Das könnte Ihnen auch gefallen
- 1.method Fabrication Spool (r2)Dokument13 Seiten1.method Fabrication Spool (r2)sethu109175% (20)
- Fabrication Erection Installation Procedure For PipingDokument35 SeitenFabrication Erection Installation Procedure For Pipingbain100% (1)
- Power & Water Project Method Statement For Spool Fabrication of Steel PipingDokument11 SeitenPower & Water Project Method Statement For Spool Fabrication of Steel Pipinglion100_saadNoch keine Bewertungen
- Piping Spool Fabrication ProcedureDokument14 SeitenPiping Spool Fabrication ProcedureMiky Andrean100% (6)
- Piping Fabrication and InstallationDokument30 SeitenPiping Fabrication and InstallationVijay Mohan100% (3)
- 5.a. Piping Fabrication PlanDokument15 Seiten5.a. Piping Fabrication PlanOkeyman100% (5)
- Piping Fabrication, Installation, Erection, and TestingDokument33 SeitenPiping Fabrication, Installation, Erection, and Testingaop1046889% (9)
- Piping Fabrication and Installation Procedure Rev.A1Dokument19 SeitenPiping Fabrication and Installation Procedure Rev.A1Anh Võ71% (24)
- Pipe FabricationDokument42 SeitenPipe FabricationJanani M Janani67% (6)
- Piping Fabrication and Erection ProcedureDokument15 SeitenPiping Fabrication and Erection ProcedureMuhammadChabibi83% (6)
- Fabrication Erection and Installation Procedure For PipingDokument36 SeitenFabrication Erection and Installation Procedure For PipingThiên Khánh67% (3)
- Method Statement For Pipe Support Fabrication and Installation 6423dp420!00!0030000 - Rev01Dokument21 SeitenMethod Statement For Pipe Support Fabrication and Installation 6423dp420!00!0030000 - Rev01mister pogi80% (41)
- Method Statement Pipe WeldingDokument14 SeitenMethod Statement Pipe Weldingjayasjb90% (10)
- Equipment Erection, Static and RotaryDokument8 SeitenEquipment Erection, Static and RotaryHamada ELaraby60% (5)
- Method Statement For Fabrication, Installation and Testing of PipeworkDokument31 SeitenMethod Statement For Fabrication, Installation and Testing of PipeworkNaveed Ahmed Get-Info100% (1)
- Method Statement Piping Works DABBIYADokument11 SeitenMethod Statement Piping Works DABBIYAsivaparthiban100% (3)
- Dimensional Control ProcedureDokument12 SeitenDimensional Control ProcedureBethel NdifonNoch keine Bewertungen
- Above Ground Piping ProcedureDokument4 SeitenAbove Ground Piping Proceduremusthafa_11Noch keine Bewertungen
- Dimensional Control Procedure (Pipe Fit Assurance)Dokument17 SeitenDimensional Control Procedure (Pipe Fit Assurance)Joe Ripa67% (3)
- Method Statement For Underground Piping FCDokument17 SeitenMethod Statement For Underground Piping FCmister pogi94% (17)
- Fabrication Procedure Steel Structure TSEDokument21 SeitenFabrication Procedure Steel Structure TSEspazzbgt67% (6)
- Piping Tie in Procedure Rev ADokument15 SeitenPiping Tie in Procedure Rev AAnh Võ95% (19)
- Method Statement For Piping Fabrication & Erection Work Procedure - BlankDokument9 SeitenMethod Statement For Piping Fabrication & Erection Work Procedure - BlankNaning Kusuma100% (1)
- Method Statement - Pipe WorksDokument14 SeitenMethod Statement - Pipe WorksDarl Anthony Veloso100% (4)
- Fabrication Erection and Installation Procedure For PipingDokument36 SeitenFabrication Erection and Installation Procedure For Pipinggst ajah100% (2)
- Fabrication Erection and Installation Procedure For PipingDokument36 SeitenFabrication Erection and Installation Procedure For PipingMuzaffar Hussain100% (3)
- Method Statement For Pipe Support Fabrication and Installation 6423dp420 00 0030000 Rev01 PDFDokument21 SeitenMethod Statement For Pipe Support Fabrication and Installation 6423dp420 00 0030000 Rev01 PDFfurkanNoch keine Bewertungen
- Pipeline Construction WorksDokument18 SeitenPipeline Construction WorksMostafa Nabil100% (1)
