Das könnte Ihnen auch gefallen
- Activity Based Costing Implementation Success in AustraliaDokument19 SeitenActivity Based Costing Implementation Success in AustraliaaboalbraNoch keine Bewertungen
- The Association Between Activity Based Costing and Improvement in Financial Performance 2002 Management Accounting ResearchDokument39 SeitenThe Association Between Activity Based Costing and Improvement in Financial Performance 2002 Management Accounting ResearchLilian BrodescoNoch keine Bewertungen
- Tco, NPV, Eva, Irr, Roi - Getting The Terms RightDokument7 SeitenTco, NPV, Eva, Irr, Roi - Getting The Terms RightIr. Vinod DamodaranNoch keine Bewertungen
- Paper 5 Review The Literature of Balanced Scorecard and Performance Measurement 1Dokument15 SeitenPaper 5 Review The Literature of Balanced Scorecard and Performance Measurement 1Kepher OnukoNoch keine Bewertungen
- Performance Measurement of Marketing Function: Practices and Management Control ChallengesDokument32 SeitenPerformance Measurement of Marketing Function: Practices and Management Control ChallengesTazeentaj MahatNoch keine Bewertungen
- Budgeting As A Mechanism For Management Planning and ControlDokument50 SeitenBudgeting As A Mechanism For Management Planning and ControlMatthewOdaliNoch keine Bewertungen
- Forecasting Staffing Needs Forecasting in A Rural SettingDokument7 SeitenForecasting Staffing Needs Forecasting in A Rural SettingRaj ShravanthiNoch keine Bewertungen
- Questonaries Prepare To Be Fill by The CompanyDokument6 SeitenQuestonaries Prepare To Be Fill by The Companyambrita88Noch keine Bewertungen
- Chapter 5 Activity Based CostingDokument48 SeitenChapter 5 Activity Based CostingAtif SaeedNoch keine Bewertungen
- Budgeting Case StudyDokument1 SeiteBudgeting Case Studykisschotu100% (1)
- The Relationship Between Pay and Performance - Team Salaries and Playing Success From A Comparative Perspective (Forrest, Simmons)Dokument24 SeitenThe Relationship Between Pay and Performance - Team Salaries and Playing Success From A Comparative Perspective (Forrest, Simmons)Matheus EvaldtNoch keine Bewertungen
- Chapter 9 Net Present Value and Other Investment CriteriaDokument44 SeitenChapter 9 Net Present Value and Other Investment CriteriaElizabeth Alexandria LaurenNoch keine Bewertungen
- 12:09 Iso, Coso, BaselDokument5 Seiten12:09 Iso, Coso, BaselTrang ThỏNoch keine Bewertungen
- BUS 5110 - Portfolio Activity WK 1Dokument4 SeitenBUS 5110 - Portfolio Activity WK 1Ezekiel Patrick100% (1)
- MCS Notes (MBA)Dokument88 SeitenMCS Notes (MBA)prashantsmartie100% (20)
- Perencanaan Strategi Pemasaran Melalui Metode Swot Dan BCGDokument12 SeitenPerencanaan Strategi Pemasaran Melalui Metode Swot Dan BCGIqbhal WanaharaNoch keine Bewertungen
- Not ADokument4 SeitenNot AKasia PilecwzNoch keine Bewertungen
- GBS 514 AssignmentDokument2 SeitenGBS 514 AssignmentTawanda Zimbizi0% (1)
- MCS Case StudyDokument17 SeitenMCS Case StudyPratik Tambe0% (1)
- Break Even AnalysisDokument77 SeitenBreak Even AnalysisIshani GuptaNoch keine Bewertungen
- D - Tutorial 9 (Solutions)Dokument13 SeitenD - Tutorial 9 (Solutions)AlfieNoch keine Bewertungen
- Variance Analysis: Presented By: Gurleen Kaur MBA (3 Sem)Dokument18 SeitenVariance Analysis: Presented By: Gurleen Kaur MBA (3 Sem)Supriya OhriNoch keine Bewertungen
- Chapter 5 Activity Based Cost SystemsDokument40 SeitenChapter 5 Activity Based Cost SystemsAli H. Ayoub100% (1)
- TestDokument14 SeitenTesthonest0988Noch keine Bewertungen
- CHAPTER 8 Analyzing Financial Statements and Creating ProjectionsDokument13 SeitenCHAPTER 8 Analyzing Financial Statements and Creating Projectionscharrygaborno100% (1)
- CH 15 Multinational OrganizationsDokument18 SeitenCH 15 Multinational OrganizationsKentia PexiNoch keine Bewertungen
