Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Design and Installation of PV System For Residential House in Malaysia (Energy Conversion - Coursework)Dokument39 SeitenDesign and Installation of PV System For Residential House in Malaysia (Energy Conversion - Coursework)Alan A. Alexander100% (1)
- Flow Chart For PosterDokument9 SeitenFlow Chart For PosterAlan A. AlexanderNoch keine Bewertungen
- Study of Sound Wave As A Flame ExtinguisherDokument41 SeitenStudy of Sound Wave As A Flame ExtinguisherAlan A. Alexander95% (19)
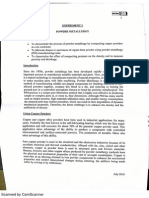
- Powder Metallurgy Lab ReportDokument10 SeitenPowder Metallurgy Lab ReportAlan A. Alexander0% (1)
- Metal Matrix Composite Lab SessionDokument4 SeitenMetal Matrix Composite Lab SessionAlan A. AlexanderNoch keine Bewertungen
- Java 21Dokument18 SeitenJava 21Deepak Kr SinghNoch keine Bewertungen
- Electrical DesignDokument1 SeiteElectrical DesignAlan A. AlexanderNoch keine Bewertungen
- No Metal Paint Coating Just Flashing 3 Different Colors: Light & White LEDDokument1 SeiteNo Metal Paint Coating Just Flashing 3 Different Colors: Light & White LEDAlan A. AlexanderNoch keine Bewertungen
- Design of Motorized Treadmill Jogging MachineDokument39 SeitenDesign of Motorized Treadmill Jogging MachineAlan A. Alexander100% (7)
- Ideal Gas EntropyDokument6 SeitenIdeal Gas EntropyAlan A. AlexanderNoch keine Bewertungen
- Oral Allergy SyndromeDokument3 SeitenOral Allergy SyndromeAlan A. AlexanderNoch keine Bewertungen
- Coal Combustion SimulationDokument25 SeitenCoal Combustion SimulationAlan A. AlexanderNoch keine Bewertungen
- Malaysian Studies IntoductionDokument11 SeitenMalaysian Studies IntoductionAlan A. AlexanderNoch keine Bewertungen
- Free Education SitesDokument10 SeitenFree Education SitesAlan A. AlexanderNoch keine Bewertungen
- Lecture Note Macine & Drives (Power Electronic Converter)Dokument28 SeitenLecture Note Macine & Drives (Power Electronic Converter)ahmad16_ftua6999100% (3)
- Gear RatiosDokument1 SeiteGear RatiosAlan A. AlexanderNoch keine Bewertungen
- E4C Webinar Series - Mitra Ardron Notes PDFDokument7 SeitenE4C Webinar Series - Mitra Ardron Notes PDFAlan A. AlexanderNoch keine Bewertungen
- Into Duct IonDokument11 SeitenInto Duct IonYen Mun S'ngNoch keine Bewertungen
- Consuming Kids - The Commercialization of Childhood TranscriptDokument30 SeitenConsuming Kids - The Commercialization of Childhood TranscriptAlan A. Alexander100% (1)
- Utp MPW 2153 - Moral Studies (Assignment Format)Dokument5 SeitenUtp MPW 2153 - Moral Studies (Assignment Format)Alan A. AlexanderNoch keine Bewertungen
- Grading SystemDokument1 SeiteGrading SystemAlan A. AlexanderNoch keine Bewertungen
- DreamDokument3 SeitenDreamAlan A. AlexanderNoch keine Bewertungen
- Vector Component, Projection and Its ApplicationDokument15 SeitenVector Component, Projection and Its ApplicationAlan A. AlexanderNoch keine Bewertungen
- ODE TEST 1 FEB 2009-With Answer SchemeDokument3 SeitenODE TEST 1 FEB 2009-With Answer SchemeAlan A. Alexander0% (1)
- PleaseDokument1 SeitePleaseAlan A. AlexanderNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- ISOCILDokument2 SeitenISOCILddrak1964Noch keine Bewertungen
