsuhiro Tanaka, Hiroshi KominamiDokument6 SeitenJournal of Catalysis: Sakae Araki, Kousuke Nakanishi, Atsuhiro Tanaka, Hiroshi KominamiSOORAJ MOHAN PNoch keine Bewertungen
- 1 s2.0 S2352186421008154 MainDokument16 Seiten1 s2.0 S2352186421008154 MainGerson Martinez ZuñigaNoch keine Bewertungen
- (2019-11p) IOP MSE - Subcritical Water...Dokument7 Seiten(2019-11p) IOP MSE - Subcritical Water...ClearyNoch keine Bewertungen
- 1 s2.0 S0956053X15003815 MainDokument8 Seiten1 s2.0 S0956053X15003815 MainJoan Clotet GarciaNoch keine Bewertungen
- Materials Today: Proceedings: Archita Mohanty, Niharbala Devi, Lala Behari Sukla, Nandita SwainDokument5 SeitenMaterials Today: Proceedings: Archita Mohanty, Niharbala Devi, Lala Behari Sukla, Nandita SwainSelya AmandaNoch keine Bewertungen
- Hydrometallurgical Process For TheDokument11 SeitenHydrometallurgical Process For ThemanzoorNoch keine Bewertungen
- Oxidation of Cu (II) - EDTA in Supercritical Water-Experimental Results and ModelingDokument10 SeitenOxidation of Cu (II) - EDTA in Supercritical Water-Experimental Results and ModelingPeter KozlikhinNoch keine Bewertungen
- 520-Article Text-2594-2-10-20200521Dokument14 Seiten520-Article Text-2594-2-10-20200521Barathan RajandranNoch keine Bewertungen
- Waste Management: Liang Sun, Keqiang QiuDokument8 SeitenWaste Management: Liang Sun, Keqiang QiuPrabhu SinghNoch keine Bewertungen
- Journal of Power SourcesDokument7 SeitenJournal of Power SourcesLinggar T. GupitaNoch keine Bewertungen
- Pani Snwaso4Dokument14 SeitenPani Snwaso4mfhfhfNoch keine Bewertungen
- J Jhazmat 2009 11 026Dokument6 SeitenJ Jhazmat 2009 11 026cardenaslNoch keine Bewertungen
- Chemistry Lorem IpsumDokument31 SeitenChemistry Lorem IpsumVestineoNoch keine Bewertungen
- 2009 - A Novel Recovery Process of Metal Values From The Cathode Active Materials of The Lithium-Ion Secondary BatteriesDokument8 Seiten2009 - A Novel Recovery Process of Metal Values From The Cathode Active Materials of The Lithium-Ion Secondary BatteriesJuanCBNoch keine Bewertungen
- Waste Management: Ionela Birloaga, Vasile Coman, Bernd Kopacek, Francesco VegliòDokument6 SeitenWaste Management: Ionela Birloaga, Vasile Coman, Bernd Kopacek, Francesco VegliòDiego TorresNoch keine Bewertungen
- Separation and Purification Technology: SciencedirectDokument8 SeitenSeparation and Purification Technology: SciencedirectShivansh MishraNoch keine Bewertungen
- Article in PressDokument9 SeitenArticle in PressMohanad El-HarbawiNoch keine Bewertungen
- Leaching of A Cu-Co OreDokument7 SeitenLeaching of A Cu-Co OreEDWIN LEONARDO ESPINOZA PACHECONoch keine Bewertungen
- Recovery of Mn2+, Co2+ and Ni2+ From Manganese Nodules by Redox Leaching and Solvent ExtractionDokument7 SeitenRecovery of Mn2+, Co2+ and Ni2+ From Manganese Nodules by Redox Leaching and Solvent Extractionpriska monanginNoch keine Bewertungen
- Reciclaje Baterías Con Acido AcéticoDokument11 SeitenReciclaje Baterías Con Acido AcéticoMagda AhumadaNoch keine Bewertungen
- The Impacts of Various Acid and Reductant Types On Lithium and Cobalt Leaching From Spent Lithium Ion BatteriesDokument10 SeitenThe Impacts of Various Acid and Reductant Types On Lithium and Cobalt Leaching From Spent Lithium Ion BatteriesMario WhoeverNoch keine Bewertungen