- Efficient MKT HypothesisDokument20 SeitenEfficient MKT HypothesisSamrat MazumderNoch keine Bewertungen
- BudgetingDokument3 SeitenBudgetingSwati RathourNoch keine Bewertungen
- Investments, 8 Edition: Equity Valuation ModelsDokument45 SeitenInvestments, 8 Edition: Equity Valuation ModelsErryNoch keine Bewertungen
- SMA - Chapter Seven - Cost-Volume-Profit AnalysisDokument35 SeitenSMA - Chapter Seven - Cost-Volume-Profit Analysisngandu0% (1)
- External Factor EvaluationDokument8 SeitenExternal Factor EvaluationRobert ApolinarNoch keine Bewertungen
- RCH Business Plan 092009 PDFDokument20 SeitenRCH Business Plan 092009 PDFMuhammad Agung BhagaskoroNoch keine Bewertungen
- Chapter15 New Thuc Hanh Gia PDFDokument33 SeitenChapter15 New Thuc Hanh Gia PDFAn HoàiNoch keine Bewertungen
- Colgate Palmolive AnalysisDokument5 SeitenColgate Palmolive AnalysisprincearoraNoch keine Bewertungen
- Principle-Based vs. Rule-Based AccountingDokument2 SeitenPrinciple-Based vs. Rule-Based AccountingPeter MastersNoch keine Bewertungen
- CHAPTER II - Financial Analysis and PlanningDokument84 SeitenCHAPTER II - Financial Analysis and PlanningMan TKNoch keine Bewertungen
- Chapter 05 Net Present Value and Other Investment RulesDokument35 SeitenChapter 05 Net Present Value and Other Investment RulesdewimachfudNoch keine Bewertungen
- Impact of Bonus Issue On Market PriceDokument70 SeitenImpact of Bonus Issue On Market PriceRahul RoyNoch keine Bewertungen
- Dupont Analysis: From Wikipedia, The Free EncyclopediaDokument3 SeitenDupont Analysis: From Wikipedia, The Free Encyclopediacorporateboy36596Noch keine Bewertungen
- Syllabus Corporate FinanceDokument6 SeitenSyllabus Corporate FinanceTara PNoch keine Bewertungen
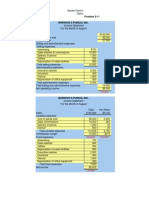
- Sample Operational Financial Analysis ReportDokument8 SeitenSample Operational Financial Analysis ReportValentinorossiNoch keine Bewertungen
- MFRS 108Dokument22 SeitenMFRS 108Yeo Chioujin0% (1)
- Economics SummaryDokument73 SeitenEconomics SummaryMitko GavrilovNoch keine Bewertungen
- Operations Management Chapter 13Dokument9 SeitenOperations Management Chapter 13mariannemenesesNoch keine Bewertungen
- Financial ManagementDokument434 SeitenFinancial ManagementNicholas Guribie100% (1)
- Soal AmlDokument1 SeiteSoal AmlAnonymous Nr1sl54u1100% (2)
- Operational PlanDokument4 SeitenOperational PlanbharatpuriyaNoch keine Bewertungen
- Knowing What You Get For What You Pay: An Introduction To Cost EffectivenessDokument30 SeitenKnowing What You Get For What You Pay: An Introduction To Cost EffectivenessGirish GopalakrishnanNoch keine Bewertungen
- Module 1 PDFDokument13 SeitenModule 1 PDFWaridi GroupNoch keine Bewertungen
- 9, SM, Fauzan, Hapzi Ali, Canvas Business Model, Diversification and Balance Scorecard, Universitas Mercu Buana, 2018Dokument13 Seiten9, SM, Fauzan, Hapzi Ali, Canvas Business Model, Diversification and Balance Scorecard, Universitas Mercu Buana, 2018asistensi pak100% (1)
- 04 2004 The Adoption of Total CostDokument43 Seiten04 2004 The Adoption of Total CostdrkimjoeNoch keine Bewertungen
- Paper 4Dokument35 SeitenPaper 4ninik ferrennikeNoch keine Bewertungen
- Volume 4 Issue 3 Paper 1Dokument10 SeitenVolume 4 Issue 3 Paper 1Sabahat SiddiquiNoch keine Bewertungen
- FinalDokument7 SeitenFinallayansafsouf1Noch keine Bewertungen
- Activity-Based Cost Management Practices in India: An Empirical StudyDokument25 SeitenActivity-Based Cost Management Practices in India: An Empirical StudyHoàng Trần HữuNoch keine Bewertungen
- Tunku Puteri Intan Safinaz School of Accountacy Bkam5043 Strategic Management Accounting January Semester 2020/2021 (A202Dokument10 SeitenTunku Puteri Intan Safinaz School of Accountacy Bkam5043 Strategic Management Accounting January Semester 2020/2021 (A202Srilecumy MaranNoch keine Bewertungen
