Das könnte Ihnen auch gefallen
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementVon EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNoch keine Bewertungen
- Service Instruction: LycomingDokument4 SeitenService Instruction: LycomingGANoch keine Bewertungen
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitVon EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNoch keine Bewertungen
- CAMERON France S.A.S: Front SheetDokument24 SeitenCAMERON France S.A.S: Front SheetkrishnsgkNoch keine Bewertungen
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceVon EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNoch keine Bewertungen
- 002-004 Tapa de Cilindro-2Dokument34 Seiten002-004 Tapa de Cilindro-2Jose Leandro Del ZarNoch keine Bewertungen
- 002-004 Tapa de Cilindro-3Dokument34 Seiten002-004 Tapa de Cilindro-3Jose Leandro Del ZarNoch keine Bewertungen
- Operating Instructions & Service Manual Blue Max Ii Hydrostatic Test PumpDokument10 SeitenOperating Instructions & Service Manual Blue Max Ii Hydrostatic Test PumpdocrafiNoch keine Bewertungen
- Choke Maintnance PDFDokument42 SeitenChoke Maintnance PDFbtrasla9023Noch keine Bewertungen
- 09-2916 Regulador Series Four WaukeshaDokument14 Seiten09-2916 Regulador Series Four WaukeshaMaria Fernanda Bonilla SalasNoch keine Bewertungen
- Portable Cargo Pump TK80 Simillar To Marflex Portable PPDokument18 SeitenPortable Cargo Pump TK80 Simillar To Marflex Portable PPSubramoniam MarineNoch keine Bewertungen
- Hf2 77ebDokument12 SeitenHf2 77ebPetrovici Remus100% (1)
- Actuador de Válvula FlowserveDokument8 SeitenActuador de Válvula FlowserveemanuellesanchezNoch keine Bewertungen
- Manual MSA2 SandPiperDokument9 SeitenManual MSA2 SandPiperVictor Timana SilvaNoch keine Bewertungen
- SB388CDokument13 SeitenSB388CBenjamin LeedsNoch keine Bewertungen
- Instalacion Marcha NeumaticaDokument36 SeitenInstalacion Marcha Neumaticaacere18Noch keine Bewertungen
- E-10 Dual Brake ValvesDokument8 SeitenE-10 Dual Brake Valvesjgomez30Noch keine Bewertungen
- 2660CE37-807 & 2660CGHI42-807: Compressor Field Service ManualDokument24 Seiten2660CE37-807 & 2660CGHI42-807: Compressor Field Service ManualHenry ArguettNoch keine Bewertungen
- SB 09-2916a Reg. MooneyDokument16 SeitenSB 09-2916a Reg. MooneyJavier Leonidas0% (1)
- Installation and Operating InstructionsDokument20 SeitenInstallation and Operating InstructionsArtūrs CeimersNoch keine Bewertungen
- Om 15 e PDFDokument8 SeitenOm 15 e PDFOscar C. GabinayNoch keine Bewertungen
- Om-3 S PDFDokument16 SeitenOm-3 S PDFmecambNoch keine Bewertungen
- Kysor Service GuideDokument24 SeitenKysor Service GuideAlex Renne ChambiNoch keine Bewertungen
- 22 0 100 - NCDokument7 Seiten22 0 100 - NCjussmeeeNoch keine Bewertungen
- Maintenance and Operation Manual Hydraulic Choke and Control ConsoleDokument42 SeitenMaintenance and Operation Manual Hydraulic Choke and Control ConsoleMehdi Hajd KacemNoch keine Bewertungen
- Eng Rasad orDokument8 SeitenEng Rasad orhernanaguirre7Noch keine Bewertungen
- Valvula Bendix PP-1 ManualDokument4 SeitenValvula Bendix PP-1 Manualjgomez30Noch keine Bewertungen
- 199R7948 5rev5 PDFDokument16 Seiten199R7948 5rev5 PDFbatman2054Noch keine Bewertungen
