Das könnte Ihnen auch gefallen
- Trico Watchdog Valintaohjeet EnglanniksiDokument5 SeitenTrico Watchdog Valintaohjeet EnglanniksiDavid Alfonso CaraballoNoch keine Bewertungen
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitVon EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNoch keine Bewertungen
- ZEN AIR TECH 175H ManualDokument38 SeitenZEN AIR TECH 175H ManualjassimNoch keine Bewertungen
- Cartridge Filter Type Spray Booth Instructions v1.1Dokument21 SeitenCartridge Filter Type Spray Booth Instructions v1.1AnnNoch keine Bewertungen
- DR 633 833 1233 (1) BarraDokument15 SeitenDR 633 833 1233 (1) BarraJhonatan Bejarano BazanNoch keine Bewertungen
- Installation Instructions For Hand Dryer: XleratorDokument2 SeitenInstallation Instructions For Hand Dryer: XleratorIBJSC.comNoch keine Bewertungen
- Eco Micron FitDokument4 SeitenEco Micron FitNicholas Jeffrey DaviesNoch keine Bewertungen
- Micromist Operation ManualDokument12 SeitenMicromist Operation Manualatul110045Noch keine Bewertungen
- MiniVac OIM ManualDokument10 SeitenMiniVac OIM ManualGiorgiana RosuNoch keine Bewertungen
- Suburban Filter Dryer: User Manual Installation InstructionsDokument8 SeitenSuburban Filter Dryer: User Manual Installation InstructionsMistysPartsNoch keine Bewertungen
- Diaphragm Seal Filling GuideDokument14 SeitenDiaphragm Seal Filling GuideKrishnaraj DhavalaNoch keine Bewertungen
- Bry-Air Dehumidifier ManualDokument17 SeitenBry-Air Dehumidifier ManualMaulik33% (3)
- Gast 23 Series Oilless ManualDokument8 SeitenGast 23 Series Oilless Manualclangbird210Noch keine Bewertungen
- Fabio Air SpringsDokument376 SeitenFabio Air SpringsАлексей ПобережнюкNoch keine Bewertungen
- GrundfosinstructionDokument22 SeitenGrundfosinstructionHanan Al-mayyasNoch keine Bewertungen
- Air Springs Cab - ConvolutedDokument98 SeitenAir Springs Cab - ConvolutedСергей ЕгоровNoch keine Bewertungen
- AIM:-Service Positive Crankcase Ventilation System: Practical - 3Dokument6 SeitenAIM:-Service Positive Crankcase Ventilation System: Practical - 3saiyed amanNoch keine Bewertungen
- Single Chamber Blast Machines ABSC-24524: Owner'S ManualDokument7 SeitenSingle Chamber Blast Machines ABSC-24524: Owner'S ManualBiggie Tafadzwa GanyoNoch keine Bewertungen
- Foam Chamber Model FDokument6 SeitenFoam Chamber Model FMaulia SabrinaNoch keine Bewertungen
- RB Manual For North America EnglishDokument21 SeitenRB Manual For North America EnglishEduardo FeitosaNoch keine Bewertungen
- pdfs_systemcontaminationDokument4 Seitenpdfs_systemcontaminationLuis Carlos Mayorga GarciaNoch keine Bewertungen
- Yellowjacket 13-22Dokument10 SeitenYellowjacket 13-22remwel_Noch keine Bewertungen
- MICROPHOR Manual24563MicroflushGBHDokument14 SeitenMICROPHOR Manual24563MicroflushGBHwarrimaint28094Noch keine Bewertungen
- Service FiltrosDokument43 SeitenService FiltrosVpemuNoch keine Bewertungen
- Air Gap Installation InstructionsDokument2 SeitenAir Gap Installation InstructionsWattsNoch keine Bewertungen
- Pegasys Manual Inst Oper MantDokument12 SeitenPegasys Manual Inst Oper MantDaniel LagosNoch keine Bewertungen
- Viper Slider 1016SE MANUAL - PartsDokument18 SeitenViper Slider 1016SE MANUAL - PartsNestor Marquez-DiazNoch keine Bewertungen
- Handbook Sealweld Valvulas de ProcesoDokument92 SeitenHandbook Sealweld Valvulas de Procesofelipe castellanosNoch keine Bewertungen
- 1A Metallic ManualDokument10 Seiten1A Metallic ManualMayur PatilNoch keine Bewertungen
- Bomba de Doble DiafragmaDokument3 SeitenBomba de Doble DiafragmaOmar Horna PinedoNoch keine Bewertungen
- Foam Chamber PDFDokument6 SeitenFoam Chamber PDFAinur RohmanNoch keine Bewertungen
- 01 Mascoat Industrial Application InstructionsDokument7 Seiten01 Mascoat Industrial Application Instructionsböhmit100% (1)
- O & M-mannualDokument29 SeitenO & M-mannualHadziq NaufalNoch keine Bewertungen
- Pantera Sand ManualDokument21 SeitenPantera Sand Manualisme78Noch keine Bewertungen
