Das könnte Ihnen auch gefallen
- Magnesium For Automotive Applications: Primary Production Cost AssessmentDokument5 SeitenMagnesium For Automotive Applications: Primary Production Cost AssessmentThiago DomingosNoch keine Bewertungen
- Solutions Manual to accompany Engineering Materials ScienceVon EverandSolutions Manual to accompany Engineering Materials ScienceBewertung: 4 von 5 Sternen4/5 (1)
- Body of ThesisDokument51 SeitenBody of Thesiskamel touilebNoch keine Bewertungen
- 2015-07 - ZR - A Closer Look at Magnesium 10p ===رامین فریدی - ترجمه کاملDokument10 Seiten2015-07 - ZR - A Closer Look at Magnesium 10p ===رامین فریدی - ترجمه کاملraminNoch keine Bewertungen
- Aluminium and Challenges For SustainabilityDokument4 SeitenAluminium and Challenges For SustainabilityNarasimharaghavanPuliyurKrishnaswamyNoch keine Bewertungen
- Research On Sustainable Steel Making (Fruehan)Dokument11 SeitenResearch On Sustainable Steel Making (Fruehan)vikassolanki2010Noch keine Bewertungen
- 30 Years of Niobium Steel Development in ChinaDokument26 Seiten30 Years of Niobium Steel Development in ChinaRepública Maternidade Ouro PretoNoch keine Bewertungen
- Aceros Twip para Aplicaciones AutomotricesDokument29 SeitenAceros Twip para Aplicaciones AutomotricesRolando Nuñez MonrroyNoch keine Bewertungen
- Review of Green and Low-Carbon Ironmaking TechnologyDokument12 SeitenReview of Green and Low-Carbon Ironmaking TechnologyDavid Francisco Flórez RamosNoch keine Bewertungen
- Strip CastingDokument38 SeitenStrip CastingRAULYEPEZSANCHEZNoch keine Bewertungen
- And Fundamentals: Lronmaking SteelmakingDokument9 SeitenAnd Fundamentals: Lronmaking SteelmakingSamanway DasNoch keine Bewertungen
- Magnesium AlloysDokument14 SeitenMagnesium AlloysTamerNoch keine Bewertungen
- 09 - Chapter 3Dokument62 Seiten09 - Chapter 3Sampat PrajapatiNoch keine Bewertungen
- AutomotiveDokument11 SeitenAutomotiveAlyaa TahirNoch keine Bewertungen
- Blast Furnace Japan DevelopmentDokument14 SeitenBlast Furnace Japan DevelopmentShyam JiNoch keine Bewertungen
- Carbon Fiber and Polymer CompositesDokument4 SeitenCarbon Fiber and Polymer CompositesRahul MahajanNoch keine Bewertungen
- 2.2 Global Outlook of Steel Industry: SupplyDokument2 Seiten2.2 Global Outlook of Steel Industry: SupplyMaithili SUBRAMANIANNoch keine Bewertungen
- PH3 30 Iron SteelDokument142 SeitenPH3 30 Iron SteelMouna GuruNoch keine Bewertungen
- Magnesium and Its Alloys ApplicationsDokument15 SeitenMagnesium and Its Alloys ApplicationsenggsantuNoch keine Bewertungen
- 1 s2.0 S0921509300013514 Main1 PDFDokument9 Seiten1 s2.0 S0921509300013514 Main1 PDFEidelsayedNoch keine Bewertungen
- Iif Aluminium Day Chennai 16th April 2011Dokument44 SeitenIif Aluminium Day Chennai 16th April 2011etamil87Noch keine Bewertungen
- A New Role For Microalloyed SteelsDokument11 SeitenA New Role For Microalloyed SteelsMuhammed SulfeekNoch keine Bewertungen
- Current State of The World and Domestic AluminiumDokument7 SeitenCurrent State of The World and Domestic AluminiumHanna FloresNoch keine Bewertungen
- Recent Growing Demand For Magnesium in The Automotive IndustryDokument5 SeitenRecent Growing Demand For Magnesium in The Automotive IndustrySapandeepNoch keine Bewertungen