- Pipe Fabrication and Installation Work Procedure Rev-01Dokument21 SeitenPipe Fabrication and Installation Work Procedure Rev-01Dilshad Ahemad50% (4)
- Structural Steel Procedure.Dokument9 SeitenStructural Steel Procedure.Janardhan Surya100% (1)
- Piping Fabrication ProcedureDokument11 SeitenPiping Fabrication ProcedureMohammed Elsaid Yousef Harhera100% (2)
- Dimentional ControlDokument3 SeitenDimentional ControlObiuto Okey OnyiriohaNoch keine Bewertungen
- 033-Itp For Piping Installation Ag and Ug PDFDokument13 Seiten033-Itp For Piping Installation Ag and Ug PDFKöksal Patan75% (4)
- Piping Fabrication PresentationDokument11 SeitenPiping Fabrication PresentationMURALINoch keine Bewertungen
- Piping Above Ground Installation Work ProcedureDokument38 SeitenPiping Above Ground Installation Work Proceduremanoj thakkar100% (1)
- Fabrication Erection Installation Procedure For Piping PDFDokument35 SeitenFabrication Erection Installation Procedure For Piping PDFTaofiq100% (1)
- TGT PVCMS Q XXX PR 0012 - Dimensional Procedure B0Dokument18 SeitenTGT PVCMS Q XXX PR 0012 - Dimensional Procedure B0ngtchungNoch keine Bewertungen
- Method Statement For Tie inDokument15 SeitenMethod Statement For Tie inRachel Flores86% (7)
- ITP - Erection of Static EquipmentDokument4 SeitenITP - Erection of Static Equipmentbhct1987Noch keine Bewertungen
- Method of Statment For Welding of Carbon Steel Pipes Dks-mst-c11-001 Rev 1Dokument17 SeitenMethod of Statment For Welding of Carbon Steel Pipes Dks-mst-c11-001 Rev 1Sherief Abd El Baky83% (12)
- Method Statement of Ipa-227 Piping WorksDokument5 SeitenMethod Statement of Ipa-227 Piping WorksPramod kumarNoch keine Bewertungen
- Method Statement For Erection of PipingDokument11 SeitenMethod Statement For Erection of PipingMalik Riaz50% (2)
- Fabrication Erection and Installation Procedure For PipingDokument35 SeitenFabrication Erection and Installation Procedure For Pipingmohd as shahiddin jafri100% (1)
- Piping Volume of WorkDokument13 SeitenPiping Volume of WorkRagerishcire Kanaalaq50% (2)
- Fabrication - Assembly & ErectionDokument83 SeitenFabrication - Assembly & ErectionRengga Andryastama100% (2)
- Method Statement For Prefabrication and Erection-PipingDokument10 SeitenMethod Statement For Prefabrication and Erection-PipingAhmed Gomaa92% (59)
- Pipeline Systems Dewatering Method Statement and Work Procedure - Rev - A01Dokument7 SeitenPipeline Systems Dewatering Method Statement and Work Procedure - Rev - A01Mitchellgrany80% (5)
- Method Statement For Ss PipingDokument11 SeitenMethod Statement For Ss Pipingbrijesh shah50% (2)
- QCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.Dokument6 SeitenQCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.abdul aziz100% (1)
- Scope of Work (Sow)Dokument10 SeitenScope of Work (Sow)Asongwe HansNoch keine Bewertungen
- Cable Tray and TrunkingDokument7 SeitenCable Tray and TrunkingqaqcmepteamNoch keine Bewertungen
- Method Statement PVC Conduit InstallationDokument8 SeitenMethod Statement PVC Conduit InstallationAzree Mohd Noor67% (3)
- Method of Statement Piping Fab. ErectionDokument22 SeitenMethod of Statement Piping Fab. Erectionhasan_676489616Noch keine Bewertungen
- Method Statement For PVC Conduits InstallationDokument9 SeitenMethod Statement For PVC Conduits InstallationAnandu AshokanNoch keine Bewertungen
- Metallic Piping Fabrication and Installation Method Statement & Job Safety AnalysisDokument34 SeitenMetallic Piping Fabrication and Installation Method Statement & Job Safety AnalysisMohamed100% (1)
- METHOD STATEMENT - PipingDokument12 SeitenMETHOD STATEMENT - PipingAnonymous M5rHHKNoch keine Bewertungen
- ملف ممتاز عن الرشاشاتDokument13 Seitenملف ممتاز عن الرشاشاتakram husseinNoch keine Bewertungen
- Installation of GI Duct, Volume Dampers and Access DoorDokument20 SeitenInstallation of GI Duct, Volume Dampers and Access DoorvinodkumarNoch keine Bewertungen