- Steam Trap Installation Best Practices STLDokument2 SeitenSteam Trap Installation Best Practices STLRosyad Broe CaporegimeNoch keine Bewertungen
- Ingersoll Rand Compressor Manual SS3L3Dokument36 SeitenIngersoll Rand Compressor Manual SS3L3Castoriadis100% (2)
- NullDokument2 SeitenNulldoublekindustriesNoch keine Bewertungen
- Instruction Manual: Warning: Important Safety Precautions!! Please Read Completely Before Using Product!!Dokument4 SeitenInstruction Manual: Warning: Important Safety Precautions!! Please Read Completely Before Using Product!!doublekindustriesNoch keine Bewertungen
- V776-561-004S Air Dryer CheckDokument4 SeitenV776-561-004S Air Dryer CheckWilson BuenoNoch keine Bewertungen
- Instruction Manual: 2000PV 2000EVDokument4 SeitenInstruction Manual: 2000PV 2000EVdoublekindustriesNoch keine Bewertungen
- Portable Air Conditioner Climatiseur Portatif Acondicionador de Aire PortatilDokument13 SeitenPortable Air Conditioner Climatiseur Portatif Acondicionador de Aire PortatilChuck Pickard100% (1)
- 189 010 - en 15.710057 V3.0Dokument12 Seiten189 010 - en 15.710057 V3.0balzac191Noch keine Bewertungen
- Oreck XL Professional Air Purifier W/ Silence Technology ManualDokument8 SeitenOreck XL Professional Air Purifier W/ Silence Technology ManualGoofyNut0% (2)
- Operating & Instructions: ManualDokument20 SeitenOperating & Instructions: ManualjujuroyaleNoch keine Bewertungen
- High Sensitivity Post Emulsifiable - FPI Procedure SheetDokument7 SeitenHigh Sensitivity Post Emulsifiable - FPI Procedure SheetrenjithaeroNoch keine Bewertungen
- Cartridge Filter Standard System Owner'S ManualDokument4 SeitenCartridge Filter Standard System Owner'S Manualjp nayakNoch keine Bewertungen
- Polaris Spa Blower Repair ManualDokument16 SeitenPolaris Spa Blower Repair ManualPool Supply SalesNoch keine Bewertungen
- DBF110 Dryer Exhaust Booster System Installation InstructionsDokument4 SeitenDBF110 Dryer Exhaust Booster System Installation InstructionstylerdurdaneNoch keine Bewertungen
- Installation, Assembly and Test Procedure: Kamos Patented Kammprofil GasketDokument16 SeitenInstallation, Assembly and Test Procedure: Kamos Patented Kammprofil Gasketjayhuacat7743Noch keine Bewertungen
- Gast Compressed Air Systems enDokument11 SeitenGast Compressed Air Systems enKrzysiek PodsiadłoNoch keine Bewertungen
- Atmospheric Relief Valve ManualDokument12 SeitenAtmospheric Relief Valve ManualTarun ChandraNoch keine Bewertungen
- Rules of ThumbDokument3 SeitenRules of ThumbKaisar Ahmed BhuyanNoch keine Bewertungen
- Aftercooler - Test PDFDokument6 SeitenAftercooler - Test PDFDaniel Castillo Peña100% (1)
- 989-511-02 (Polyclav)Dokument12 Seiten989-511-02 (Polyclav)Rizka Dwi Nur VitriaNoch keine Bewertungen
- Leybold A Series Pump Service ManualDokument74 SeitenLeybold A Series Pump Service ManualaminivanNoch keine Bewertungen
- Balcrank 1130-001 Tiger PumpDokument8 SeitenBalcrank 1130-001 Tiger PumpJoseph GeraciNoch keine Bewertungen
- Eaton-Airflex Quick Release Valve IOMDokument8 SeitenEaton-Airflex Quick Release Valve IOMIvan AcostaNoch keine Bewertungen
- Inside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryVon EverandInside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryNoch keine Bewertungen
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryVon EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNoch keine Bewertungen
- Terramite TSS38Dokument106 SeitenTerramite TSS38gabrielob100% (1)
- Terramite TSS38Dokument106 SeitenTerramite TSS38gabrielob100% (1)
- Miniature PCB relays 6-10ADokument3 SeitenMiniature PCB relays 6-10AVideomania TRNoch keine Bewertungen
- Detailed parts list and drawings for AbraPol-20 machineDokument35 SeitenDetailed parts list and drawings for AbraPol-20 machinegabrielobNoch keine Bewertungen
- Vacuum GaugeDokument162 SeitenVacuum GaugegabrielobNoch keine Bewertungen
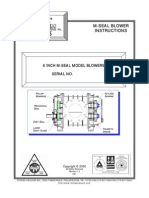
- 6 Inch M-Seal Model Blowers StokesDokument27 Seiten6 Inch M-Seal Model Blowers StokesgabrielobNoch keine Bewertungen