- AdvancesinMetalsPaveWaytoLighterVehicles PDFDokument6 SeitenAdvancesinMetalsPaveWaytoLighterVehicles PDFfbahsiNoch keine Bewertungen
- JFE Steel Hydrogen - 11Dokument8 SeitenJFE Steel Hydrogen - 11ANAND SANGWANNoch keine Bewertungen
- Article 1. The Future of CoalDokument4 SeitenArticle 1. The Future of Coalwisnu fitraddyNoch keine Bewertungen
- American Steel IndustryDokument54 SeitenAmerican Steel IndustryVikas YesajiNoch keine Bewertungen
- 167Dokument6 Seiten167apajicesNoch keine Bewertungen
- The Role and Significance of Magnesium in Modern Day Research A Review - 2021Dokument61 SeitenThe Role and Significance of Magnesium in Modern Day Research A Review - 2021Mingying QinNoch keine Bewertungen
- 10.1007@s40831 019 00219 9Dokument19 Seiten10.1007@s40831 019 00219 9Moya LayaNoch keine Bewertungen
- The Effects of Niobium Microalloying in Second Generation Advanced High Strength SteelsDokument12 SeitenThe Effects of Niobium Microalloying in Second Generation Advanced High Strength SteelsemregnesNoch keine Bewertungen
- Project Report On: Oligopoly Market Structure of Aluminium Industry in IndiaDokument5 SeitenProject Report On: Oligopoly Market Structure of Aluminium Industry in IndiaShruti SharmaNoch keine Bewertungen
- Comparison Study of Microstructural Evolution of Az91 Magnesium Alloy Via Helical Channel TurnitinDokument13 SeitenComparison Study of Microstructural Evolution of Az91 Magnesium Alloy Via Helical Channel TurnitinHafizAzamNoch keine Bewertungen
- Steel Beyond The Crisis: Key Factors and Trends For The Future of Steel IndustryDokument8 SeitenSteel Beyond The Crisis: Key Factors and Trends For The Future of Steel IndustryneedforskillNoch keine Bewertungen
- Raw Materials For Manufacturing of Superior Quality Mgo-C BricksDokument8 SeitenRaw Materials For Manufacturing of Superior Quality Mgo-C Bricksjom erfNoch keine Bewertungen
- MTI Assignment - Antesh Kumar - EPGP-13A-021Dokument8 SeitenMTI Assignment - Antesh Kumar - EPGP-13A-021Antesh SinghNoch keine Bewertungen
- Automotive Applications of Magnesium and Its Alloys: C. Blawert, N. Hort and K.U. KainerDokument12 SeitenAutomotive Applications of Magnesium and Its Alloys: C. Blawert, N. Hort and K.U. KainerSapandeepNoch keine Bewertungen
- Economía EnergéticaDokument8 SeitenEconomía EnergéticaSERGIO MANZO ANDRADENoch keine Bewertungen
- Xu 2010Dokument7 SeitenXu 2010AmlaanNoch keine Bewertungen
- Comparitive Study of Appl. of Steels and Al in LW Production of Automotive PartsDokument10 SeitenComparitive Study of Appl. of Steels and Al in LW Production of Automotive PartstarunNoch keine Bewertungen
- 00emerging Technologies For Iron and SteelmakingDokument16 Seiten00emerging Technologies For Iron and Steelmakingvasundhara singhNoch keine Bewertungen
- A New Role For Micro Alloyed SteelsDokument11 SeitenA New Role For Micro Alloyed SteelsJasbir S RyaitNoch keine Bewertungen
- Energy Trends in Selected Manufacturing SectorsDokument14 SeitenEnergy Trends in Selected Manufacturing Sectors3m3hNoch keine Bewertungen
