Das könnte Ihnen auch gefallen
- Vertical Pumps Repairs Standards VPRSDokument44 SeitenVertical Pumps Repairs Standards VPRSAlvialvarez100% (1)
- Mechanical Seals (Compatibility Mode)Dokument81 SeitenMechanical Seals (Compatibility Mode)mechanikyNoch keine Bewertungen
- DMGT403 Accounting For Managers PDFDokument305 SeitenDMGT403 Accounting For Managers PDFpooja100% (1)
- Pumps CentrifugalDokument44 SeitenPumps CentrifugalEhab Abowarda100% (1)
- KSB Pumps CatalogDokument208 SeitenKSB Pumps CatalogMuhammad Faheem ShahbazNoch keine Bewertungen
- Study of Centrifugal PumpDokument3 SeitenStudy of Centrifugal Pumptalk2mesreejuNoch keine Bewertungen
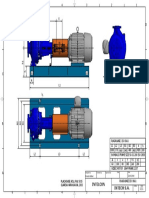
- Base Plate Gould PumpDokument1 SeiteBase Plate Gould PumpErnestoNoch keine Bewertungen
- Pump MaintenanceDokument5 SeitenPump MaintenanceCheyanSathish100% (1)
- API 610 - Why BEP Should Be Between Normal Point and Rated PointDokument7 SeitenAPI 610 - Why BEP Should Be Between Normal Point and Rated PointMuhammad ImranNoch keine Bewertungen
- Seals PDFDokument32 SeitenSeals PDFcoupercouperNoch keine Bewertungen
- Troubleshooting of Mechanical Seals PDFDokument5 SeitenTroubleshooting of Mechanical Seals PDFNasser KhattabNoch keine Bewertungen
- Chapter 9 Screw ConveyorsDokument7 SeitenChapter 9 Screw ConveyorsMarew Getie100% (1)
- Centrifugal Pump MaintenanceDokument32 SeitenCentrifugal Pump MaintenancemersiumNoch keine Bewertungen
- Next generation materials for pumps and mechanical sealsDokument3 SeitenNext generation materials for pumps and mechanical sealsmadairkifNoch keine Bewertungen
- Impellers Fadol NaamaniDokument22 SeitenImpellers Fadol NaamaniMohammad AmmarNoch keine Bewertungen
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineVon EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineBewertung: 5 von 5 Sternen5/5 (1)
- Ms Megachem A2740 8e 3Dokument23 SeitenMs Megachem A2740 8e 3nata siagianNoch keine Bewertungen
- Iso 16399-2014-05Dokument52 SeitenIso 16399-2014-05nadim100% (1)
- S 20A Specification Forms PDFDokument15 SeitenS 20A Specification Forms PDFAlfredo R Larez0% (1)
- Centrifugal Pump ManualDokument16 SeitenCentrifugal Pump Manualadam shaneNoch keine Bewertungen
- BP - AC-LOP - 365A5664P006 - 220-Heb PDFDokument73 SeitenBP - AC-LOP - 365A5664P006 - 220-Heb PDFwilly1234512100% (1)
- Dynamic Seal in The Fertilizer Industry 11-09Dokument9 SeitenDynamic Seal in The Fertilizer Industry 11-09Souvik Singha RoyNoch keine Bewertungen
- The Sulzer Oil-Free Labyrinth Piston CompressorDokument9 SeitenThe Sulzer Oil-Free Labyrinth Piston CompressorAlex Kulik100% (1)
- Pump Wisdom: Problem Solving for Operators and SpecialistsVon EverandPump Wisdom: Problem Solving for Operators and SpecialistsNoch keine Bewertungen
- Presentation On - : Horizontal Centrifugal PumpDokument78 SeitenPresentation On - : Horizontal Centrifugal Pumplifemillion2847100% (1)
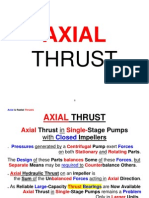
- Centrifugal Pump Axial ThrustDokument4 SeitenCentrifugal Pump Axial Thrustfawmer61100% (1)
- Boiler FD Fan, Bearing Failure Case StudyDokument9 SeitenBoiler FD Fan, Bearing Failure Case StudyAli Shujah Jafri100% (2)
- Types of Pumps and Their UsesDokument10 SeitenTypes of Pumps and Their UsesArjohn De Los Santos100% (1)
- Impeller - KSBDokument6 SeitenImpeller - KSBEd0% (1)
- WearRingClearance CentrifugalPumpDokument3 SeitenWearRingClearance CentrifugalPumpAyipNoch keine Bewertungen
- How To Read Pump CurveDokument4 SeitenHow To Read Pump CurvenghiemvhNoch keine Bewertungen
- Airbus Reference Language AbbreviationsDokument66 SeitenAirbus Reference Language Abbreviations862405Noch keine Bewertungen
- FAN Presentation 06.04.11Dokument52 SeitenFAN Presentation 06.04.11Senthil KumarNoch keine Bewertungen
- 1982 - Korner - Design Features of Steam PDFDokument6 Seiten1982 - Korner - Design Features of Steam PDFramakantinamdarNoch keine Bewertungen