- The Relationship Between Activity-Based Costing and Organizational SustainabilityDokument2 SeitenThe Relationship Between Activity-Based Costing and Organizational Sustainabilityfirinaluvina100% (1)
- SdereDokument22 SeitenSdereshaan_1284Noch keine Bewertungen
- Research Paper On ABC CostingDokument9 SeitenResearch Paper On ABC Costinggz8pheje100% (1)
- Activity Based Costing ProjectDokument26 SeitenActivity Based Costing Projectm_lohani100% (2)
- MNO4314 COL - Consulting To Management - Chia Ho Beng - Sem 2, 2014-2015Dokument2 SeitenMNO4314 COL - Consulting To Management - Chia Ho Beng - Sem 2, 2014-2015Sherry_Salvato_130Noch keine Bewertungen
- Ecology EcologyDokument13 SeitenEcology EcologySherry_Salvato_130Noch keine Bewertungen
- Announcement: Yusof Bin IshaqDokument32 SeitenAnnouncement: Yusof Bin IshaqSherry_Salvato_130Noch keine Bewertungen
- Discrete Probabilities4-Discrete Probabilities - StudentDokument75 SeitenDiscrete Probabilities4-Discrete Probabilities - StudentSherry_Salvato_130Noch keine Bewertungen
- New Shoes Marketing SimulationDokument16 SeitenNew Shoes Marketing Simulationniket mehtaNoch keine Bewertungen
- Agribusiness Handbook - Fruit and Vegetable ProcessingDokument93 SeitenAgribusiness Handbook - Fruit and Vegetable ProcessingAryTSarmento100% (3)
- Jawaban Akuntansi ManajemenDokument26 SeitenJawaban Akuntansi ManajemenAngganiVangganiaaNoch keine Bewertungen
- Hayden Capital Zooplus ThesisDokument24 SeitenHayden Capital Zooplus Thesismarketfolly.com100% (5)
- Inventory: Kimball & Ross, Chapter 3Dokument20 SeitenInventory: Kimball & Ross, Chapter 3daniels.br9918Noch keine Bewertungen
- Joint Cost and by Product Costing Prac 2 2020Dokument22 SeitenJoint Cost and by Product Costing Prac 2 2020JANISCHAJEAN RECTONoch keine Bewertungen
- International Travel Agency Business PlanDokument56 SeitenInternational Travel Agency Business PlanshahidqaviNoch keine Bewertungen
- SWOT Analysis of IBBLDokument9 SeitenSWOT Analysis of IBBLtainul hosen95Noch keine Bewertungen
- AltiusDokument4 SeitenAltiusSaqib MushtaqNoch keine Bewertungen
- Purcari Wineries Public Company Limited: Report and Separate Financial StatementsDokument68 SeitenPurcari Wineries Public Company Limited: Report and Separate Financial StatementsMihaela PulbereNoch keine Bewertungen
- TBMDokument27 SeitenTBMi-cuteNoch keine Bewertungen
- Ch12 Part 3pptDokument48 SeitenCh12 Part 3pptMariela CNoch keine Bewertungen
- Elements of A Business PlanDokument20 SeitenElements of A Business PlanamyraeuhjNoch keine Bewertungen
- Business PlanDokument21 SeitenBusiness PlanShashankkSharmaNoch keine Bewertungen
- Hair and Beauty Salon Business PlanDokument28 SeitenHair and Beauty Salon Business PlanDonNoch keine Bewertungen
- Buying and SellingDokument19 SeitenBuying and SellingNeri SangalangNoch keine Bewertungen
- Classic Knitwear & Guardian Case StudyDokument15 SeitenClassic Knitwear & Guardian Case StudyShambu Nandanan100% (4)
- ABC MethodDokument6 SeitenABC MethodPrincess RapisuraNoch keine Bewertungen
- Asistensi Akmen Ch.8Dokument12 SeitenAsistensi Akmen Ch.8Irham SistiasyaNoch keine Bewertungen
- Mba ProjectDokument75 SeitenMba Projectmicky101010Noch keine Bewertungen
- One Page PlanDokument3 SeitenOne Page PlanWalid SolimanNoch keine Bewertungen
- Aeb SM CH21 1Dokument26 SeitenAeb SM CH21 1jg2128100% (2)
- Session 4 Practice ProblemsDokument11 SeitenSession 4 Practice ProblemsRishika RathiNoch keine Bewertungen
- SaaS Economics by David SkokDokument33 SeitenSaaS Economics by David SkokCazoomiNoch keine Bewertungen
- Arvind Mills AnalysisDokument18 SeitenArvind Mills AnalysisAnup AgarwalNoch keine Bewertungen