- Paper - Malcolm Powell - Integrated Performance Optimisation of Comminution CircuitsDokument11 SeitenPaper - Malcolm Powell - Integrated Performance Optimisation of Comminution CircuitselderNoch keine Bewertungen
- Modern Blast Furnace Ironmaking Technology PotentiDokument36 SeitenModern Blast Furnace Ironmaking Technology PotentiHicham Cheikh100% (1)
- Indian Aluminium IndustryDokument34 SeitenIndian Aluminium IndustryanoopmangalNoch keine Bewertungen
- Energy Reports: Huachun He, Hongjun Guan, Xiang Zhu, Haiyu LeeDokument8 SeitenEnergy Reports: Huachun He, Hongjun Guan, Xiang Zhu, Haiyu LeeHenna CorpuzNoch keine Bewertungen
- 1 s2.0 S0016236123000145 MainDokument7 Seiten1 s2.0 S0016236123000145 MainSrikanth SrikantiNoch keine Bewertungen
- Effects of Heat Treatment On Materials Used in Automobiles: A Case StudyDokument6 SeitenEffects of Heat Treatment On Materials Used in Automobiles: A Case StudyMilitza PerezNoch keine Bewertungen
- Decarbonizing Steel PresentationDokument27 SeitenDecarbonizing Steel PresentationMitone DiazNoch keine Bewertungen
- Clean Development in Iron and Steel Industry of ChinaDokument26 SeitenClean Development in Iron and Steel Industry of ChinaHelenhoaNoch keine Bewertungen
- Iron and Steel ReportDokument31 SeitenIron and Steel ReportDinesh Kumar KarurNoch keine Bewertungen
- Dry Sliding Behavior of Aluminium Alloy Reinforced With Hybrid Ceramic ParticlesDokument7 SeitenDry Sliding Behavior of Aluminium Alloy Reinforced With Hybrid Ceramic ParticlesNisar HussainNoch keine Bewertungen
- Magnesiumalloysandapplicationsinautomotiveindustry NimaKhademian2021 FinalDokument24 SeitenMagnesiumalloysandapplicationsinautomotiveindustry NimaKhademian2021 FinalWiki BandachNoch keine Bewertungen
- Study of CO2 Emissions in China's Iron and Steel Industry Based On Economic Input-Output Life Cycle AssessmentDokument14 SeitenStudy of CO2 Emissions in China's Iron and Steel Industry Based On Economic Input-Output Life Cycle AssessmentdanielsmattosNoch keine Bewertungen
- Feasibility Report On The Production of Direct Reduced IronDokument5 SeitenFeasibility Report On The Production of Direct Reduced IronEngr Faiq ChauhdaryNoch keine Bewertungen
- Ceb3013: Environmental Chemical Engineering September 2021Dokument33 SeitenCeb3013: Environmental Chemical Engineering September 2021hekiNoch keine Bewertungen
- Amit Chatterjee - Sponge Iron Industry in India - Scope For Clean Technology, Durgapur, March 26, 2009Dokument38 SeitenAmit Chatterjee - Sponge Iron Industry in India - Scope For Clean Technology, Durgapur, March 26, 2009dekanitaesriepaksiNoch keine Bewertungen
- Finite Element MethodsDokument20 SeitenFinite Element MethodstarasasankaNoch keine Bewertungen
- 2 Robot Actuators and Drive SystemsDokument42 Seiten2 Robot Actuators and Drive SystemsSiva RamanNoch keine Bewertungen
- Analysis and Characterization of Tensile Property of MG MMC Using ANSYSDokument5 SeitenAnalysis and Characterization of Tensile Property of MG MMC Using ANSYStarasasankaNoch keine Bewertungen
- 2017 July IJIRSETDokument9 Seiten2017 July IJIRSETtarasasankaNoch keine Bewertungen
- FEA TheoryDokument49 SeitenFEA Theoryof_switzerlandNoch keine Bewertungen
- 2019 June IJRARDokument8 Seiten2019 June IJRARtarasasankaNoch keine Bewertungen