- Method Statement For Duct InstallationDokument7 SeitenMethod Statement For Duct InstallationShaikh MateenNoch keine Bewertungen
- Method Statement For Conduits WiringDokument8 SeitenMethod Statement For Conduits WiringÖmeralp SakNoch keine Bewertungen
- Test Pack Reference..Dokument32 SeitenTest Pack Reference..Janardhan SuryaNoch keine Bewertungen
- En 13445Dokument1 SeiteEn 13445Janardhan Surya100% (1)
- 2Dokument1 Seite2Janardhan SuryaNoch keine Bewertungen
- CV (MR Tong Yew Meng)Dokument2 SeitenCV (MR Tong Yew Meng)Janardhan SuryaNoch keine Bewertungen
- Mps SDM 2014 Tp042Dokument37 SeitenMps SDM 2014 Tp042Janardhan Surya100% (1)
- FW - Construction DrawingsDokument2 SeitenFW - Construction DrawingsJanardhan SuryaNoch keine Bewertungen
- Liquid Penetrant Request Mels Stainless Steel (L-S-11-088)Dokument1 SeiteLiquid Penetrant Request Mels Stainless Steel (L-S-11-088)Janardhan SuryaNoch keine Bewertungen
- Liquid Penetrant Request MPS EA-2111 Y100312Dokument1 SeiteLiquid Penetrant Request MPS EA-2111 Y100312Janardhan SuryaNoch keine Bewertungen
- A Ponnu, K Pugal, C C Keong, G SinghDokument1 SeiteA Ponnu, K Pugal, C C Keong, G SinghJanardhan SuryaNoch keine Bewertungen
- Liquid Penetrant Request Mels Carbon Steel (L-S-11-088)Dokument1 SeiteLiquid Penetrant Request Mels Carbon Steel (L-S-11-088)Janardhan SuryaNoch keine Bewertungen
- Liquid Penetrant Request MPS EA-2111 Y100312Dokument1 SeiteLiquid Penetrant Request MPS EA-2111 Y100312Janardhan SuryaNoch keine Bewertungen
- New Microsoft Word DocumentDokument1 SeiteNew Microsoft Word DocumentJanardhan SuryaNoch keine Bewertungen
- Structural Steel Procedure.Dokument9 SeitenStructural Steel Procedure.Janardhan Surya100% (1)
- Liquid Penetrant Request Mels Hexane Transfer Line-Interconnection (L-S-11-089)Dokument1 SeiteLiquid Penetrant Request Mels Hexane Transfer Line-Interconnection (L-S-11-089)Janardhan SuryaNoch keine Bewertungen
- Loonglobal LogoDokument1 SeiteLoonglobal LogoJanardhan SuryaNoch keine Bewertungen
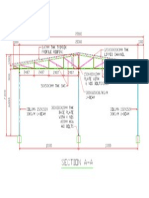
- Painting Chamber SECTION A ADokument1 SeitePainting Chamber SECTION A AJanardhan SuryaNoch keine Bewertungen
- Banyan Layout1 R0Dokument1 SeiteBanyan Layout1 R0Janardhan SuryaNoch keine Bewertungen
- Material Control Procedure SAMPLEDokument24 SeitenMaterial Control Procedure SAMPLEJanardhan Surya82% (17)
- Requirement For CCCDokument2 SeitenRequirement For CCCJanardhan SuryaNoch keine Bewertungen
- Banyan Painting Chamber MaterialDokument6 SeitenBanyan Painting Chamber MaterialJanardhan SuryaNoch keine Bewertungen
- Long Wei Construction & Engg. Works Pte LTD: SignatureDokument1 SeiteLong Wei Construction & Engg. Works Pte LTD: SignatureJanardhan SuryaNoch keine Bewertungen
- Painting and Blasting Sample Report.Dokument2 SeitenPainting and Blasting Sample Report.Janardhan SuryaNoch keine Bewertungen
- Flexible Hose PDFDokument1 SeiteFlexible Hose PDFJanardhan SuryaNoch keine Bewertungen
- Painting Chamber ModelDokument1 SeitePainting Chamber ModelJanardhan SuryaNoch keine Bewertungen
- Material Control Procedure SAMPLEDokument24 SeitenMaterial Control Procedure SAMPLEJanardhan Surya82% (17)
- SooryaDokument6 SeitenSooryaJanardhan SuryaNoch keine Bewertungen
- Company Letter Head 2013Dokument1 SeiteCompany Letter Head 2013Janardhan SuryaNoch keine Bewertungen
- Loonglobal LogoDokument1 SeiteLoonglobal LogoJanardhan SuryaNoch keine Bewertungen
- Long Wei Construction & Engg. Works Pte LTD: Signature Reviewed BYDokument1 SeiteLong Wei Construction & Engg. Works Pte LTD: Signature Reviewed BYJanardhan SuryaNoch keine Bewertungen
- CQ X-Ray CT Film QualityDokument43 SeitenCQ X-Ray CT Film QualityAlfonso NiñoNoch keine Bewertungen
- STR of MSU SUS PENSION TUBE-REV-1Dokument9 SeitenSTR of MSU SUS PENSION TUBE-REV-1Aman SinhaNoch keine Bewertungen