- REXROTH Service Manual PVC PSSFDokument6 SeitenREXROTH Service Manual PVC PSSFRaghavendra DeshpandeNoch keine Bewertungen
- Disamble Cylinder HeadDokument17 SeitenDisamble Cylinder HeadFredy Mauricio Diaz VargasNoch keine Bewertungen
- Air Amplifier Models AA 8 AA 15 AA 30 Arabic PDFDokument22 SeitenAir Amplifier Models AA 8 AA 15 AA 30 Arabic PDFwinasharNoch keine Bewertungen
- BulletDokument68 SeitenBulletjasonspectorNoch keine Bewertungen
- Gas Booster 5 0.75 Series Models AG AGD AGT S PDFDokument16 SeitenGas Booster 5 0.75 Series Models AG AGD AGT S PDFu2006262918100% (1)
- SM 60700Dokument54 SeitenSM 60700HENKO7659Noch keine Bewertungen
- Instruction Manual Air CompressorDokument13 SeitenInstruction Manual Air Compressornguyenvanhai1903198156% (9)
- Range Rover Manual Brakes PDFDokument78 SeitenRange Rover Manual Brakes PDFPablo Pacheco Reyes100% (1)
- Masoneilan+ +87+and+88+Series+Spring+and+Diaphragm+Actuator+IOMDokument24 SeitenMasoneilan+ +87+and+88+Series+Spring+and+Diaphragm+Actuator+IOMAsterixNoch keine Bewertungen
- Sis 631 PRTDokument15 SeitenSis 631 PRTAshraf m aliNoch keine Bewertungen
- Fuel System: SectionDokument15 SeitenFuel System: SectionRonildo GirardiNoch keine Bewertungen
- Treadle ValveDokument8 SeitenTreadle ValveBOB100% (1)
- Manual Hydrill K20-5000Dokument16 SeitenManual Hydrill K20-5000IgorCencič100% (3)
- Caution: Counterclockwise, As Viewed From TheDokument19 SeitenCaution: Counterclockwise, As Viewed From TheanilNoch keine Bewertungen
- CP150 SMDokument50 SeitenCP150 SMjacklyn ade putra100% (1)
- Convertidor Neumatico Y695ADokument8 SeitenConvertidor Neumatico Y695AALBERTONoch keine Bewertungen
- Operating Manual: Altronic Gas Control Valve, 690210Dokument12 SeitenOperating Manual: Altronic Gas Control Valve, 690210Esau Jose PabloNoch keine Bewertungen
- Iom Gen Truseal 1Dokument16 SeitenIom Gen Truseal 1tsuoscaradrian100% (1)
- Operating & Service Manual AZ-1-107-NL SERIES PumpDokument16 SeitenOperating & Service Manual AZ-1-107-NL SERIES PumpREZA ASGARINoch keine Bewertungen
- Valve Lash G3408Dokument9 SeitenValve Lash G3408Djebali MouradNoch keine Bewertungen
- Manual SSW10Dokument31 SeitenManual SSW10Victor RodriguezNoch keine Bewertungen
- 21-44 Charge Pressure System With Exhaust Turbocharger ServiceDokument22 Seiten21-44 Charge Pressure System With Exhaust Turbocharger Servicejromero_rpgNoch keine Bewertungen
- Technical Note: 1.0 Maintenance ScheduleDokument6 SeitenTechnical Note: 1.0 Maintenance ScheduleJhan Carlos RamosNoch keine Bewertungen
- KF Series P3 - M3 IOMDokument3 SeitenKF Series P3 - M3 IOMCarlos MantillaNoch keine Bewertungen
- Removing and Installing Cylinder Head (Cylinder Head Assembly) - ALLDATA Repair Vento 1.6ltsDokument5 SeitenRemoving and Installing Cylinder Head (Cylinder Head Assembly) - ALLDATA Repair Vento 1.6ltsFran SanchezNoch keine Bewertungen
- B&W Maneouvring DiaDokument16 SeitenB&W Maneouvring DiaAjinkya KhamkarNoch keine Bewertungen
- 35391B RevaDokument234 Seiten35391B RevaFelipe FloresNoch keine Bewertungen
- Bendix D-2 GovernorDokument4 SeitenBendix D-2 GovernormarcrunnerNoch keine Bewertungen
- V40232 Clark C270 Torque ConverterDokument44 SeitenV40232 Clark C270 Torque ConverterRemHenry100% (4)