- IUCEE EPICS Poster Conceptual Design-1Dokument1 SeiteIUCEE EPICS Poster Conceptual Design-1tarasasanka0% (1)
- Lesson Plan ME410A (R16)Dokument2 SeitenLesson Plan ME410A (R16)tarasasankaNoch keine Bewertungen
- FEM Class Some Topics of unit-IV and VDokument21 SeitenFEM Class Some Topics of unit-IV and VtarasasankaNoch keine Bewertungen
- 7B AnswerDokument6 Seiten7B AnswertarasasankaNoch keine Bewertungen
- Liao 2009Dokument10 SeitenLiao 2009tarasasankaNoch keine Bewertungen
- Application For The Grant of Learener's LicenceDokument1 SeiteApplication For The Grant of Learener's LicencetarasasankaNoch keine Bewertungen
- Topics No - of Classes Unit - I: Lesson PlanDokument2 SeitenTopics No - of Classes Unit - I: Lesson PlantarasasankaNoch keine Bewertungen
- Chapter 9c CreepDokument29 SeitenChapter 9c CreepGurunath EpiliNoch keine Bewertungen
- Manufacturing Operations: 1 Processing and Assembly OperationsDokument4 SeitenManufacturing Operations: 1 Processing and Assembly OperationstarasasankaNoch keine Bewertungen
- ME 6702-Mechatronics (MEC) WITH QB - by Civildatas - Com 12Dokument14 SeitenME 6702-Mechatronics (MEC) WITH QB - by Civildatas - Com 12Raj KumarNoch keine Bewertungen
- Mecha IntroDokument41 SeitenMecha IntroSuhana BagulNoch keine Bewertungen
- Scilab CodeDokument4 SeitenScilab CodetarasasankaNoch keine Bewertungen
- Cutter Compensation ExampleDokument2 SeitenCutter Compensation ExampleKarla Garcia MendezNoch keine Bewertungen
- Cutter Compensation ExampleDokument2 SeitenCutter Compensation ExampleKarla Garcia MendezNoch keine Bewertungen
- Industrial Control and Automation Unit-3 Computer Numerical ControlDokument49 SeitenIndustrial Control and Automation Unit-3 Computer Numerical ControltarasasankaNoch keine Bewertungen
- FDP On Entrepreneurship-03042017Dokument4 SeitenFDP On Entrepreneurship-03042017tarasasankaNoch keine Bewertungen
- FDP On Entrepreneurship-03042017Dokument4 SeitenFDP On Entrepreneurship-03042017tarasasankaNoch keine Bewertungen
- Cutter Compensation ExampleDokument8 SeitenCutter Compensation ExampletarasasankaNoch keine Bewertungen
- List of Suggested Books Aicte - UgDokument25 SeitenList of Suggested Books Aicte - UgtarasasankaNoch keine Bewertungen
- Mechanisms of Fatigue-Crack Propagation in DuctileDokument29 SeitenMechanisms of Fatigue-Crack Propagation in DuctileAlyani AzizNoch keine Bewertungen
- Orthographic ProjectionDokument16 SeitenOrthographic ProjectionPradip PatelNoch keine Bewertungen
- Toc 001 PDFDokument9 SeitenToc 001 PDFtarasasankaNoch keine Bewertungen
- 32 Screw Threads and Gear Manufacturing MethodsDokument21 Seiten32 Screw Threads and Gear Manufacturing MethodsquockhanhspktNoch keine Bewertungen
- Chapter 3Dokument19 SeitenChapter 3Akash Kumar DevNoch keine Bewertungen
- Irfan Khan ResumeDokument3 SeitenIrfan Khan Resumemanisha guptaNoch keine Bewertungen
- Manila Electric CompanyDokument23 SeitenManila Electric CompanyIrishNoch keine Bewertungen
- KONČAR - Instrument Transformers Inc. Zagreb, CroatiaDokument26 SeitenKONČAR - Instrument Transformers Inc. Zagreb, CroatiaJavier NegretteNoch keine Bewertungen
