Das könnte Ihnen auch gefallen
- Heat Exchangers Designing For Super-Critical Fluid ServiceDokument6 SeitenHeat Exchangers Designing For Super-Critical Fluid ServiceHsein WangNoch keine Bewertungen
- Process Duty Specification For 01-Pk-051 Vacuum System: Ejectors CapacityDokument5 SeitenProcess Duty Specification For 01-Pk-051 Vacuum System: Ejectors CapacityvasudhaNoch keine Bewertungen
- 6.1 Working Principle of Equipment:: 6.2.1 Steady State Heat TransferDokument35 Seiten6.1 Working Principle of Equipment:: 6.2.1 Steady State Heat TransferAthar IqbalNoch keine Bewertungen
- Castable-Free Fired HeaterDokument4 SeitenCastable-Free Fired HeaterchemengseliemNoch keine Bewertungen
- SMST-Tubes Product Range en 2010 WebDokument16 SeitenSMST-Tubes Product Range en 2010 Webalbejo_r9Noch keine Bewertungen
- Mr. C.H.Park / Project Manager 03-May-06Dokument30 SeitenMr. C.H.Park / Project Manager 03-May-06Ali YassineNoch keine Bewertungen
- Recirculation Model of Kettle ReboilerDokument11 SeitenRecirculation Model of Kettle ReboilerGreat AmpongNoch keine Bewertungen
- Re Boilers 1Dokument16 SeitenRe Boilers 1mamtNoch keine Bewertungen
- Column Hydraulics NotesDokument4 SeitenColumn Hydraulics NotessatishchemengNoch keine Bewertungen
- 193-202 ThyssenKrupp Industrial Solutions AG - Klaus NoelkerDokument10 Seiten193-202 ThyssenKrupp Industrial Solutions AG - Klaus Noelkermmlatif4Noch keine Bewertungen
- Surface CondenserDokument7 SeitenSurface Condensermhd_bashiriNoch keine Bewertungen
- Air CoolerDokument13 SeitenAir CoolerMina RemonNoch keine Bewertungen
- Controlling Heat ExchangersDokument11 SeitenControlling Heat ExchangersgermanaponteNoch keine Bewertungen
- C:/Users/UDI/Job/PUSTEK E&T/PROJECT FOSTER/Air Cooler - Htri: 48 InchDokument1 SeiteC:/Users/UDI/Job/PUSTEK E&T/PROJECT FOSTER/Air Cooler - Htri: 48 InchFadhila Ahmad AnindriaNoch keine Bewertungen
- Guide Line To Vendor Regarding Tube Layout PreparationDokument4 SeitenGuide Line To Vendor Regarding Tube Layout PreparationSalman AkramNoch keine Bewertungen
- 2.heat-Exchangers From Ch6 - Mihir's HandbookDokument12 Seiten2.heat-Exchangers From Ch6 - Mihir's HandbookThế Quang LêNoch keine Bewertungen
- Design of Air IDokument5 SeitenDesign of Air IInvedeNoch keine Bewertungen
- CHE 165A L11 - Heat Exchanger Design PDFDokument61 SeitenCHE 165A L11 - Heat Exchanger Design PDFLi ChNoch keine Bewertungen
- New - Lecture 2 Introduction To S&TDokument31 SeitenNew - Lecture 2 Introduction To S&TWael ElArinyNoch keine Bewertungen
- Design of Shell & Tube Heat ExchangerDokument5 SeitenDesign of Shell & Tube Heat ExchangerPepin Zg100% (1)
- O&Msec2 Heat & Material BalanceDokument8 SeitenO&Msec2 Heat & Material Balanceugun87Noch keine Bewertungen
- Engineering Practice 2020 04Dokument35 SeitenEngineering Practice 2020 04AUDIO CLIPS BLOGNoch keine Bewertungen
- Types of Heat ExchangersDokument14 SeitenTypes of Heat ExchangersMuhammadFahadIjazNoch keine Bewertungen
- Webinar FAQ - Shell and Tube Heat ExchangersDokument8 SeitenWebinar FAQ - Shell and Tube Heat Exchangersrameshkarthik810Noch keine Bewertungen
- 521 TiDokument4 Seiten521 Tisa.somaNoch keine Bewertungen