- Out of Time (Novel)Dokument145 SeitenOut of Time (Novel)Tamajong Tamajong PhilipNoch keine Bewertungen
- Bays, Gulfs, Straits and BightsDokument11 SeitenBays, Gulfs, Straits and BightsRishab ShettyNoch keine Bewertungen
- Richard Allenby Pratt InterviewDokument3 SeitenRichard Allenby Pratt InterviewLisaPollmanNoch keine Bewertungen
- Wilson-Primack Conservation BiologyDokument696 SeitenWilson-Primack Conservation BiologybrigNoch keine Bewertungen
- Piano Poem AnalysisDokument2 SeitenPiano Poem AnalysisBen ChengNoch keine Bewertungen
- Geology McqsDokument17 SeitenGeology McqsMussawer Hasnain40% (5)
- Triumph of The City - Edward Glaeser - Book ReviewDokument2 SeitenTriumph of The City - Edward Glaeser - Book ReviewNishtha HalwaiNoch keine Bewertungen
- 1.2 Red RoseDokument9 Seiten1.2 Red RoseSaahil LedwaniNoch keine Bewertungen
- Architecture - April 2021Dokument25 SeitenArchitecture - April 2021ArtdataNoch keine Bewertungen
- Urban Planning TheoryDokument9 SeitenUrban Planning TheorykomalNoch keine Bewertungen
- The Warden ClassDokument20 SeitenThe Warden ClassRammos AnComNoch keine Bewertungen
- Paragraph 1Dokument4 SeitenParagraph 1WeeSky 24Noch keine Bewertungen
- 1987 The Importance of Hollows in Debris FlowDokument16 Seiten1987 The Importance of Hollows in Debris FlowMartha LetchingerNoch keine Bewertungen
- Quiet Healing CentreDokument7 SeitenQuiet Healing CentreAr Deepti Manoj100% (2)
- Symmetry: Jump Up ToDokument3 SeitenSymmetry: Jump Up ToJaycee LorenzoNoch keine Bewertungen
- Build A Fantasy Sandbox by Rob ConleyDokument36 SeitenBuild A Fantasy Sandbox by Rob ConleyFoxtrot Oscar100% (2)
- Unit 1 VocabularyDokument4 SeitenUnit 1 Vocabularyapi-283618272Noch keine Bewertungen
- 2011 WGMH New Orleans Moisture Determination Draft RecommendationDokument11 Seiten2011 WGMH New Orleans Moisture Determination Draft RecommendationKristiene Balatbat SadiwaNoch keine Bewertungen
- Appropriate Smart HospitalDokument13 SeitenAppropriate Smart HospitallinerinNoch keine Bewertungen
- SF6 Decomposition in Gas-Insulated EquipmentDokument33 SeitenSF6 Decomposition in Gas-Insulated EquipmentRogelio Revetti100% (1)
- Geology of Meghalaya PDFDokument54 SeitenGeology of Meghalaya PDFGirijesh Pandey33% (3)
- Echology Concepts and PrinciplesDokument25 SeitenEchology Concepts and PrinciplesKailash Nagar100% (2)
- Just So Stories 011 How The Leopard Got His SpotsDokument5 SeitenJust So Stories 011 How The Leopard Got His SpotsShivani Shree K ANoch keine Bewertungen
- Synopsis 1Dokument2 SeitenSynopsis 1Sagar GheewalaNoch keine Bewertungen
- 0511 s17 Ts 42Dokument12 Seiten0511 s17 Ts 42Zaki AfmNoch keine Bewertungen
- The Structural Evolution of The Golden Lane, Tampico Embayment MexicoDokument36 SeitenThe Structural Evolution of The Golden Lane, Tampico Embayment MexicoGustavo RebayNoch keine Bewertungen
- Gr5 Wk29 Stalagmite StalactiteDokument2 SeitenGr5 Wk29 Stalagmite Stalactiterevert2007Noch keine Bewertungen
- Varianta Test Competenta Mai 2009Dokument5 SeitenVarianta Test Competenta Mai 2009Florina LepadatuNoch keine Bewertungen
- Thesis SynopsisDokument2 SeitenThesis SynopsisRuchita Saxena100% (1)