- Roughing PumpDokument37 SeitenRoughing PumpgabrielobNoch keine Bewertungen
- Trivac B d16b-d25bDokument66 SeitenTrivac B d16b-d25bgabrielobNoch keine Bewertungen
- Trivac B d16b-d25bDokument66 SeitenTrivac B d16b-d25bgabrielobNoch keine Bewertungen
- XRP Generator PDFDokument12 SeitenXRP Generator PDFgabrielobNoch keine Bewertungen
- Power Control Unit - PhasetronicDokument4 SeitenPower Control Unit - PhasetronicgabrielobNoch keine Bewertungen
- PID BasicsDokument7 SeitenPID BasicsgabrielobNoch keine Bewertungen
- Cwi QuestionsDokument6 SeitenCwi QuestionsGokul Thangam75% (4)
- New Holland Engine F4ge Backhoe en Service ManualDokument10 SeitenNew Holland Engine F4ge Backhoe en Service Manualenrique100% (47)
- Thermal Shock Resistant Neoceram Glass-CeramicDokument2 SeitenThermal Shock Resistant Neoceram Glass-CeramicAmândio PintoNoch keine Bewertungen
- DistanceDokument16 SeitenDistanceMostafa Mohmmed100% (1)
- FFRT-100: Standard SpecificationsDokument2 SeitenFFRT-100: Standard SpecificationsbibhansuNoch keine Bewertungen
- Hajar Trading and Technical Services: Risk AssessmentDokument10 SeitenHajar Trading and Technical Services: Risk Assessmentwinston11Noch keine Bewertungen
- SteckDokument354 SeitenStecknaruto100% (1)
- Final Directory Handbook For ADIPEC 2023Dokument54 SeitenFinal Directory Handbook For ADIPEC 2023Zharif ZainiNoch keine Bewertungen
- Volkswagen 2.0L TDI Common Rail Engine Service TrainingDokument90 SeitenVolkswagen 2.0L TDI Common Rail Engine Service TrainingАлла Харютина100% (1)
- 42SL80 TrainingDokument93 Seiten42SL80 Trainingvmalvica67% (3)
- GX30R 100RDokument53 SeitenGX30R 100RSergio Garcia100% (1)
- General Design Considerations for Chemical Plant DesignDokument27 SeitenGeneral Design Considerations for Chemical Plant DesignTeddy Ekubay GNoch keine Bewertungen
- 11 5 Temperature and Pressure 4th EdDokument18 Seiten11 5 Temperature and Pressure 4th Edapi-267245178Noch keine Bewertungen
- Aufbau PrincipleDokument4 SeitenAufbau PrinciplecrbrumaNoch keine Bewertungen
- Master Plan 2021Dokument172 SeitenMaster Plan 2021Rajnish MishraNoch keine Bewertungen
- Automatic Street Light Control Using LDRDokument39 SeitenAutomatic Street Light Control Using LDRAyush Kumar100% (1)
- Test Bank For Achieve For Interactive General Chemistry, 1e by Macmillan Learning Test BankDokument9 SeitenTest Bank For Achieve For Interactive General Chemistry, 1e by Macmillan Learning Test BankNail BaskoNoch keine Bewertungen
- Projects Oil and Gas BrochureDokument20 SeitenProjects Oil and Gas BrochureRussel John RamosNoch keine Bewertungen
- SIA Guidance Note 47Dokument11 SeitenSIA Guidance Note 47Ali BiomyNoch keine Bewertungen
- Valve Material ApplicationDokument16 SeitenValve Material Applicationehab8320014413100% (1)
- Short and Open Circuit Test On TransformerDokument1 SeiteShort and Open Circuit Test On TransformerRyan DagsilNoch keine Bewertungen
- DG Set SelectionDokument12 SeitenDG Set SelectionDr. R. SharmaNoch keine Bewertungen
- The Design of A Slotted Vertical Screen Breakwater PDFDokument13 SeitenThe Design of A Slotted Vertical Screen Breakwater PDFscrane@Noch keine Bewertungen
- YM80SA Abrasive Belt Polishing Machine-Operation ManualDokument7 SeitenYM80SA Abrasive Belt Polishing Machine-Operation ManualAgha Ali KhanNoch keine Bewertungen
- ME6502 Heat and Mass Transfer SyllabusDokument26 SeitenME6502 Heat and Mass Transfer Syllabusamdeva0% (1)
- IPM 200 Series: Internal Permanent Magnet MotorsDokument7 SeitenIPM 200 Series: Internal Permanent Magnet MotorsLuu JosNoch keine Bewertungen
- KR AGILUS Hygienic Machine Fast Cleaning Food PharmaDokument2 SeitenKR AGILUS Hygienic Machine Fast Cleaning Food PharmaValke Athletes HandcareNoch keine Bewertungen
- GH G ConversionDokument146 SeitenGH G ConversionjorgeNoch keine Bewertungen
- Genie GTH 4013Dokument202 SeitenGenie GTH 4013Sam Manutenção100% (2)
- Various Configurations of Co2 CaptureDokument16 SeitenVarious Configurations of Co2 CaptureMaythee SaisriyootNoch keine Bewertungen