- The Efficient Green Data Center WPDokument36 SeitenThe Efficient Green Data Center WPgsingh78Noch keine Bewertungen
- ABB Surge Arrester POLIM-I - Data Sheet 1HC0075858 E01 ABDokument5 SeitenABB Surge Arrester POLIM-I - Data Sheet 1HC0075858 E01 ABRadu Sergiu CimpanNoch keine Bewertungen
- Frequently Asked Questions (FAQ) : State Aid: Just Transition Fund (JTF)Dokument15 SeitenFrequently Asked Questions (FAQ) : State Aid: Just Transition Fund (JTF)amicoadrianoNoch keine Bewertungen
- Biorefinery 2030 Future Prospects For The Bioeconomy 2015Dokument154 SeitenBiorefinery 2030 Future Prospects For The Bioeconomy 2015Hugo Blanco100% (1)
- FP - Spec - 02 - Ridwan Febrianto - Pumped Well Geothermal Power Generation in The Indonesian ContextDokument7 SeitenFP - Spec - 02 - Ridwan Febrianto - Pumped Well Geothermal Power Generation in The Indonesian ContextamiruddinNoch keine Bewertungen
- Poster 'I Want To Be ' - Rev0Dokument4 SeitenPoster 'I Want To Be ' - Rev0hafizahmad84Noch keine Bewertungen
- Motortronics 2013 Product Selection Guide - SoftstarterDokument121 SeitenMotortronics 2013 Product Selection Guide - SoftstarterJoeDabidNoch keine Bewertungen
- Cat BLB BM20 25 35 BF201 EngDokument72 SeitenCat BLB BM20 25 35 BF201 EngДима ПолищукNoch keine Bewertungen
- Fus1010 Standard Operating InstructionsDokument278 SeitenFus1010 Standard Operating InstructionsIessua Alberto De LeonNoch keine Bewertungen
- Agility Melle: D. Kahina Agility Melle: H. Bessafi Customer Support Coordinator Agility Astaldi Awamco Amimer Energie Aifg ABBDokument161 SeitenAgility Melle: D. Kahina Agility Melle: H. Bessafi Customer Support Coordinator Agility Astaldi Awamco Amimer Energie Aifg ABBSlimane AbousseddikNoch keine Bewertungen
- Refrigeration Engineering BrochureDokument12 SeitenRefrigeration Engineering BrochuremdtaheriNoch keine Bewertungen
- Saurabh Pratap Singh - Activitas - NMIMS-B - Automobile Industry AnalysisDokument73 SeitenSaurabh Pratap Singh - Activitas - NMIMS-B - Automobile Industry AnalysisSaurabh SinghNoch keine Bewertungen
- Exide PresentationDokument17 SeitenExide Presentationwasifur1230% (2)
- Hydraulic IndustrialDokument56 SeitenHydraulic IndustrialKuni Faizah100% (1)
- AdvEn Solutions - Battery ResearchDokument19 SeitenAdvEn Solutions - Battery ResearchGreenEnergyFuturesNoch keine Bewertungen
- p07001 0614 PDFDokument60 Seitenp07001 0614 PDFManav GaneshNoch keine Bewertungen
- 11 Russia KogayDokument15 Seiten11 Russia KogaySyamil DzulfidaNoch keine Bewertungen
- AC ManualDokument24 SeitenAC ManualSathiaselan PasskerenNoch keine Bewertungen
- Ir3030 Ir3045 Ir4570 2870 2230 3530 Series-PcDokument152 SeitenIr3030 Ir3045 Ir4570 2870 2230 3530 Series-PcTerry BogardNoch keine Bewertungen
- C SB453H8A Sanyo 5.5TR CompressorDokument14 SeitenC SB453H8A Sanyo 5.5TR CompressorHarsh Vani AroraNoch keine Bewertungen
- Oil & Gas AccountingDokument4 SeitenOil & Gas AccountingFolakemi OgunyemiNoch keine Bewertungen
- T12833-Purge Air CHK VLVDokument6 SeitenT12833-Purge Air CHK VLVJEORJENoch keine Bewertungen
- Exhibitor ListDokument4 SeitenExhibitor ListAhmad HassanainNoch keine Bewertungen
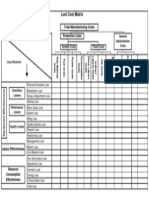