- The Principles of External Quality Assurance PDFDokument44 SeitenThe Principles of External Quality Assurance PDFErwin Budiawan100% (1)
- MS Casting Concrete For Box Culvert 20feb2016Dokument7 SeitenMS Casting Concrete For Box Culvert 20feb2016Joel AlcantaraNoch keine Bewertungen
- Megawide 17A 2017Dokument78 SeitenMegawide 17A 2017chris cardinoNoch keine Bewertungen
- Quality in Construction ProjectsDokument179 SeitenQuality in Construction ProjectsJaydeepDas100% (2)
- Preparing and Using Protective Coating SpecificationsDokument38 SeitenPreparing and Using Protective Coating SpecificationsRenato Barreto100% (1)
- Internship ReportDokument8 SeitenInternship Reportadnan086Noch keine Bewertungen
- Chapter 1 Variation Errors and Quality in The Clinical Laboratory 2013 Accurate Results in The Clinical LaboratoryDokument8 SeitenChapter 1 Variation Errors and Quality in The Clinical Laboratory 2013 Accurate Results in The Clinical LaboratoryCristina GaidargiNoch keine Bewertungen
- Manual&Automation Testing Basic FactsDokument17 SeitenManual&Automation Testing Basic FactsMilan MilanNoch keine Bewertungen
- KornFerry and Peoplescout JobsDokument994 SeitenKornFerry and Peoplescout JobsDeepak PasupuletiNoch keine Bewertungen
- Quality Procurement ClausesDokument6 SeitenQuality Procurement Clausesprasad_kcpNoch keine Bewertungen
- All Document Reader 1712518788928Dokument94 SeitenAll Document Reader 1712518788928Hin Jarjarin TuriNoch keine Bewertungen
- Safety Management Systems Manual: 9000 Aviation Boulevard Concord, North Carolina 28027 (704) 920-5900 (704) 793-1215 FAXDokument55 SeitenSafety Management Systems Manual: 9000 Aviation Boulevard Concord, North Carolina 28027 (704) 920-5900 (704) 793-1215 FAXDORELVISNoch keine Bewertungen
- Strucmax Ii MMS Ii Qap Ii 2023-24 Ii R0Dokument2 SeitenStrucmax Ii MMS Ii Qap Ii 2023-24 Ii R0Prince MittalNoch keine Bewertungen
- Internal Blasting and Painting Procedure For Storage TankDokument31 SeitenInternal Blasting and Painting Procedure For Storage TankMathias Onosemuode100% (3)
- Quality Assurance ManualDokument114 SeitenQuality Assurance ManualAshebirNoch keine Bewertungen
- Flex DeliveryDokument13 SeitenFlex DeliveryNagavNoch keine Bewertungen
- Healthcare Pharmaceuticals LTDDokument26 SeitenHealthcare Pharmaceuticals LTDNafiz NiazNoch keine Bewertungen
- 1 RT Tos 2021 Radiation Physics Equipment Biology ProtectionDokument7 Seiten1 RT Tos 2021 Radiation Physics Equipment Biology ProtectionChona CastorNoch keine Bewertungen
- 1 Zero Defect Manual ENGDokument316 Seiten1 Zero Defect Manual ENGAlina MezarescuNoch keine Bewertungen
- Introduction To The Concept of QualityDokument8 SeitenIntroduction To The Concept of QualityKatianna Pottier100% (1)
- Technical Specification: Type TL-ATSDokument15 SeitenTechnical Specification: Type TL-ATSManasses juniorNoch keine Bewertungen
- 2020 Ksa Transparency Report Saudi ArabiaDokument29 Seiten2020 Ksa Transparency Report Saudi ArabiaSulaiman KhaledNoch keine Bewertungen
- 6.method Statement For Concrete Repairs Rev. 1Dokument14 Seiten6.method Statement For Concrete Repairs Rev. 1mohsin100% (5)
- Varun Malhotra CV For Mechnical EngineerDokument2 SeitenVarun Malhotra CV For Mechnical EngineerVarun MalhotraNoch keine Bewertungen
- Deviation Approval FORMDokument4 SeitenDeviation Approval FORMFatimahAhmatNoch keine Bewertungen
- Carlos Soubrier, P.Eng.: Materials Engineer, Materials Performance and Corrosion ControlDokument6 SeitenCarlos Soubrier, P.Eng.: Materials Engineer, Materials Performance and Corrosion Controlpravin awalkondeNoch keine Bewertungen
- Difference Between Quality Assurance and Quality ControlDokument5 SeitenDifference Between Quality Assurance and Quality ControlAshikur RahmanNoch keine Bewertungen
- Automation Tester Sample ResumeDokument8 SeitenAutomation Tester Sample Resumee771k2gb100% (1)