- 03-01C Engine, 4.0L V-66ford 4.0 Repair ManualDokument206 Seiten03-01C Engine, 4.0L V-66ford 4.0 Repair ManualMike GunionNoch keine Bewertungen
- Vertical Ammonia CompressorsDokument41 SeitenVertical Ammonia CompressorsIulian12345Noch keine Bewertungen
- Catálogo Anderson Greenwood 400sDokument32 SeitenCatálogo Anderson Greenwood 400sDaniela BeltranNoch keine Bewertungen
- Vendor Literature Selection For Reciprocating Compressor Customer ManualsDokument2 SeitenVendor Literature Selection For Reciprocating Compressor Customer ManualsmichaelxiaoNoch keine Bewertungen
- Er 82Dokument2 SeitenEr 82michaelxiaoNoch keine Bewertungen
- Leveling Limits For Stationary Reciprocating Compressors: Engineering ReferenceDokument2 SeitenLeveling Limits For Stationary Reciprocating Compressors: Engineering ReferencemichaelxiaoNoch keine Bewertungen
- Er 26Dokument2 SeitenEr 26michaelxiaoNoch keine Bewertungen
- Rotary Compressor Warranty Notification and Installation List DataDokument1 SeiteRotary Compressor Warranty Notification and Installation List DatamichaelxiaoNoch keine Bewertungen
- Ar166 208 260Dokument82 SeitenAr166 208 260michaelxiaoNoch keine Bewertungen
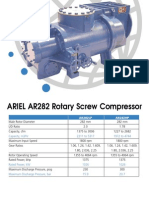
- ARIEL AR282 Rotary Screw Compressor: Capacity, m3/hr 2211 To 5317 1972 To 4744Dokument2 SeitenARIEL AR282 Rotary Screw Compressor: Capacity, m3/hr 2211 To 5317 1972 To 4744michaelxiaoNoch keine Bewertungen
- Ariel Performance Software DescriptionDokument8 SeitenAriel Performance Software Descriptionmichaelxiao100% (2)
- Valve Theory DesignDokument345 SeitenValve Theory Designmichaelxiao0% (1)
- Offshore Pipeline Construction Volume TwoDokument339 SeitenOffshore Pipeline Construction Volume Twobregaing100% (12)
- SAP MM (Procurement) FUNCTIONAL CONSULTANT - Support ProjectDokument2 SeitenSAP MM (Procurement) FUNCTIONAL CONSULTANT - Support Projectsonu8700Noch keine Bewertungen
- Gantt Chart Implementasi ISO 14001 2015Dokument19 SeitenGantt Chart Implementasi ISO 14001 2015hermintonNoch keine Bewertungen
- LP-PTG-701002 Inst Spec Rev DDokument79 SeitenLP-PTG-701002 Inst Spec Rev DSyahirul AlimNoch keine Bewertungen
- Handytankers AbbreviationDokument20 SeitenHandytankers Abbreviationmanayani52Noch keine Bewertungen
- PSTC-14 - Adhesion of Pressure Sensitive Tapes To Fiberboard at 90°angle and Constant StressDokument6 SeitenPSTC-14 - Adhesion of Pressure Sensitive Tapes To Fiberboard at 90°angle and Constant StressChung LeNoch keine Bewertungen
- Software Testing FundamentalsDokument5 SeitenSoftware Testing FundamentalsSuman PravallikaNoch keine Bewertungen
- Sample Welding Summary FormatDokument1 SeiteSample Welding Summary Formatalex sanjanNoch keine Bewertungen
- Materi Dasar Pengenalan Kapal-PrintoutDokument28 SeitenMateri Dasar Pengenalan Kapal-Printoutdian.yudistiro8435100% (1)
- CM-S-004 I01 Composite Materials Shared Databases - KopieDokument9 SeitenCM-S-004 I01 Composite Materials Shared Databases - KopieriversgardenNoch keine Bewertungen
- Sdja Manual StackerDokument17 SeitenSdja Manual Stackergerardo cruz100% (1)
- Máquina Moer Alumina PDFDokument36 SeitenMáquina Moer Alumina PDFDulce GabrielNoch keine Bewertungen