- Event Business Plan - v1Dokument11 SeitenEvent Business Plan - v1Rajkumar TrimukheNoch keine Bewertungen
- Epm QuestionsDokument10 SeitenEpm QuestionsChaitali GhodkeNoch keine Bewertungen
- Managing The Merchandise Planning Process: Retailing Management 8E © The Mcgraw-Hill Companies, All Rights ReservedDokument46 SeitenManaging The Merchandise Planning Process: Retailing Management 8E © The Mcgraw-Hill Companies, All Rights ReservedAredaNoch keine Bewertungen
- Nishat ISDokument11 SeitenNishat ISSaeed MahmoodNoch keine Bewertungen
- Gross Margin AnalysisDokument10 SeitenGross Margin Analysisjayson0% (1)
- Summary of 12 Rules for Life: An Antidote to ChaosVon EverandSummary of 12 Rules for Life: An Antidote to ChaosBewertung: 4.5 von 5 Sternen4.5/5 (294)
- The One Thing: The Surprisingly Simple Truth Behind Extraordinary ResultsVon EverandThe One Thing: The Surprisingly Simple Truth Behind Extraordinary ResultsBewertung: 4.5 von 5 Sternen4.5/5 (709)
- Can't Hurt Me by David Goggins - Book Summary: Master Your Mind and Defy the OddsVon EverandCan't Hurt Me by David Goggins - Book Summary: Master Your Mind and Defy the OddsBewertung: 4.5 von 5 Sternen4.5/5 (384)
- Summary: Atomic Habits by James Clear: An Easy & Proven Way to Build Good Habits & Break Bad OnesVon EverandSummary: Atomic Habits by James Clear: An Easy & Proven Way to Build Good Habits & Break Bad OnesBewertung: 5 von 5 Sternen5/5 (1635)
- Summary of The Anxious Generation by Jonathan Haidt: How the Great Rewiring of Childhood Is Causing an Epidemic of Mental IllnessVon EverandSummary of The Anxious Generation by Jonathan Haidt: How the Great Rewiring of Childhood Is Causing an Epidemic of Mental IllnessNoch keine Bewertungen
- The Body Keeps the Score by Bessel Van der Kolk, M.D. - Book Summary: Brain, Mind, and Body in the Healing of TraumaVon EverandThe Body Keeps the Score by Bessel Van der Kolk, M.D. - Book Summary: Brain, Mind, and Body in the Healing of TraumaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Compound Effect by Darren Hardy - Book Summary: Jumpstart Your Income, Your Life, Your SuccessVon EverandThe Compound Effect by Darren Hardy - Book Summary: Jumpstart Your Income, Your Life, Your SuccessBewertung: 5 von 5 Sternen5/5 (456)
- Summary of The Algebra of Wealth by Scott Galloway: A Simple Formula for Financial SecurityVon EverandSummary of The Algebra of Wealth by Scott Galloway: A Simple Formula for Financial SecurityNoch keine Bewertungen
- The Whole-Brain Child by Daniel J. Siegel, M.D., and Tina Payne Bryson, PhD. - Book Summary: 12 Revolutionary Strategies to Nurture Your Child’s Developing MindVon EverandThe Whole-Brain Child by Daniel J. Siegel, M.D., and Tina Payne Bryson, PhD. - Book Summary: 12 Revolutionary Strategies to Nurture Your Child’s Developing MindBewertung: 4.5 von 5 Sternen4.5/5 (57)
- Blink by Malcolm Gladwell - Book Summary: The Power of Thinking Without ThinkingVon EverandBlink by Malcolm Gladwell - Book Summary: The Power of Thinking Without ThinkingBewertung: 4.5 von 5 Sternen4.5/5 (114)
- Summary of The Galveston Diet by Mary Claire Haver MD: The Doctor-Developed, Patient-Proven Plan to Burn Fat and Tame Your Hormonal SymptomsVon EverandSummary of The Galveston Diet by Mary Claire Haver MD: The Doctor-Developed, Patient-Proven Plan to Burn Fat and Tame Your Hormonal SymptomsNoch keine Bewertungen
- Summary of Atomic Habits by James ClearVon EverandSummary of Atomic Habits by James ClearBewertung: 5 von 5 Sternen5/5 (169)
- Summary of Miracle Morning Millionaires: What the Wealthy Do Before 8AM That Will Make You Rich by Hal Elrod and David OsbornVon EverandSummary of Miracle Morning Millionaires: What the Wealthy Do Before 8AM That Will Make You Rich by Hal Elrod and David OsbornBewertung: 5 von 5 Sternen5/5 (201)
