Das könnte Ihnen auch gefallen
- SATIP-X-400-01 Rev 5Dokument3 SeitenSATIP-X-400-01 Rev 5aamirapiNoch keine Bewertungen
- Refractory Dry-Out Procedure For SRU Train 5 (MC-P06) Rev-ADokument107 SeitenRefractory Dry-Out Procedure For SRU Train 5 (MC-P06) Rev-Aaamirapi100% (2)
- SAIC-X-3002 Rev 5Dokument3 SeitenSAIC-X-3002 Rev 5aamirapiNoch keine Bewertungen
- Saudi Aramco Inspection Checklist: Post-Application Inspection of Fireclay Brick Installation SAIC-N-2041 15-Dec-09 MechDokument5 SeitenSaudi Aramco Inspection Checklist: Post-Application Inspection of Fireclay Brick Installation SAIC-N-2041 15-Dec-09 MechaamirapiNoch keine Bewertungen
- Saudi Aramco Inspection ChecklistDokument2 SeitenSaudi Aramco Inspection ChecklistaamirapiNoch keine Bewertungen
- Saic N 2036Dokument6 SeitenSaic N 2036aamirapiNoch keine Bewertungen
- Saudi Aramco Inspection Checklist: Storage & Preservation of Fireclay Bricks & Mortar SAIC-N-2038 15-Dec-09 MechDokument1 SeiteSaudi Aramco Inspection Checklist: Storage & Preservation of Fireclay Bricks & Mortar SAIC-N-2038 15-Dec-09 MechaamirapiNoch keine Bewertungen
- Saic N 2034Dokument4 SeitenSaic N 2034aamirapiNoch keine Bewertungen
- Saic N 2034Dokument4 SeitenSaic N 2034aamirapiNoch keine Bewertungen
- Saes N 140Dokument10 SeitenSaes N 140aamirapiNoch keine Bewertungen
- Saic N 2037Dokument5 SeitenSaic N 2037aamirapiNoch keine Bewertungen
- Saudi Aramco Inspection ChecklistDokument6 SeitenSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saes N 120Dokument13 SeitenSaes N 120aamirapi100% (1)
- Saudi Aramco Inspection ChecklistDokument5 SeitenSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saic N 2031Dokument4 SeitenSaic N 2031aamirapi100% (1)
- Saic N 2033Dokument5 SeitenSaic N 2033aamirapiNoch keine Bewertungen
- Saic N 2029Dokument6 SeitenSaic N 2029aamirapi100% (1)
- Saudi Aramco Inspection ChecklistDokument5 SeitenSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saic N 2028Dokument4 SeitenSaic N 2028aamirapi100% (1)
- Saudi Aramco Inspection Checklist: Pre-Application Inspection of Castable & Brick Refractory SAIC-N-2024 15-Dec-09 MechDokument12 SeitenSaudi Aramco Inspection Checklist: Pre-Application Inspection of Castable & Brick Refractory SAIC-N-2024 15-Dec-09 Mechaamirapi100% (1)
- Saudi Aramco Inspection ChecklistDokument1 SeiteSaudi Aramco Inspection Checklistaamirapi100% (1)
- Saudi Aramco Inspection ChecklistDokument7 SeitenSaudi Aramco Inspection ChecklistaamirapiNoch keine Bewertungen
- Saudi Aramco Inspection ChecklistDokument4 SeitenSaudi Aramco Inspection Checklistaamirapi100% (2)
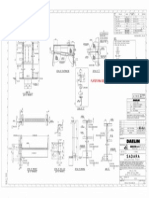
- Daelim: General NotesDokument1 SeiteDaelim: General NotesaamirapiNoch keine Bewertungen
- Saes N 110Dokument17 SeitenSaes N 110aamirapi100% (1)
- Test - SHEM - 07.05 (ANSWER SHEET.) : Employ Name ID# Department SignDokument1 SeiteTest - SHEM - 07.05 (ANSWER SHEET.) : Employ Name ID# Department SignaamirapiNoch keine Bewertungen
- Saes N 100Dokument16 SeitenSaes N 100aamirapiNoch keine Bewertungen
- MD4 203 D 7150 340 9003 009 - AwcDokument1 SeiteMD4 203 D 7150 340 9003 009 - AwcaamirapiNoch keine Bewertungen
- Plateform Deleted Hence This Gate Also Not RequiredDokument1 SeitePlateform Deleted Hence This Gate Also Not RequiredaamirapiNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Pekkan J. Mater. Sci. 2009Dokument8 SeitenPekkan J. Mater. Sci. 2009errairachidNoch keine Bewertungen