- WEF Technology and Innovation The Next Economic Growth Engine PDFDokument33 SeitenWEF Technology and Innovation The Next Economic Growth Engine PDFPiroch RudolfNoch keine Bewertungen
- PDS Gyproc HabitoDokument2 SeitenPDS Gyproc HabitovietNoch keine Bewertungen
- Infographic Tetra RecartDokument1 SeiteInfographic Tetra RecartvizmarghNoch keine Bewertungen
- 08ESS - Introducing Server AdministrationDokument22 Seiten08ESS - Introducing Server Administrationcarles_perezNoch keine Bewertungen
- SP-PS-323 - Specification For Planning and Design of Low Voltage Greenfield Housing Estates.Dokument26 SeitenSP-PS-323 - Specification For Planning and Design of Low Voltage Greenfield Housing Estates.Husnain AssociatesNoch keine Bewertungen
- Product Manual 02879 (Revision B) : 723PLUS Digital Speed Control For Reciprocating Engines - Analog Load SharingDokument176 SeitenProduct Manual 02879 (Revision B) : 723PLUS Digital Speed Control For Reciprocating Engines - Analog Load SharingmasudalamNoch keine Bewertungen
- Opm IV ModuleDokument18 SeitenOpm IV ModuleSharma VishnuNoch keine Bewertungen
- Database (Oracle) DBA Admin - L3Dokument1 SeiteDatabase (Oracle) DBA Admin - L3rajiv_ndpt8394Noch keine Bewertungen
- Analysis of Cracked Prestressed Concrete SectionsDokument12 SeitenAnalysis of Cracked Prestressed Concrete SectionsBetty Moreno GómezNoch keine Bewertungen
- UC001 - IM Use Case 1Dokument15 SeitenUC001 - IM Use Case 1dedie29Noch keine Bewertungen
- Singapore Investment News January - March 2011Dokument28 SeitenSingapore Investment News January - March 2011Ani P AlfansoNoch keine Bewertungen
- Question Bank - Java ProgrammingDokument30 SeitenQuestion Bank - Java ProgrammingTeklit BerihuNoch keine Bewertungen
- SAP - Understanding LockboxDokument7 SeitenSAP - Understanding LockboxFederico GavuzzoNoch keine Bewertungen
- SB Unimax EnglishDokument6 SeitenSB Unimax Englishmohsen_267Noch keine Bewertungen
- Guidlines For Safety Management PlansDokument32 SeitenGuidlines For Safety Management PlansfrakukNoch keine Bewertungen
- Sel Guide TIDokument101 SeitenSel Guide TIPaul VajdovicsNoch keine Bewertungen
- Case Study Tanuj K Khard Rev2Dokument12 SeitenCase Study Tanuj K Khard Rev2TanujNoch keine Bewertungen
- Apar Inspection PDFDokument2 SeitenApar Inspection PDFYudhi LesmanaNoch keine Bewertungen
- Arizona, Utah & New Mexico: A Guide to the State & National ParksVon EverandArizona, Utah & New Mexico: A Guide to the State & National ParksBewertung: 4 von 5 Sternen4/5 (1)
- The Bahamas a Taste of the Islands ExcerptVon EverandThe Bahamas a Taste of the Islands ExcerptBewertung: 4 von 5 Sternen4/5 (1)
- Japanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensVon EverandJapanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensNoch keine Bewertungen
- New York & New Jersey: A Guide to the State & National ParksVon EverandNew York & New Jersey: A Guide to the State & National ParksNoch keine Bewertungen
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptVon EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptBewertung: 5 von 5 Sternen5/5 (1)
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoVon EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoBewertung: 5 von 5 Sternen5/5 (1)