- Inoxpa - ManualDokument93 SeitenInoxpa - ManualnikitaNoch keine Bewertungen
- Axial & Radial ThrustDokument35 SeitenAxial & Radial ThrustMohamed RadwanNoch keine Bewertungen
- BB1Dokument8 SeitenBB1Roozbeh PNoch keine Bewertungen
- First Aid Emergency Action PrinciplesDokument7 SeitenFirst Aid Emergency Action PrinciplesJosellLim67% (3)
- Self Priming Pumps IssuesDokument5 SeitenSelf Priming Pumps IssuesratheeshNoch keine Bewertungen
- Impeller and Centrifugal Pump OutputDokument2 SeitenImpeller and Centrifugal Pump Outputejzuppelli8036Noch keine Bewertungen
- CavitationDokument20 SeitenCavitationOmar EzzatNoch keine Bewertungen
- Hydraulic Resevoir Design Criteria PDFDokument10 SeitenHydraulic Resevoir Design Criteria PDF2345421Noch keine Bewertungen
- Persatuan Insinyur Indonesia (PII) Badan Koordinasi Mesin (BKM)Dokument19 SeitenPersatuan Insinyur Indonesia (PII) Badan Koordinasi Mesin (BKM)HaryadiNoch keine Bewertungen
- Pump Clinic 43Dokument3 SeitenPump Clinic 43fnahas_bhNoch keine Bewertungen
- b3311 722-2Dokument7 Seitenb3311 722-2Arnaldo BenitezNoch keine Bewertungen
- Bomba CPKDokument20 SeitenBomba CPKPatricio Andres Silva SanzanaNoch keine Bewertungen
- 1989 Volvo 740 Instruments and ControlsDokument107 Seiten1989 Volvo 740 Instruments and Controlsskyliner538Noch keine Bewertungen
- Centrifugal Pump OverloadingDokument2 SeitenCentrifugal Pump OverloadingAbdul AlimNoch keine Bewertungen
- Hydraulic Pumps Lec NotesDokument30 SeitenHydraulic Pumps Lec NotesDarsh MenonNoch keine Bewertungen
- Impellers Information: Show All Impellers ManufacturersDokument6 SeitenImpellers Information: Show All Impellers ManufacturersAbdul RahmanNoch keine Bewertungen
- PUMP SHAFT DEFLECTION EXPLAINEDDokument3 SeitenPUMP SHAFT DEFLECTION EXPLAINEDMine RHNoch keine Bewertungen
- Brosur Pompa KSB Type CLTDokument20 SeitenBrosur Pompa KSB Type CLThenryhh111Noch keine Bewertungen
- Illustration and Analysis of Seal Face Damage PatternsDokument12 SeitenIllustration and Analysis of Seal Face Damage PatternsЭдуардс КеистерсNoch keine Bewertungen
- Jensen Mixer Series 500 IomDokument24 SeitenJensen Mixer Series 500 Iomcristobal cherigoNoch keine Bewertungen
- Rotating Face Mechanical SealsDokument3 SeitenRotating Face Mechanical SealsSufi Lord NewNoch keine Bewertungen
- Cavitation and PUmp NPSHRDokument39 SeitenCavitation and PUmp NPSHRRaheel Sultan100% (1)
- Vertical PumpsDokument16 SeitenVertical PumpsAdel ShatlaNoch keine Bewertungen
- SN Series Screw PumpsDokument12 SeitenSN Series Screw PumpsAlexis Ernesto Cardenas BeltranNoch keine Bewertungen
- Positive Displacement PumpsDokument6 SeitenPositive Displacement PumpsVignesh DuraiNoch keine Bewertungen
- Hda Operational ManualDokument48 SeitenHda Operational ManualDouglas DuarteNoch keine Bewertungen
- Jensen Mixer Series 600 IOM 2010Dokument24 SeitenJensen Mixer Series 600 IOM 2010SergioNoch keine Bewertungen
- Design of Centrifugal Pump - ImpellerDokument18 SeitenDesign of Centrifugal Pump - ImpellerRajib MandalNoch keine Bewertungen
- Horizontal & SuHorizontal & Sump Pumpmp PumpsDokument105 SeitenHorizontal & SuHorizontal & Sump Pumpmp PumpsAnonymous dHLFEZuhBa50% (2)
- Ebara Submersible Pump PDFDokument28 SeitenEbara Submersible Pump PDFThinagaran N ManiamNoch keine Bewertungen
- OHH OHHL E00697 (Pump Zulzer)Dokument6 SeitenOHH OHHL E00697 (Pump Zulzer)Jose Sosa CojNoch keine Bewertungen
- Magnum 1 2500Dokument16 SeitenMagnum 1 2500adrianram1100% (1)
- Butterfly Valve Maintenance ManualDokument14 SeitenButterfly Valve Maintenance Manualtiago_mozartNoch keine Bewertungen
- Flow & HeadDokument1 SeiteFlow & HeadCheyanSathishNoch keine Bewertungen
- Assessing Pumping Systm NeedDokument1 SeiteAssessing Pumping Systm NeedCheyanSathishNoch keine Bewertungen
