Das könnte Ihnen auch gefallen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Me Selas Brochure en 2 PDFDokument4 SeitenMe Selas Brochure en 2 PDFfahrgeruste3961Noch keine Bewertungen
- Asymmetric Cold Rolling of Thin Strip With Roll Edge Kiss: Research OnlineDokument7 SeitenAsymmetric Cold Rolling of Thin Strip With Roll Edge Kiss: Research Onlinefahrgeruste3961Noch keine Bewertungen
- Thermal Contact Resistance PDFDokument7 SeitenThermal Contact Resistance PDFfahrgeruste3961Noch keine Bewertungen
- Kina25317enn 002 PDFDokument115 SeitenKina25317enn 002 PDFfahrgeruste3961Noch keine Bewertungen
- SASAKI - T - 1984 - Control of Strip Buckling and Snaking in Continuous Annealing Furnace - 1984 - KAWASAKI-STEEL PDFDokument11 SeitenSASAKI - T - 1984 - Control of Strip Buckling and Snaking in Continuous Annealing Furnace - 1984 - KAWASAKI-STEEL PDFfahrgeruste3961Noch keine Bewertungen
- Buckling and Wrinkling During Strip Conveying in Processing Lines PDFDokument8 SeitenBuckling and Wrinkling During Strip Conveying in Processing Lines PDFfahrgeruste3961100% (1)
- Twenty-Five Years of Experience in Discussing Rolls and Rolling Technology PDFDokument12 SeitenTwenty-Five Years of Experience in Discussing Rolls and Rolling Technology PDFfahrgeruste3961Noch keine Bewertungen
- Patent Worldwide - Espacenet.com Publicationdetails Biblio FT D&D PDFDokument2 SeitenPatent Worldwide - Espacenet.com Publicationdetails Biblio FT D&D PDFfahrgeruste3961Noch keine Bewertungen
- Biomechanics of Swimming: ObjectivesDokument25 SeitenBiomechanics of Swimming: Objectivesfahrgeruste3961Noch keine Bewertungen
- The Accuracy of Computational Fluid Dynamics Analysis PDFDokument19 SeitenThe Accuracy of Computational Fluid Dynamics Analysis PDFfahrgeruste3961Noch keine Bewertungen
- MCR3a Endangered Animals SpainDokument9 SeitenMCR3a Endangered Animals Spainfahrgeruste3961Noch keine Bewertungen
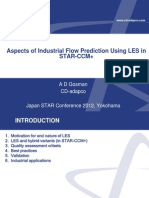
- 15 Japan2012 David Gosman LESDokument28 Seiten15 Japan2012 David Gosman LESfahrgeruste3961Noch keine Bewertungen
- Experimental Evaluation of A New Braking System For Use in Passive Haptic DisplaysDokument5 SeitenExperimental Evaluation of A New Braking System For Use in Passive Haptic Displaysfahrgeruste3961Noch keine Bewertungen
- Starter AnimalcanDokument3 SeitenStarter Animalcanfahrgeruste3961Noch keine Bewertungen
- Yaw SystemDokument5 SeitenYaw SystemSuriya KJNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Project Protocol For Organic TeaDokument5 SeitenProject Protocol For Organic TeaMuntaha ZyanNoch keine Bewertungen
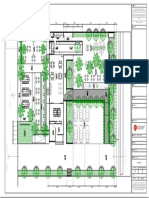
- Layout CitarasaDokument1 SeiteLayout CitarasaMuchammad Ugi SyahroniNoch keine Bewertungen
- Keywords: Choice of Jurisdiction, Choice of Law, International Business Disputes in IndonesiaDokument32 SeitenKeywords: Choice of Jurisdiction, Choice of Law, International Business Disputes in IndonesiaLee Xiang'sNoch keine Bewertungen
- Fuji Micrex SXDokument73 SeitenFuji Micrex SXRetno WulandariNoch keine Bewertungen
- Deltek Acumen Fuse Schedule DiagnosticsDokument13 SeitenDeltek Acumen Fuse Schedule DiagnosticsMario Arancibia SepulvedaNoch keine Bewertungen