- IS 1528 Part 4 (2010)Dokument11 SeitenIS 1528 Part 4 (2010)Gopal100% (1)
- BS en 1402-6 2003+a1-2007Dokument18 SeitenBS en 1402-6 2003+a1-2007Khaled BOUALINoch keine Bewertungen
- Principles of Metallurgical OperationsDokument38 SeitenPrinciples of Metallurgical OperationsMuhammad Saim100% (1)
- Overhead Protection SystemsDokument8 SeitenOverhead Protection SystemsmangatamritNoch keine Bewertungen
- Commissioning Procedure For A Boiler PDFDokument24 SeitenCommissioning Procedure For A Boiler PDFpothan83% (6)
- Detailed Project Report ON Tunnel Kiln - 20 TPD: (East & West Godavari Refractories Cluster)Dokument55 SeitenDetailed Project Report ON Tunnel Kiln - 20 TPD: (East & West Godavari Refractories Cluster)Senthilkumar PragasamNoch keine Bewertungen
- How To Assess The Refractory After StoppageDokument6 SeitenHow To Assess The Refractory After StoppageMustafa RamadanNoch keine Bewertungen
- E GCJun 2017 NsDokument70 SeitenE GCJun 2017 NsGeorge LapusneanuNoch keine Bewertungen
- Load Testing Refractory Brick at High Temperatures: Standard Test Method ForDokument5 SeitenLoad Testing Refractory Brick at High Temperatures: Standard Test Method Forvuqar0979Noch keine Bewertungen
- MousamDas Interim-Report IFGLDokument67 SeitenMousamDas Interim-Report IFGLMousam89Noch keine Bewertungen
- 32 Samss 004Dokument44 Seiten32 Samss 004ayubali009Noch keine Bewertungen
- Boiler MaintenanceDokument144 SeitenBoiler Maintenanceaziz100% (2)
- Plungers and Other ToolsDokument2 SeitenPlungers and Other ToolsAlejandra Avila MontalvoNoch keine Bewertungen
- Heat Transfer ProblemsDokument9 SeitenHeat Transfer ProblemsAdriane Gabrielle BautistaNoch keine Bewertungen
- Saudi Aramco Inspection ChecklistDokument7 SeitenSaudi Aramco Inspection ChecklistaamirapiNoch keine Bewertungen
- MCR 321Dokument11 SeitenMCR 321Rishu DeyNoch keine Bewertungen
- Ceramic Technology - 2 PDFDokument90 SeitenCeramic Technology - 2 PDFFA Ay50% (2)
- RFQ Dor GaDokument14 SeitenRFQ Dor GaHa NguyenNoch keine Bewertungen
- ME 006-ME41S1 - Materials Engineering: Ceramics 1. DefinitionDokument7 SeitenME 006-ME41S1 - Materials Engineering: Ceramics 1. Definitionashley bendanaNoch keine Bewertungen
- REFRAIAS 2014 FinalDokument10 SeitenREFRAIAS 2014 FinaljulianoducaNoch keine Bewertungen
- MSM Module 5Dokument44 SeitenMSM Module 5AnandNoch keine Bewertungen
- The Clayworker's Hand-Book.Dokument418 SeitenThe Clayworker's Hand-Book.Barry Bj Shaide50% (2)
- Ceramics and Clay ProductsDokument50 SeitenCeramics and Clay ProductsDeathribbon100% (2)
- CFB Boiler Erection Persentation Rev-2Dokument33 SeitenCFB Boiler Erection Persentation Rev-2juarsa r100% (2)
- Soluble Silicates in Refractory MixturesDokument6 SeitenSoluble Silicates in Refractory MixturesnameNoch keine Bewertungen
- Refractory Materials For Slagging GasifiersDokument24 SeitenRefractory Materials For Slagging GasifiersMian GaoNoch keine Bewertungen
- CFBC Boiler Bed MaterialDokument2 SeitenCFBC Boiler Bed MaterialmkoelrealNoch keine Bewertungen
- GOLITE 1.0.6. MIX C&G - Rev 10 - 06-2018Dokument1 SeiteGOLITE 1.0.6. MIX C&G - Rev 10 - 06-2018Nic RicNoch keine Bewertungen
- Industrial LinksDokument57 SeitenIndustrial LinksWaqas DurraniNoch keine Bewertungen