- Prof Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit Faculty of Mechanical Engineering, UtmDokument21 SeitenProf Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit Faculty of Mechanical Engineering, UtmakusuperNoch keine Bewertungen
- Unesco - Eolss Sample Chapters: Vacuum Creating EquipmentDokument7 SeitenUnesco - Eolss Sample Chapters: Vacuum Creating Equipmentahmed nawazNoch keine Bewertungen
- 06+shell+and+tube+hx SDokument65 Seiten06+shell+and+tube+hx SMuhammad HaidiNoch keine Bewertungen
- 2nd Part of CalculationDokument26 Seiten2nd Part of CalculationLohith NatarajNoch keine Bewertungen
- Screening Reactor For Water HammerDokument49 SeitenScreening Reactor For Water HammerYu GanNoch keine Bewertungen
- Reciprocating CompressorsDokument5 SeitenReciprocating CompressorsthirumalaiNoch keine Bewertungen
- GEA Grasso Company ProfileDokument28 SeitenGEA Grasso Company ProfileLuis Fernando Lopez PalaciosNoch keine Bewertungen
- IPS-MBD21907-In-511A-Data Sheet of Level Gauge (Side Mounted) - ADokument3 SeitenIPS-MBD21907-In-511A-Data Sheet of Level Gauge (Side Mounted) - ANikhil KarkeraNoch keine Bewertungen
- Characterization and Prediction of Water Droplet Size in Oil Water Flow - J Yao - MSDokument183 SeitenCharacterization and Prediction of Water Droplet Size in Oil Water Flow - J Yao - MSGianmarco Corticelli100% (1)
- Progress of Modern Pyrolysis Furnace TechnologyDokument4 SeitenProgress of Modern Pyrolysis Furnace TechnologyDavid Rodrigues100% (1)
- Heat Transfer Equipment 2. Boiling and CondensingDokument20 SeitenHeat Transfer Equipment 2. Boiling and CondensingRicardo Franco ArboledaNoch keine Bewertungen
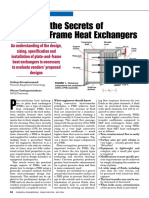
- Design of Plate & Frame HEXsDokument7 SeitenDesign of Plate & Frame HEXsChem.EnggNoch keine Bewertungen
- Inert Gas Generators: Design Practices Fired Heaters Subsection L Exxon EngineeringDokument5 SeitenInert Gas Generators: Design Practices Fired Heaters Subsection L Exxon EngineeringFRANKLIN REVILLANoch keine Bewertungen
- 50a99 ReadingDokument15 Seiten50a99 Readingishu vohraNoch keine Bewertungen
- Air Cooled Heat ExchangerDokument1 SeiteAir Cooled Heat Exchangermuhammadtayyab_87Noch keine Bewertungen
- Boilers & Thermal Fluid HeatersDokument53 SeitenBoilers & Thermal Fluid HeatersannasitNoch keine Bewertungen
- HTFS Presentation 2Dokument57 SeitenHTFS Presentation 2Divyesh Patel100% (1)
- Vacuum CondenserDokument4 SeitenVacuum CondenserCecilia Tan0% (1)
- Glycol Dehydration Unit English LetterDokument4 SeitenGlycol Dehydration Unit English LetterRaulCamachoNoch keine Bewertungen
- UBE E 102 Heat ExchangersDokument17 SeitenUBE E 102 Heat Exchangersjohn carterNoch keine Bewertungen
- Design Handbooks Table of ContentsDokument1 SeiteDesign Handbooks Table of ContentsForcus onNoch keine Bewertungen
- 761-V-103 (Vessel With Demister), PDFDokument1 Seite761-V-103 (Vessel With Demister), PDFAlvin SmithNoch keine Bewertungen
- Peggen03 PDFDokument5 SeitenPeggen03 PDFMohamedNoch keine Bewertungen
- Nureg 6007Dokument122 SeitenNureg 6007Baher ElsheikhNoch keine Bewertungen
- HRSG Understand The BasicsDokument14 SeitenHRSG Understand The BasicsMazen Darwish100% (1)
- DP08 TocDokument1 SeiteDP08 TocFRANKLIN REVILLANoch keine Bewertungen
- Heat ExchangerDokument40 SeitenHeat ExchangergalihgasatrioNoch keine Bewertungen
