Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- What Is SAP R/3?Dokument35 SeitenWhat Is SAP R/3?jitinmangla970Noch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Tugas 2 - Frame of Thinking - Muhammad IhsanDokument10 SeitenTugas 2 - Frame of Thinking - Muhammad IhsanMuhammad IhsanNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- B.Tech (PT) - Mathematics - II YEAR - III SEM - (R) 2012 PDFDokument15 SeitenB.Tech (PT) - Mathematics - II YEAR - III SEM - (R) 2012 PDFmohamed irshadNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hoewerkthet EngelsDokument10 SeitenHoewerkthet EngelsLubna SubhanNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Regional Memo No. 058 S. 2022 Call For Proposals and Interim Guidelines For Basic Education Research Fund 2022 1Dokument40 SeitenRegional Memo No. 058 S. 2022 Call For Proposals and Interim Guidelines For Basic Education Research Fund 2022 1Maestra Ligaya Maria YojNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- FreeFEM DocumentationDokument746 SeitenFreeFEM DocumentationcordobeehNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Micro Manual LISPDokument2 SeitenMicro Manual LISPLeopoldo Mauro100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Macro Teste de ResistenciaDokument1 SeiteMacro Teste de ResistenciaFelipe MouraNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Security Awareness Training: Security Is Everyone's ResponsibilityDokument21 SeitenSecurity Awareness Training: Security Is Everyone's ResponsibilityHemant DusaneNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Semester Result: Uttara UniversityDokument2 SeitenSemester Result: Uttara UniversitySHUVO KUMAR MODAK -039Noch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- BRKRST-2338 - 2014 San FranciscoDokument110 SeitenBRKRST-2338 - 2014 San FranciscofezzfezzNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Module 25: Programming in C++: Partha Pratim DasDokument17 SeitenModule 25: Programming in C++: Partha Pratim Dasswaraj bhatnagarNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- 45-53.8 11063344 PDFDokument40 Seiten45-53.8 11063344 PDFeng13Noch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- 000 J PQP 50001 001 R0aDokument11 Seiten000 J PQP 50001 001 R0aHerwin MaghinayNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Downloads Pqsine S 1 16 16Dokument1 SeiteDownloads Pqsine S 1 16 16SANDRO RAUL HUAMANI PIZARRONoch keine Bewertungen
- Test Bank Ais Accounting Information System Test Bank - Compress MCQ LangDokument15 SeitenTest Bank Ais Accounting Information System Test Bank - Compress MCQ LangSharmaine LiasosNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Inductor SimulatorDokument17 SeitenInductor SimulatorwindfocusNoch keine Bewertungen
- SEO AdTech Dave ChaffeyDokument44 SeitenSEO AdTech Dave ChaffeysrinivasNoch keine Bewertungen
- MELSEC Q Series: Multiple CPU SystemDokument268 SeitenMELSEC Q Series: Multiple CPU Systemajma86Noch keine Bewertungen
- Grouped Frequency Tables Answers MMEDokument2 SeitenGrouped Frequency Tables Answers MMEsaadNoch keine Bewertungen
- Schedule For Theory Examination (Even Sem.) - 2011-2012 B.Tech., First Year-Ii SemesterDokument66 SeitenSchedule For Theory Examination (Even Sem.) - 2011-2012 B.Tech., First Year-Ii SemesterSheetal P. ManiNoch keine Bewertungen
- Learning Activity Sheets (LAS) (For TLE/TVL CSS NCII)Dokument6 SeitenLearning Activity Sheets (LAS) (For TLE/TVL CSS NCII)Jåy-ž ShìzhènNoch keine Bewertungen
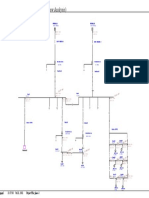
- One-Line Diagram - OLV1 (Load Flow Analysis) : 33.0 7 KV 33.0 7 KV 33.0 7 KV 33.0 7 KVDokument1 SeiteOne-Line Diagram - OLV1 (Load Flow Analysis) : 33.0 7 KV 33.0 7 KV 33.0 7 KV 33.0 7 KVhaiderNoch keine Bewertungen
- Final Steps of 10g LISK by Ankit Tushar EXcel READ APPLIDokument7 SeitenFinal Steps of 10g LISK by Ankit Tushar EXcel READ APPLIAnkit ModiNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Dsa CheatsheetDokument28 SeitenDsa CheatsheetRAJAN DUTTANoch keine Bewertungen
- ASERS-LSTM: Arabic Speech Emotion Recognition System Based On LSTM ModelDokument9 SeitenASERS-LSTM: Arabic Speech Emotion Recognition System Based On LSTM ModelsipijNoch keine Bewertungen
- Chart Recorder CertificateDokument2 SeitenChart Recorder CertificateShwanNoch keine Bewertungen
- VW 0027Dokument7 SeitenVW 0027Ĵames-Ĕddìne BaîaNoch keine Bewertungen
- Latihan Soal BlankDokument8 SeitenLatihan Soal BlankDanbooNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)