- Minerals: Fabrication of Single-Crystalline Calcite Needle-Like Particles Using The Aragonite-Calcite Phase TransitionDokument9 SeitenMinerals: Fabrication of Single-Crystalline Calcite Needle-Like Particles Using The Aragonite-Calcite Phase TransitionkrmktsNoch keine Bewertungen
- Development of A Metal Recovery Process From Li-Ion Battery WastesDokument10 SeitenDevelopment of A Metal Recovery Process From Li-Ion Battery WastesAreli SalgadoNoch keine Bewertungen
- Jurnal 17Dokument7 SeitenJurnal 17Tison 123Noch keine Bewertungen
- Isadora 2022Dokument10 SeitenIsadora 2022chempro2009Noch keine Bewertungen
- Electrochemical Recovery of Copper From SpentDokument11 SeitenElectrochemical Recovery of Copper From SpentTatica Vargas BNoch keine Bewertungen
- Synergistic Catalysis by Lewis Acid and Base Sites On Zro For Meerwein Ponndorf Verley ReductionDokument7 SeitenSynergistic Catalysis by Lewis Acid and Base Sites On Zro For Meerwein Ponndorf Verley ReductionRiza SaidNoch keine Bewertungen
- Review Paper 10Dokument9 SeitenReview Paper 10Jayvir AtodariyaNoch keine Bewertungen
- Tugas KatalisDokument8 SeitenTugas KatalisJohanis DjawaNoch keine Bewertungen
- Energies 09 00996Dokument13 SeitenEnergies 09 00996Makhitha MasipaNoch keine Bewertungen
- Separation and Purification Technology: S. Mondal, Vikas Kumar, J.N. Sharma, R.C. Hubli, A.K. SuriDokument5 SeitenSeparation and Purification Technology: S. Mondal, Vikas Kumar, J.N. Sharma, R.C. Hubli, A.K. SuriCallum BiggsNoch keine Bewertungen
- Hydrometallurgy: Manish Kumar Sinha, Sushanta Kumar Sahu, Swati Pramanik, Lal Bahadur Prasad, Banshi Dhar PandeyDokument9 SeitenHydrometallurgy: Manish Kumar Sinha, Sushanta Kumar Sahu, Swati Pramanik, Lal Bahadur Prasad, Banshi Dhar PandeyEdwin ZárateNoch keine Bewertungen
- Conv Estireno en BenzaldehídoDokument9 SeitenConv Estireno en BenzaldehídoDidier DetchemendyNoch keine Bewertungen
- Recovery of Metal Values From Spent Lithium-Ion Batteries With Chemical Deposition and Solvent ExtractionDokument7 SeitenRecovery of Metal Values From Spent Lithium-Ion Batteries With Chemical Deposition and Solvent Extraction25. Tejas RajabhojNoch keine Bewertungen
- Elution of Metals From Fused Slags Produced From General Garbage 2161 0525 1000409Dokument3 SeitenElution of Metals From Fused Slags Produced From General Garbage 2161 0525 1000409Anonymous tEaNMgZyHbNoch keine Bewertungen
- Ni 2 BDC2 DABCOMetal Organic FramewDokument13 SeitenNi 2 BDC2 DABCOMetal Organic FramewCatalinNoch keine Bewertungen
- Chemical Engineering Journal: Bholu Ram Yadav, Anurag GargDokument9 SeitenChemical Engineering Journal: Bholu Ram Yadav, Anurag GargGaneshbhoiteNoch keine Bewertungen
- 2023 - A Simple Green Method For In-Situ Selective Extraction of Li From SpentDokument10 Seiten2023 - A Simple Green Method For In-Situ Selective Extraction of Li From SpentFernando Luna LamaNoch keine Bewertungen
- Oxygen Reduction Reaction Catalyzed by Noble Metal ClustersDokument18 SeitenOxygen Reduction Reaction Catalyzed by Noble Metal ClustersoceanforestNoch keine Bewertungen
- An Eco-Friendly Chemistry For Gold Extraction Using Supercritical Carbon DioxideDokument6 SeitenAn Eco-Friendly Chemistry For Gold Extraction Using Supercritical Carbon DioxideMoy FuentesNoch keine Bewertungen