- Lost Cost Matrix: Total Manufacturing CostsDokument1 SeiteLost Cost Matrix: Total Manufacturing CostsMadhan KumarNoch keine Bewertungen
- IP Vs NEMADokument2 SeitenIP Vs NEMAnazury2kNoch keine Bewertungen
- 12isc Eco ProjectDokument26 Seiten12isc Eco Projectyuvraj chopraNoch keine Bewertungen
- Neptune Price List 7 August 2020Dokument11 SeitenNeptune Price List 7 August 2020SUNILABHI_APNoch keine Bewertungen
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansVon EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansBewertung: 4.5 von 5 Sternen4.5/5 (21)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansVon EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNoch keine Bewertungen
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeVon EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeBewertung: 4.5 von 5 Sternen4.5/5 (59)
- To Engineer Is Human: The Role of Failure in Successful DesignVon EverandTo Engineer Is Human: The Role of Failure in Successful DesignBewertung: 4 von 5 Sternen4/5 (137)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetVon EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetBewertung: 4.5 von 5 Sternen4.5/5 (10)
- Cable Supported Bridges: Concept and DesignVon EverandCable Supported Bridges: Concept and DesignBewertung: 5 von 5 Sternen5/5 (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Summary of Neil Postman's Amusing Ourselves to DeathVon EverandSummary of Neil Postman's Amusing Ourselves to DeathBewertung: 4 von 5 Sternen4/5 (2)
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyVon EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyBewertung: 4.5 von 5 Sternen4.5/5 (5)
- The Finite Element Method: Linear Static and Dynamic Finite Element AnalysisVon EverandThe Finite Element Method: Linear Static and Dynamic Finite Element AnalysisBewertung: 5 von 5 Sternen5/5 (3)
- CAREC Road Safety Engineering Manual 3: Roadside Hazard ManagementVon EverandCAREC Road Safety Engineering Manual 3: Roadside Hazard ManagementNoch keine Bewertungen
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationVon EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationBewertung: 4 von 5 Sternen4/5 (18)
- Pile Design and Construction Rules of ThumbVon EverandPile Design and Construction Rules of ThumbBewertung: 4.5 von 5 Sternen4.5/5 (15)
- Structural Cross Sections: Analysis and DesignVon EverandStructural Cross Sections: Analysis and DesignBewertung: 4.5 von 5 Sternen4.5/5 (19)
- Up and Running with AutoCAD 2020: 2D Drafting and DesignVon EverandUp and Running with AutoCAD 2020: 2D Drafting and DesignNoch keine Bewertungen
- Troubleshooting and Repair of Diesel EnginesVon EverandTroubleshooting and Repair of Diesel EnginesBewertung: 1.5 von 5 Sternen1.5/5 (2)
- Construction Innovation and Process ImprovementVon EverandConstruction Innovation and Process ImprovementAkintola AkintoyeNoch keine Bewertungen
- The Diesel That Did It: General Motors' FT LocomotiveVon EverandThe Diesel That Did It: General Motors' FT LocomotiveNoch keine Bewertungen
- Skyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownVon EverandSkyway: The True Story of Tampa Bay's Signature Bridge and the Man Who Brought It DownNoch keine Bewertungen