- Common Pumping System PBLMDokument5 SeitenCommon Pumping System PBLMCheyanSathishNoch keine Bewertungen
- NPSH, Viscosity, Specific Gravity, Torque Engineering DataDokument1 SeiteNPSH, Viscosity, Specific Gravity, Torque Engineering DataDeepanKumarNoch keine Bewertungen
- Viscosity Conversion Table Engineering DataDokument1 SeiteViscosity Conversion Table Engineering DataCheyanSathishNoch keine Bewertungen
- High-Pressure Low-Flow Applications of Positive Displacement PumpsDokument2 SeitenHigh-Pressure Low-Flow Applications of Positive Displacement PumpsCheyanSathishNoch keine Bewertungen
- Organization & Management: Manuel L. Hermosa, RN, Mba, Man, Edd, LPT, MaedcDokument32 SeitenOrganization & Management: Manuel L. Hermosa, RN, Mba, Man, Edd, LPT, MaedcManny HermosaNoch keine Bewertungen
- UNIT- 5 IRSDokument78 SeitenUNIT- 5 IRSganeshjaggineni1927Noch keine Bewertungen
- Teaching and Learning in the Multigrade ClassroomDokument18 SeitenTeaching and Learning in the Multigrade ClassroomMasitah Binti TaibNoch keine Bewertungen
- Ipaspro Co PPP ManualDokument78 SeitenIpaspro Co PPP ManualCarlos Alberto Mucching MendozaNoch keine Bewertungen
- Borang JPK CA 01 Tahap 2Dokument2 SeitenBorang JPK CA 01 Tahap 2ajai1010Noch keine Bewertungen
- Interviews: Personal Interview. Advantages and Disadvantages Business Is Largely A Social PhenomenonDokument8 SeitenInterviews: Personal Interview. Advantages and Disadvantages Business Is Largely A Social PhenomenonSanjeev JayaratnaNoch keine Bewertungen
- 09 Bloom Gardner Matrix Example 2009Dokument2 Seiten09 Bloom Gardner Matrix Example 2009Ellen Jaye BensonNoch keine Bewertungen
- Lesson Plan Earth & SpaceDokument5 SeitenLesson Plan Earth & SpaceSol Vega PagdangananNoch keine Bewertungen
- OWASP Dependency-Check Plugin: DescriptionDokument10 SeitenOWASP Dependency-Check Plugin: DescriptionFelipe BarbosaNoch keine Bewertungen
- Hydroponics SummaryDokument4 SeitenHydroponics SummaryJose NovoaNoch keine Bewertungen
- 1 FrameworkDokument26 Seiten1 FrameworkIrenataNoch keine Bewertungen
- Construction Internship ReportDokument8 SeitenConstruction Internship ReportDreaminnNoch keine Bewertungen
- A Short Example Presentation On Molecules Slash Molecular Chemistry in LatexDokument8 SeitenA Short Example Presentation On Molecules Slash Molecular Chemistry in LatexintangibilidadeNoch keine Bewertungen
- Sss PDFDokument1 SeiteSss PDFROVI ROSE MAILOMNoch keine Bewertungen
- Hics 203-Organization Assignment ListDokument2 SeitenHics 203-Organization Assignment ListslusafNoch keine Bewertungen
- Environmental ScienceDokument5 SeitenEnvironmental Sciencearijit_ghosh_18Noch keine Bewertungen
- UMC Florida Annual Conference Filed ComplaintDokument36 SeitenUMC Florida Annual Conference Filed ComplaintCasey Feindt100% (1)
- A Final Project For The Course Title "Monetary Policy and Central Banking"Dokument11 SeitenA Final Project For The Course Title "Monetary Policy and Central Banking"Elle SanchezNoch keine Bewertungen
- Chapter 5Dokument11 SeitenChapter 5XDXDXDNoch keine Bewertungen
- Gulfco 1049 MaxDokument5 SeitenGulfco 1049 MaxOm Prakash RajNoch keine Bewertungen
- IPIECA - IOGP - The Global Distribution and Assessment of Major Oil Spill Response ResourcesDokument40 SeitenIPIECA - IOGP - The Global Distribution and Assessment of Major Oil Spill Response ResourcesОлегNoch keine Bewertungen
- Entrepreneurship: Ali Raza (Ph.D. Scholar, Near East University, North Cyprus, Mersin 10, Turkey)Dokument35 SeitenEntrepreneurship: Ali Raza (Ph.D. Scholar, Near East University, North Cyprus, Mersin 10, Turkey)Ameen KolachiNoch keine Bewertungen
- Liebert PEX+: High Efficiency. Modular-Type Precision Air Conditioning UnitDokument19 SeitenLiebert PEX+: High Efficiency. Modular-Type Precision Air Conditioning Unitjuan guerreroNoch keine Bewertungen