- The War of Art by Steven Pressfield - Book Summary: Break Through The Blocks And Win Your Inner Creative BattlesVon EverandThe War of Art by Steven Pressfield - Book Summary: Break Through The Blocks And Win Your Inner Creative BattlesBewertung: 4.5 von 5 Sternen4.5/5 (274)
- Mindset by Carol S. Dweck - Book Summary: The New Psychology of SuccessVon EverandMindset by Carol S. Dweck - Book Summary: The New Psychology of SuccessBewertung: 4.5 von 5 Sternen4.5/5 (328)
- Make It Stick by Peter C. Brown, Henry L. Roediger III, Mark A. McDaniel - Book Summary: The Science of Successful LearningVon EverandMake It Stick by Peter C. Brown, Henry L. Roediger III, Mark A. McDaniel - Book Summary: The Science of Successful LearningBewertung: 4.5 von 5 Sternen4.5/5 (55)
- How To Win Friends and Influence People by Dale Carnegie - Book SummaryVon EverandHow To Win Friends and Influence People by Dale Carnegie - Book SummaryBewertung: 5 von 5 Sternen5/5 (556)
- Summary of When Things Fall Apart: Heart Advice for Difficult Times by Pema ChödrönVon EverandSummary of When Things Fall Apart: Heart Advice for Difficult Times by Pema ChödrönBewertung: 4.5 von 5 Sternen4.5/5 (22)
- Steal Like an Artist by Austin Kleon - Book Summary: 10 Things Nobody Told You About Being CreativeVon EverandSteal Like an Artist by Austin Kleon - Book Summary: 10 Things Nobody Told You About Being CreativeBewertung: 4.5 von 5 Sternen4.5/5 (128)
- Book Summary of Ego Is The Enemy by Ryan HolidayVon EverandBook Summary of Ego Is The Enemy by Ryan HolidayBewertung: 4.5 von 5 Sternen4.5/5 (387)
- Summary of The New Menopause by Mary Claire Haver MD: Navigating Your Path Through Hormonal Change with Purpose, Power, and FactsVon EverandSummary of The New Menopause by Mary Claire Haver MD: Navigating Your Path Through Hormonal Change with Purpose, Power, and FactsNoch keine Bewertungen
- Essentialism by Greg McKeown - Book Summary: The Disciplined Pursuit of LessVon EverandEssentialism by Greg McKeown - Book Summary: The Disciplined Pursuit of LessBewertung: 4.5 von 5 Sternen4.5/5 (188)
- Extreme Ownership by Jocko Willink and Leif Babin - Book Summary: How U.S. Navy SEALS Lead And WinVon EverandExtreme Ownership by Jocko Willink and Leif Babin - Book Summary: How U.S. Navy SEALS Lead And WinBewertung: 4.5 von 5 Sternen4.5/5 (75)
- Summary of Million Dollar Weekend by Noah Kagan and Tahl Raz: The Surprisingly Simple Way to Launch a 7-Figure Business in 48 HoursVon EverandSummary of Million Dollar Weekend by Noah Kagan and Tahl Raz: The Surprisingly Simple Way to Launch a 7-Figure Business in 48 HoursNoch keine Bewertungen
- Book Summary of The Subtle Art of Not Giving a F*ck by Mark MansonVon EverandBook Summary of The Subtle Art of Not Giving a F*ck by Mark MansonBewertung: 4.5 von 5 Sternen4.5/5 (577)
- Summary, Analysis, and Review of Daniel Kahneman's Thinking, Fast and SlowVon EverandSummary, Analysis, and Review of Daniel Kahneman's Thinking, Fast and SlowBewertung: 3.5 von 5 Sternen3.5/5 (2)
- Summary of "Measure What Matters" by John Doerr: How Google, Bono, and the Gates Foundation Rock the World with OKRs — Finish Entire Book in 15 MinutesVon EverandSummary of "Measure What Matters" by John Doerr: How Google, Bono, and the Gates Foundation Rock the World with OKRs — Finish Entire Book in 15 MinutesBewertung: 4.5 von 5 Sternen4.5/5 (62)
- Designing Your Life by Bill Burnett, Dave Evans - Book Summary: How to Build a Well-Lived, Joyful LifeVon EverandDesigning Your Life by Bill Burnett, Dave Evans - Book Summary: How to Build a Well-Lived, Joyful LifeBewertung: 4.5 von 5 Sternen4.5/5 (62)