- Mbuya2017 PDFDokument36 SeitenMbuya2017 PDFOnesime MutebaNoch keine Bewertungen
- 10 1016@j Cattod 2015 09 016Dokument6 Seiten10 1016@j Cattod 2015 09 016Grinder Hernan Rojas UrcohuarangaNoch keine Bewertungen
- Metals 08 00321 1Dokument17 SeitenMetals 08 00321 1wahyutri utamiNoch keine Bewertungen
- Removal of Lead (II) and Copper (II) From Aqueous Solution Using Pomegranate Peel As A New AdsorbentDokument3 SeitenRemoval of Lead (II) and Copper (II) From Aqueous Solution Using Pomegranate Peel As A New AdsorbentDea AlvichaNoch keine Bewertungen
- Sizing Reactors in SeriesDokument7 SeitenSizing Reactors in SeriesCallum BiggsNoch keine Bewertungen
- CHPR3432 Tute 1 QuestionsDokument2 SeitenCHPR3432 Tute 1 QuestionsCallum BiggsNoch keine Bewertungen
- CHEM1102 Lecture Notes 11Dokument31 SeitenCHEM1102 Lecture Notes 11Callum BiggsNoch keine Bewertungen
- Reactors 2Dokument42 SeitenReactors 2Callum BiggsNoch keine Bewertungen
- CHEM1102 Lecture Notes 12Dokument18 SeitenCHEM1102 Lecture Notes 12Callum BiggsNoch keine Bewertungen
- Progress Report: A Comparison of Solvent Extraction and Ion Exchange For Cu, Co, Ni & UDokument4 SeitenProgress Report: A Comparison of Solvent Extraction and Ion Exchange For Cu, Co, Ni & UCallum BiggsNoch keine Bewertungen
- Dispersion Model: D A DC DZ UA CDokument2 SeitenDispersion Model: D A DC DZ UA CCallum BiggsNoch keine Bewertungen
- CHEM1102 Lecture Notes 10Dokument17 SeitenCHEM1102 Lecture Notes 10Callum BiggsNoch keine Bewertungen
- CHEM1102 Lecture Notes 4-5Dokument44 SeitenCHEM1102 Lecture Notes 4-5Callum Biggs100% (1)
- CHEM1102 Lecture Notes 2Dokument30 SeitenCHEM1102 Lecture Notes 2Callum BiggsNoch keine Bewertungen
- CHEM1102 Lecture Notes 9Dokument32 SeitenCHEM1102 Lecture Notes 9Callum BiggsNoch keine Bewertungen
- CHEM1102 Lecture Notes 3Dokument17 SeitenCHEM1102 Lecture Notes 3Callum BiggsNoch keine Bewertungen
- CHEM1102 Lecture Notes 6-8Dokument65 SeitenCHEM1102 Lecture Notes 6-8Callum BiggsNoch keine Bewertungen
- CHEM1102 Lecture and Lab TimesDokument1 SeiteCHEM1102 Lecture and Lab TimesCallum BiggsNoch keine Bewertungen
- Separation and Purification Technology: S. Mondal, Vikas Kumar, J.N. Sharma, R.C. Hubli, A.K. SuriDokument5 SeitenSeparation and Purification Technology: S. Mondal, Vikas Kumar, J.N. Sharma, R.C. Hubli, A.K. SuriCallum BiggsNoch keine Bewertungen
- CHEM1102 ScheduleDokument1 SeiteCHEM1102 ScheduleCallum BiggsNoch keine Bewertungen
- CHEM1102 Lab AllocationsDokument11 SeitenCHEM1102 Lab AllocationsCallum BiggsNoch keine Bewertungen
- Scat PornDokument72 SeitenScat PornCallum Biggs0% (1)
- CHEM1102 LabbookDokument60 SeitenCHEM1102 LabbookCallum BiggsNoch keine Bewertungen
- Test Notes PDFDokument1 SeiteTest Notes PDFCallum BiggsNoch keine Bewertungen
- Daniel PDFDokument1 SeiteDaniel PDFCallum BiggsNoch keine Bewertungen
- Assignment 3 PDFDokument6 SeitenAssignment 3 PDFCallum BiggsNoch keine Bewertungen
- QM OutlineDokument2 SeitenQM OutlineCallum BiggsNoch keine Bewertungen
- Lab 2Dokument17 SeitenLab 2Callum BiggsNoch keine Bewertungen
- 'Causative' English Quiz & Worksheet UsingEnglish ComDokument2 Seiten'Causative' English Quiz & Worksheet UsingEnglish ComINAWATI BINTI AMING MoeNoch keine Bewertungen