- Report HRTP Sanofi PakistanDokument13 SeitenReport HRTP Sanofi PakistanANUS AHMED KHANNoch keine Bewertungen
- Huawei CX311 Switch Module V100R001C00 White Paper 09Dokument41 SeitenHuawei CX311 Switch Module V100R001C00 White Paper 09zain_zedanNoch keine Bewertungen
- Steel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements ForDokument9 SeitenSteel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements FormuhammadNoch keine Bewertungen
- Bond Pricing and Bond Yield New - 1Dokument66 SeitenBond Pricing and Bond Yield New - 1Sarang Gupta100% (1)
- (P1) Modul DC Motor Speed Control SystemDokument13 Seiten(P1) Modul DC Motor Speed Control SystemTito Bambang Priambodo - 6726Noch keine Bewertungen
- Regional Memorandum: Adjusted Search Timeline Activity Date RemarksDokument2 SeitenRegional Memorandum: Adjusted Search Timeline Activity Date RemarksKimttrix WeizsNoch keine Bewertungen
- Resume For Deck CadetDokument4 SeitenResume For Deck CadetDaniel M. MartinNoch keine Bewertungen
- Ex3 Accounting For MaterialsDokument2 SeitenEx3 Accounting For MaterialsCHACHACHANoch keine Bewertungen
- Swichtgear de Media Tension Aislado Por AireDokument33 SeitenSwichtgear de Media Tension Aislado Por Airetotipo10Noch keine Bewertungen
- Midterm: Mathematics For Engineers (W2021)Dokument5 SeitenMidterm: Mathematics For Engineers (W2021)spppppNoch keine Bewertungen
- Nanyang Technological University SEMESTER 2 QUIZ 2019-2020 Ee6508 - Power QualityDokument2 SeitenNanyang Technological University SEMESTER 2 QUIZ 2019-2020 Ee6508 - Power QualityYaraNoch keine Bewertungen
- A Himalayan Challenge PDFDokument39 SeitenA Himalayan Challenge PDFAdheesh TelangNoch keine Bewertungen
- Ballsim DirectDokument58 SeitenBallsim DirectDiego GaliciaNoch keine Bewertungen
- 23 Napocor vs. CbaaDokument23 Seiten23 Napocor vs. CbaaAnonymous 12BvdWEWyNoch keine Bewertungen
- Haryana PWD Rates - 2021Dokument462 SeitenHaryana PWD Rates - 2021pranav kumar100% (2)
- Mid Term Y2017 ACTL3151Dokument14 SeitenMid Term Y2017 ACTL3151Zahid KhanNoch keine Bewertungen
- Mastering DAX - Color 1 Slide Per PageDokument309 SeitenMastering DAX - Color 1 Slide Per Pagemike110*100% (1)
- Unit 5 - Week 4: Assignment 4Dokument4 SeitenUnit 5 - Week 4: Assignment 4RITESH NANDANNoch keine Bewertungen
- Basic Functions of Healthcare FieldDokument10 SeitenBasic Functions of Healthcare FieldShraddha BendkhaleNoch keine Bewertungen
- Ward Clerk - GenericgfgfDokument3 SeitenWard Clerk - GenericgfgfNeil OsborneNoch keine Bewertungen
- Hussain 2020Dokument13 SeitenHussain 2020Prince RajputNoch keine Bewertungen
- TTMA RP 32 EngDokument3 SeitenTTMA RP 32 Englinh caca huynhNoch keine Bewertungen
- Transcript For Internal Controls For Cash and Cash Equivalents VideoDokument3 SeitenTranscript For Internal Controls For Cash and Cash Equivalents VideoAsenathi SandisoNoch keine Bewertungen
- Piping Insulation Types of Pipe Insulation With PDFDokument7 SeitenPiping Insulation Types of Pipe Insulation With PDFSo SacarNoch keine Bewertungen
- Full DOST Guidelines FullDokument53 SeitenFull DOST Guidelines FulltinbsullaNoch keine Bewertungen