- GS 140 1 Glycol DehydrationDokument16 SeitenGS 140 1 Glycol DehydrationPedro Diaz100% (1)
- Shell Type Fired Steam Generating PlantDokument29 SeitenShell Type Fired Steam Generating Plantahmed sobhy0% (1)
- GS114-8 HVAC - Terminal Units For Offshore UseDokument14 SeitenGS114-8 HVAC - Terminal Units For Offshore UseDH BNoch keine Bewertungen
- GS114-5 HVAC - Electric Air Heater Batteries For Offshore UseDokument15 SeitenGS114-5 HVAC - Electric Air Heater Batteries For Offshore UseDH BNoch keine Bewertungen
- GS114-4 HVAC - Air Filters and Separators For Offshore UseDokument12 SeitenGS114-4 HVAC - Air Filters and Separators For Offshore UseDH BNoch keine Bewertungen
- GS112 4 PDFDokument26 SeitenGS112 4 PDFadamNoch keine Bewertungen
- Gis 14-021Dokument15 SeitenGis 14-021Jagatjeet MaanNoch keine Bewertungen
- Api660 Modification BRDokument13 SeitenApi660 Modification BRbaraaazeb0% (1)
- RP 32-6 Inspection and Testing of In-Service InstrumentationDokument29 SeitenRP 32-6 Inspection and Testing of In-Service InstrumentationMohd KhairulNoch keine Bewertungen
- Refrigerated Ammonia Storage Tanks For Chemical Processing PlantDokument24 SeitenRefrigerated Ammonia Storage Tanks For Chemical Processing Plantkresimir.mikoc9765100% (2)
- RP 32-5 Inspection and Testing of Plant in Service (Electrical Equipment)Dokument41 SeitenRP 32-5 Inspection and Testing of Plant in Service (Electrical Equipment)Mohd KhairulNoch keine Bewertungen
- RP32 4InServiceInspection TechDokument201 SeitenRP32 4InServiceInspection TechMohd Khairul100% (1)
- GS 158-1 Internal Floating Decks For Storage Tanks: March 1998Dokument38 SeitenGS 158-1 Internal Floating Decks For Storage Tanks: March 1998Mohd KhairulNoch keine Bewertungen
- GS 118-10 Welding of Transmission Pipelines: Supplementary To BS 4515: 1996 December 1998 (Amended February 2000)Dokument40 SeitenGS 118-10 Welding of Transmission Pipelines: Supplementary To BS 4515: 1996 December 1998 (Amended February 2000)Mohd KhairulNoch keine Bewertungen
- Gs143-1 Pig Launcher and RecieverDokument14 SeitenGs143-1 Pig Launcher and RecieverMohd Khairul100% (3)
- BP - Tb0002inspection of Small-Bore Fittings and PipeworkDokument4 SeitenBP - Tb0002inspection of Small-Bore Fittings and PipeworkMohd Khairul100% (1)
- Gs118 5WeldingOfcarbonSteelPipework ToB31.3Dokument36 SeitenGs118 5WeldingOfcarbonSteelPipework ToB31.3Mohd Khairul100% (1)
- GS 118-4 Storage and Control of Welding Consumables: August 1997Dokument14 SeitenGS 118-4 Storage and Control of Welding Consumables: August 1997Mohd KhairulNoch keine Bewertungen
- GS 118-1 Fabrication of Fixed Offshore Steel Structures To Eemua 158Dokument31 SeitenGS 118-1 Fabrication of Fixed Offshore Steel Structures To Eemua 158Mohd KhairulNoch keine Bewertungen
- BP Tb0036erosionDokument4 SeitenBP Tb0036erosionMohd Khairul100% (1)
- BP RP62-1 ValvesDokument155 SeitenBP RP62-1 ValvesMohd Khairul100% (1)
- BP RP26-1HeatExchangeEquipment PDFDokument40 SeitenBP RP26-1HeatExchangeEquipment PDFMohd KhairulNoch keine Bewertungen
- Gas PurificationDokument26 SeitenGas PurificationMahmud Rahman BizoyNoch keine Bewertungen
- General: Material SpecificationDokument8 SeitenGeneral: Material SpecificationMuthu GaneshNoch keine Bewertungen
- Stripper Bolt, Coil Spring, Dowel PinDokument3 SeitenStripper Bolt, Coil Spring, Dowel Pinmuhamad laaliNoch keine Bewertungen
