Das könnte Ihnen auch gefallen
- How Elevators Work: Kinds, Functions, MechanismsDokument26 SeitenHow Elevators Work: Kinds, Functions, MechanismsTrehmani001Noch keine Bewertungen
- S3300ap-Brochure Ascensor PDFDokument20 SeitenS3300ap-Brochure Ascensor PDFStephanie García100% (1)
- ElevatorDokument46 SeitenElevatorSuat YilmazNoch keine Bewertungen
- MRL W Line: Modular Machine Roomless Electric ElevatorDokument28 SeitenMRL W Line: Modular Machine Roomless Electric ElevatorMohd Abu AjajNoch keine Bewertungen
- India ElevatorDokument14 SeitenIndia ElevatorNaren AnandNoch keine Bewertungen
- ElevatorDokument21 SeitenElevatormmzzzNoch keine Bewertungen
- Emesa CAR FRAMES 1Dokument2 SeitenEmesa CAR FRAMES 1Ken LeeNoch keine Bewertungen
- MUSE ED Elevator: Installation ManualDokument16 SeitenMUSE ED Elevator: Installation ManualMoises PerelloNoch keine Bewertungen
- Sword Elevator IndonesiaDokument24 SeitenSword Elevator IndonesiaMohamad Ikhwan0% (2)
- Final QualityDokument25 SeitenFinal QualityAkshat BansalNoch keine Bewertungen
- MUSE ED Elevator: Installation ManualDokument25 SeitenMUSE ED Elevator: Installation ManualMoises PerelloNoch keine Bewertungen
- Larsson Quotation Sample Lsh320m-0.4-VvvfDokument7 SeitenLarsson Quotation Sample Lsh320m-0.4-VvvfvinayNoch keine Bewertungen
- CDD983 01Dokument20 SeitenCDD983 01Patrick KeeneNoch keine Bewertungen
- Vacon NX Lift Application Manual UD00758L enDokument69 SeitenVacon NX Lift Application Manual UD00758L enTanuTiganuNoch keine Bewertungen
- 4 Hyundai High Speed Elevator Catalogue - Speed Up To 6 MPS PDFDokument15 Seiten4 Hyundai High Speed Elevator Catalogue - Speed Up To 6 MPS PDFDemme Abdi Nasa100% (1)
- Elevator Ride QualityDokument10 SeitenElevator Ride QualitySadanand RaoNoch keine Bewertungen
- Elevator Intercom Installation Guide 984 0012FS FULL SIZE R111407Dokument11 SeitenElevator Intercom Installation Guide 984 0012FS FULL SIZE R111407asibrahimNoch keine Bewertungen
- ESC&AWK Operation&Maintenance ManualDokument21 SeitenESC&AWK Operation&Maintenance ManualWander GomesNoch keine Bewertungen
- Vol88 PDFDokument32 SeitenVol88 PDFArnold Thamrin van LutteranNoch keine Bewertungen
- Hydraulic Car Frame WLF03 / WLF06 / WLF10 / WLF16 / WLF20Dokument57 SeitenHydraulic Car Frame WLF03 / WLF06 / WLF10 / WLF16 / WLF20mario escottoNoch keine Bewertungen
- Icontrol DC Aug 08 Rel 42-02-7222 B7Dokument788 SeitenIcontrol DC Aug 08 Rel 42-02-7222 B7ElputoAmo XDNoch keine Bewertungen
- Fujitec Research Note 3Dokument2 SeitenFujitec Research Note 3api-249461242Noch keine Bewertungen
- Synergy Element Brochure LowDokument16 SeitenSynergy Element Brochure Lowangela1590Noch keine Bewertungen
- EN81-28 Risk of Trapping FlowChart v3Dokument1 SeiteEN81-28 Risk of Trapping FlowChart v3Ashraful ShohagNoch keine Bewertungen
- MAYR Elevator BrakesDokument8 SeitenMAYR Elevator Brakesgeorge_zouridisNoch keine Bewertungen
- Kleemann NewsFax/Mail (082011) English VersionDokument4 SeitenKleemann NewsFax/Mail (082011) English VersionKleemmann Hellas SANoch keine Bewertungen
- Elevator Planningguide: TK NorthernelevatorDokument32 SeitenElevator Planningguide: TK NorthernelevatorFairieTayNoch keine Bewertungen
- Division 14 - Elevator Design Standards 1 GeneralDokument28 SeitenDivision 14 - Elevator Design Standards 1 GeneralAnsara Pasir TumbohNoch keine Bewertungen
- Thyssenkrupp Elevator: Stage 1 BDokument3 SeitenThyssenkrupp Elevator: Stage 1 Bgajendrabanshiwal8905Noch keine Bewertungen