- Categorical SyllogismDokument3 SeitenCategorical SyllogismYan Lean DollisonNoch keine Bewertungen
- Core CompetenciesDokument3 SeitenCore Competenciesapi-521620733Noch keine Bewertungen
- Digital Systems Project: IITB CPUDokument7 SeitenDigital Systems Project: IITB CPUAnoushka DeyNoch keine Bewertungen
- Log and Antilog TableDokument3 SeitenLog and Antilog TableDeboshri BhattacharjeeNoch keine Bewertungen
- Job Satisfaction of Library Professionals in Maharashtra State, India Vs ASHA Job Satisfaction Scale: An Evaluative Study Dr. Suresh JangeDokument16 SeitenJob Satisfaction of Library Professionals in Maharashtra State, India Vs ASHA Job Satisfaction Scale: An Evaluative Study Dr. Suresh JangeNaveen KumarNoch keine Bewertungen
- Pyramid Type Plate Bending MachineDokument10 SeitenPyramid Type Plate Bending MachineAswin JosephNoch keine Bewertungen
- Church and Community Mobilization (CCM)Dokument15 SeitenChurch and Community Mobilization (CCM)FreethinkerTianNoch keine Bewertungen
- Press Statement - Book Launching Shariah Forensic 27 Oct 2023Dokument4 SeitenPress Statement - Book Launching Shariah Forensic 27 Oct 2023aNoch keine Bewertungen
- Atoma Amd Mol&Us CCTK) : 2Nd ErmDokument4 SeitenAtoma Amd Mol&Us CCTK) : 2Nd ErmjanviNoch keine Bewertungen
- WWW Ranker Com List Best-Isekai-Manga-Recommendations Ranker-AnimeDokument8 SeitenWWW Ranker Com List Best-Isekai-Manga-Recommendations Ranker-AnimeDestiny EasonNoch keine Bewertungen
- Engineering Management: Class RequirementsDokument30 SeitenEngineering Management: Class RequirementsMigaeaNoch keine Bewertungen
- Polysep... Sized For Every Application: Psg-7 Psg-15 Psg-30 Psg-60 Psg-90Dokument1 SeitePolysep... Sized For Every Application: Psg-7 Psg-15 Psg-30 Psg-60 Psg-90Carlos JiménezNoch keine Bewertungen
- 147 Amity Avenue Nampa, ID 81937 (999) 999-9999 William at Email - ComDokument4 Seiten147 Amity Avenue Nampa, ID 81937 (999) 999-9999 William at Email - ComjeyesbelmenNoch keine Bewertungen
- Applications of Wireless Sensor Networks: An Up-to-Date SurveyDokument24 SeitenApplications of Wireless Sensor Networks: An Up-to-Date SurveyFranco Di NataleNoch keine Bewertungen
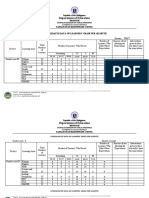
- Department of Education: Consolidated Data On Learners' Grade Per QuarterDokument4 SeitenDepartment of Education: Consolidated Data On Learners' Grade Per QuarterUsagi HamadaNoch keine Bewertungen
- 123Dokument3 Seiten123Phoebe AradoNoch keine Bewertungen
- Banking Ombudsman 58Dokument4 SeitenBanking Ombudsman 58Sahil GauravNoch keine Bewertungen
- Stability Analysis of Geocell Reinforced Slopes by Considering Bending EffectDokument13 SeitenStability Analysis of Geocell Reinforced Slopes by Considering Bending EffectRakesh KapoorNoch keine Bewertungen
- Calculating Free Energies Using Adaptive Biasing Force MethodDokument14 SeitenCalculating Free Energies Using Adaptive Biasing Force MethodAmin SagarNoch keine Bewertungen
- Swelab Alfa Plus User Manual V12Dokument100 SeitenSwelab Alfa Plus User Manual V12ERICKNoch keine Bewertungen
- SCD Course List in Sem 2.2020 (FTF or Online) (Updated 02 July 2020)Dokument2 SeitenSCD Course List in Sem 2.2020 (FTF or Online) (Updated 02 July 2020)Nguyễn Hồng AnhNoch keine Bewertungen