- Maryland Metrics - Thread Data ChartsDokument4 SeitenMaryland Metrics - Thread Data ChartsAnonymous VC68Xndnu9Noch keine Bewertungen
- Cafflano Ç Klassic User TipsDokument14 SeitenCafflano Ç Klassic User TipsismuNoch keine Bewertungen
- Structural Analysis of Crane HookDokument5 SeitenStructural Analysis of Crane HookAkesh KakarlaNoch keine Bewertungen
- Delco Remy Diagnostic Procedures Manual PDFDokument32 SeitenDelco Remy Diagnostic Procedures Manual PDFjohansen05100% (2)
- HSCDokument13 SeitenHSCrexdindigulNoch keine Bewertungen
- HMPP Hempaline Bro - WEBDokument6 SeitenHMPP Hempaline Bro - WEBvpjagannaathNoch keine Bewertungen
- 2 SinteringDokument32 Seiten2 SinteringGopikaNoch keine Bewertungen
- Snamprogetti Saipem Urea Process AmmoniaDokument23 SeitenSnamprogetti Saipem Urea Process AmmoniaTu Hai50% (2)
- Ecg524 - Term PaperDokument11 SeitenEcg524 - Term PaperamierulNoch keine Bewertungen
- Tubing Tables ReferenciasDokument18 SeitenTubing Tables Referenciasginozky100% (6)
- Cbse Class 10 Science Chapter 1 McqsDokument5 SeitenCbse Class 10 Science Chapter 1 Mcqsleena_louisNoch keine Bewertungen
- History Additive ManufacturingDokument7 SeitenHistory Additive ManufacturingbrunosipodNoch keine Bewertungen
- Pt. Emira Energi: PWHT ProcedureDokument13 SeitenPt. Emira Energi: PWHT ProcedureAull Krizz NaGrtNoch keine Bewertungen
- Behavior of Steel Fiber Reinforced Concrete Beam Using Fly AshDokument11 SeitenBehavior of Steel Fiber Reinforced Concrete Beam Using Fly AshAhmad YaniNoch keine Bewertungen
- Corrosion Report PDFDokument22 SeitenCorrosion Report PDFFong Wei Jun0% (1)
- Porcelain Catalog 2024Dokument66 SeitenPorcelain Catalog 2024roofingasrNoch keine Bewertungen
- Comflor Composite Floor Deck Brochure UKDokument32 SeitenComflor Composite Floor Deck Brochure UKAma DavidescuNoch keine Bewertungen
- Metal Nanoparticles For Catalysis Advances and ApplicationsDokument284 SeitenMetal Nanoparticles For Catalysis Advances and ApplicationsMoreno MarcatiNoch keine Bewertungen
- Cost Accounting and Control by de Leon 2019Dokument182 SeitenCost Accounting and Control by de Leon 2019Sly BlueNoch keine Bewertungen
- Science and Empricism in Pile Foundation Design (Randolph 2003)Dokument34 SeitenScience and Empricism in Pile Foundation Design (Randolph 2003)Abdul Mozid ShikderNoch keine Bewertungen
- What Defines An Industrial GasDokument2 SeitenWhat Defines An Industrial GasYuri YamirnovNoch keine Bewertungen
- Civil Engineering Competitive QuestionsDokument46 SeitenCivil Engineering Competitive QuestionsSantosh Rai67% (3)
- Recent Advances in Graphene-Based Nanocomposites For Automotive and Off-Highway Vehicle ApplicationsDokument34 SeitenRecent Advances in Graphene-Based Nanocomposites For Automotive and Off-Highway Vehicle ApplicationsAg PradhiNoch keine Bewertungen
- ABB MNS System GuideDokument34 SeitenABB MNS System GuideLeslie HallNoch keine Bewertungen
- 150 66-RP4Dokument92 Seiten150 66-RP4MJZENoch keine Bewertungen
- FEM in Geotech EngineeringDokument21 SeitenFEM in Geotech EngineeringPawan Kumar100% (1)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesVon EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesBewertung: 4.5 von 5 Sternen4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialVon EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNoch keine Bewertungen