- AscensorDokument24 SeitenAscensorBlass Hernández Castro100% (1)
- Schindler Modernization BrochureDokument16 SeitenSchindler Modernization BrochureHakim BgNoch keine Bewertungen
- 3300ap Schindler Elevators in GhanaDokument16 Seiten3300ap Schindler Elevators in GhanaYILMA SEMUNoch keine Bewertungen
- Thyssenkrupp: Elevator Technology Synergy Element Package. Fact SheetDokument15 SeitenThyssenkrupp: Elevator Technology Synergy Element Package. Fact SheetTek tek hapNoch keine Bewertungen
- ARD Connection LiftDokument5 SeitenARD Connection LiftasibrahimNoch keine Bewertungen
- 42-02-G004 B4 Motion GroupDokument86 Seiten42-02-G004 B4 Motion GroupElputoAmo XDNoch keine Bewertungen
- G2S PDF P3Dokument4 SeitenG2S PDF P3Karthik BalaNoch keine Bewertungen
- PresentationDokument19 SeitenPresentationChang Chang100% (1)
- Hidral RES540 enDokument1 SeiteHidral RES540 enpaul5791Noch keine Bewertungen
- Sigma MRL E1000 PDFDokument8 SeitenSigma MRL E1000 PDFMitroNoch keine Bewertungen
- Power Unit Inst - Instructions EngDokument46 SeitenPower Unit Inst - Instructions Engvaleriu.bosneaga6798100% (1)
- Hyundai-Cat 4390037 PDFDokument24 SeitenHyundai-Cat 4390037 PDFbagus fauziNoch keine Bewertungen
- Elevator History and Functions and The Invention of This Amazing Piece of WorkDokument69 SeitenElevator History and Functions and The Invention of This Amazing Piece of Workjay vallejosNoch keine Bewertungen
- Fujitec Handrail MaintenanceDokument2 SeitenFujitec Handrail Maintenancea_salehiNoch keine Bewertungen
- Elevator Modernization Case StudyDokument22 SeitenElevator Modernization Case Studyvaratharajank100% (1)
- Planning Guide: 5W Qvo (WT) /QWV ( - Q/P (Inm/Azmtqijqtq/AivlmnnqkqmvkaDokument21 SeitenPlanning Guide: 5W Qvo (WT) /QWV ( - Q/P (Inm/Azmtqijqtq/Aivlmnnqkqmvkavinujohnpanicker100% (1)
- LF 1Dokument1 SeiteLF 1opulitheNoch keine Bewertungen
- Maintenance Lift & EscalatorDokument6 SeitenMaintenance Lift & EscalatorAndrie Eka saputraNoch keine Bewertungen
- ElevatorDokument9 SeitenElevatorNayef FtouniNoch keine Bewertungen
- MRL CatalogueDokument30 SeitenMRL CatalogueNadeem HassoonNoch keine Bewertungen
- QuoteDokument5 SeitenQuoteDeepanshu SinghNoch keine Bewertungen
- Elevator C5000 ManualDokument13 SeitenElevator C5000 ManualAlejandro Gonzalez GonzalezNoch keine Bewertungen
- MUSE ED Elevator: Installation ManualDokument6 SeitenMUSE ED Elevator: Installation ManualMoises PerelloNoch keine Bewertungen
- Elevator Inspector: Passbooks Study GuideVon EverandElevator Inspector: Passbooks Study GuideNoch keine Bewertungen
- Elevator Mechanic: Passbooks Study GuideVon EverandElevator Mechanic: Passbooks Study GuideNoch keine Bewertungen
- Elevator Apprentice: Passbooks Study GuideVon EverandElevator Apprentice: Passbooks Study GuideNoch keine Bewertungen
- Elevator Mechanic's Helper: Passbooks Study GuideVon EverandElevator Mechanic's Helper: Passbooks Study GuideNoch keine Bewertungen
- Assign 1Dokument15 SeitenAssign 1Aakarshit JainNoch keine Bewertungen
- ZXK 1200 Ascensor Hidrocableado Chino - ManualDokument25 SeitenZXK 1200 Ascensor Hidrocableado Chino - ManualBrianEstebanNoch keine Bewertungen
- Hydraulic System of TractorDokument53 SeitenHydraulic System of Tractorsln_rj100% (4)
- ExamplesDokument34 SeitenExamplesIkhwan NasirNoch keine Bewertungen
- Full Page PhotoDokument1 SeiteFull Page PhotoIkhwan NasirNoch keine Bewertungen