- Electric Motor Control: DC, AC, and BLDC MotorsVon EverandElectric Motor Control: DC, AC, and BLDC MotorsBewertung: 4.5 von 5 Sternen4.5/5 (19)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterVon EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterNoch keine Bewertungen
- Shorting the Grid: The Hidden Fragility of Our Electric GridVon EverandShorting the Grid: The Hidden Fragility of Our Electric GridBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Well Integrity for Workovers and RecompletionsVon EverandWell Integrity for Workovers and RecompletionsBewertung: 5 von 5 Sternen5/5 (3)
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Building Energy Management Systems and Techniques: Principles, Methods, and ModellingVon EverandBuilding Energy Management Systems and Techniques: Principles, Methods, and ModellingNoch keine Bewertungen
- Solar Energy: Survive Easily on Solar Power Off the GridVon EverandSolar Energy: Survive Easily on Solar Power Off the GridNoch keine Bewertungen
- The Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceVon EverandThe Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceNoch keine Bewertungen
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AVon EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANoch keine Bewertungen
- Handbook on Battery Energy Storage SystemVon EverandHandbook on Battery Energy Storage SystemBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Renewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningVon EverandRenewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningBewertung: 5 von 5 Sternen5/5 (4)
- Renewable Energy Finance: Theory and PracticeVon EverandRenewable Energy Finance: Theory and PracticeBewertung: 4 von 5 Sternen4/5 (1)
- Introduction to Power System ProtectionVon EverandIntroduction to Power System ProtectionBewertung: 5 von 5 Sternen5/5 (1)
- Flow Analysis for Hydrocarbon Pipeline EngineeringVon EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNoch keine Bewertungen
- Nigerian Public Discourse: The Interplay of Empirical Evidence and HyperboleVon EverandNigerian Public Discourse: The Interplay of Empirical Evidence and HyperboleNoch keine Bewertungen
- Thermal Power Plant: Design and OperationVon EverandThermal Power Plant: Design and OperationBewertung: 4.5 von 5 Sternen4.5/5 (23)
- Electric Motors and Drives: Fundamentals, Types and ApplicationsVon EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsBewertung: 4.5 von 5 Sternen4.5/5 (12)
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Power Electronics Diploma Interview Q&A: Career GuideVon EverandPower Electronics Diploma Interview Q&A: Career GuideNoch keine Bewertungen
- The Truth About Solar Panels The Book That Solar Manufacturers, Vendors, Installers And DIY Scammers Don't Want You To ReadVon EverandThe Truth About Solar Panels The Book That Solar Manufacturers, Vendors, Installers And DIY Scammers Don't Want You To ReadBewertung: 4.5 von 5 Sternen4.5/5 (10)
- VSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsVon EverandVSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsNoch keine Bewertungen