- Urban GovernanceDokument210 SeitenUrban GovernanceIkhwan NasirNoch keine Bewertungen
- ACI Vietnam Competitiveness Report 2010Dokument126 SeitenACI Vietnam Competitiveness Report 2010Tam PhanNoch keine Bewertungen
- SEB Cable Pulling Cable Laying Equipment LV MV HVDokument28 SeitenSEB Cable Pulling Cable Laying Equipment LV MV HVAravind DasanNoch keine Bewertungen
- 2099 2107 (EU) 2109 Skid-Steer Loaders Operator's ManualDokument104 Seiten2099 2107 (EU) 2109 Skid-Steer Loaders Operator's ManualPaweł ŁNoch keine Bewertungen
- Elevator Calibration 2100Dokument7 SeitenElevator Calibration 2100Phong NguyenNoch keine Bewertungen
- L566 - ManualDokument26 SeitenL566 - ManualElena RomanNoch keine Bewertungen
- Gearless LiftEquip enDokument16 SeitenGearless LiftEquip ena_salehiNoch keine Bewertungen
- Philippine Mechanical Engineering CodeDokument22 SeitenPhilippine Mechanical Engineering CodeRandel Madelo68% (25)
- SI-01 - R03 Banksman-Crane Operations PDFDokument64 SeitenSI-01 - R03 Banksman-Crane Operations PDFFatih D. PrasetioNoch keine Bewertungen
- Hangcha CDD14-16 Pallet Stacker Operator's Manual PDFDokument35 SeitenHangcha CDD14-16 Pallet Stacker Operator's Manual PDFardnaujNoch keine Bewertungen
- 1345 Turbo RusDokument198 Seiten1345 Turbo Rusganksera100% (1)
- Project ElevatorDokument21 SeitenProject Elevatoramechmar5935Noch keine Bewertungen
- MJ - 1 Mil-T-9720fDokument18 SeitenMJ - 1 Mil-T-9720flynx437Noch keine Bewertungen
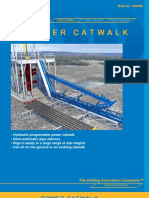
- 96 64000e Tesco Power CatwalkDokument4 Seiten96 64000e Tesco Power CatwalkSoufiane HazelNoch keine Bewertungen
- Gandhi Automation - Auto TypeDokument17 SeitenGandhi Automation - Auto Typec prakashNoch keine Bewertungen
- zxp7 Parts Catalog en UsDokument28 Seitenzxp7 Parts Catalog en UsDean Stacey100% (1)
- Modern Equipment Ladles Brochure 6 14 PDFDokument20 SeitenModern Equipment Ladles Brochure 6 14 PDFCristian Osorio RonquiloNoch keine Bewertungen
- Elevator TenderDokument5 SeitenElevator TenderAmr IbrahimNoch keine Bewertungen
- Ken Yeang's Architecture StyleDokument17 SeitenKen Yeang's Architecture StyleAngeline SallyNoch keine Bewertungen
- Lift & EscalatorDokument47 SeitenLift & Escalatorundertaker55Noch keine Bewertungen
- TA Elevators MaintenanceDokument8 SeitenTA Elevators MaintenanceBahman MatouriNoch keine Bewertungen
- Hoist SpecsDokument1 SeiteHoist SpecsJESUSCALVILLONoch keine Bewertungen
- 1400SRM0046 (06 2017) Uk en PDFDokument46 Seiten1400SRM0046 (06 2017) Uk en PDFCosmin GîrleanuNoch keine Bewertungen
- LS425 - Two Lines Display With Capacity Charts Universal User ManualDokument47 SeitenLS425 - Two Lines Display With Capacity Charts Universal User ManualAbdelrhman AlaaNoch keine Bewertungen
- Toolbox TalksDokument255 SeitenToolbox TalksisaacbombayNoch keine Bewertungen
- HW250MHDokument47 SeitenHW250MHhernan giraldoNoch keine Bewertungen
- إشتراطات الفنادق 5 نجوم في مصرDokument63 Seitenإشتراطات الفنادق 5 نجوم في مصرhala111Noch keine Bewertungen
- Instruction Handbook Electric StackerDokument28 SeitenInstruction Handbook Electric StackerAmc Forklift ElektrikNoch keine Bewertungen
- Hyundai LiftDokument21 SeitenHyundai LiftFian Ardiyana100% (2)
- Magna Marine InfoDokument52 SeitenMagna Marine InfoJim MarkowNoch keine Bewertungen
- Literature Review of Hydraulic Scissor LiftDokument8 SeitenLiterature Review of Hydraulic Scissor Liftea4c954q100% (1)
- QTZ125 (6018) EnglishDokument72 SeitenQTZ125 (6018) Englishivansuryawan94100% (2)