Das könnte Ihnen auch gefallen
- TCC - Soldagem Por FricçãoDokument55 SeitenTCC - Soldagem Por FricçãoRafael Martins GarciaNoch keine Bewertungen
- Fundição e processos siderúrgicosDokument14 SeitenFundição e processos siderúrgicosThiago HenriqueNoch keine Bewertungen
- Otimização Estrutural de Treliças Metálicas Plenas Empregadas em Cobertas Considerando Critérios de ResistênciaDokument77 SeitenOtimização Estrutural de Treliças Metálicas Plenas Empregadas em Cobertas Considerando Critérios de ResistênciaJABSON RENATO ALVES DE ALMEIDANoch keine Bewertungen
- Analise Ensaio EstampabilidadeDokument148 SeitenAnalise Ensaio EstampabilidadeLuan carlosNoch keine Bewertungen
- Disserta o 18 02 17Dokument64 SeitenDisserta o 18 02 17André BragaNoch keine Bewertungen
- Propriedades Do LatãoDokument69 SeitenPropriedades Do Latãopaulo fialho FialhoNoch keine Bewertungen
- Analise e Dimensionamento de Estantes Industriais em Estrutura MetalicaDokument90 SeitenAnalise e Dimensionamento de Estantes Industriais em Estrutura MetalicaMárcio VictorNoch keine Bewertungen
- TCC Giovani Nichetti de QuadrosDokument60 SeitenTCC Giovani Nichetti de QuadrosOdair Castilhos Dos PassosNoch keine Bewertungen
- DESGASEIFICAÇÃODokument66 SeitenDESGASEIFICAÇÃOIsmael PereiraNoch keine Bewertungen
- Análise Da Microestrutura e de Dureza de Barras Chatas de Aço SAE 15B29 Visando A Redução de EmpenamentoDokument56 SeitenAnálise Da Microestrutura e de Dureza de Barras Chatas de Aço SAE 15B29 Visando A Redução de EmpenamentoIgorNoch keine Bewertungen
- SENAI Estágio Industrial MetalurgiaDokument43 SeitenSENAI Estágio Industrial MetalurgiaMarcelo FrancoNoch keine Bewertungen
- Artigo 1 DOE Aplicado No Processo de Têmpera em AramesDokument12 SeitenArtigo 1 DOE Aplicado No Processo de Têmpera em AramesRaul motaNoch keine Bewertungen
- Comparativo corte plasma x jato água aço inoxDokument49 SeitenComparativo corte plasma x jato água aço inoxCleodon CardosoNoch keine Bewertungen
- GallingDokument113 SeitenGallingGustavo CunhaNoch keine Bewertungen
- Análise do desempenho de estruturas treliçadas em coberturas industriaisDokument143 SeitenAnálise do desempenho de estruturas treliçadas em coberturas industriaisPedro Henrique ChoréNoch keine Bewertungen
- Determinacao Dos Parametros Ideais de SoldagemDokument55 SeitenDeterminacao Dos Parametros Ideais de SoldagemKarine PereiraNoch keine Bewertungen
- Reginaldo Carneiro Da Silva - Concreto Armado Aplicações de Modelos de Bielas E TirantesDokument202 SeitenReginaldo Carneiro Da Silva - Concreto Armado Aplicações de Modelos de Bielas E Tirantesmateus456100% (1)
- Influencia Da Laminacao Na Planicidade e Nas PMs Do AçoDokument118 SeitenInfluencia Da Laminacao Na Planicidade e Nas PMs Do AçoJayme AlvesNoch keine Bewertungen
- Projeto de grades para tomada d'águaDokument12 SeitenProjeto de grades para tomada d'águagilonnerNoch keine Bewertungen
- Custo de SoldagemDokument56 SeitenCusto de SoldagemHugo F. SilvaNoch keine Bewertungen
- Verificação estrutural de pipe rack com adição de tubulaçõesDokument118 SeitenVerificação estrutural de pipe rack com adição de tubulaçõesAlexandre Cesar Viana de Almeida50% (2)
- Tese B. OliveiraDokument83 SeitenTese B. Oliveirathesonic123Noch keine Bewertungen
- TCC Samuel SirtoliDokument67 SeitenTCC Samuel SirtoliDenis FreireNoch keine Bewertungen
- Estudo da Distorção Gerada pelo Processo FCAWDokument75 SeitenEstudo da Distorção Gerada pelo Processo FCAWvitor nardyNoch keine Bewertungen
- Moisés Toigo (2013) - Projeto de Pesquisa Intitulado "Estudo Do Processo de Vulcanização de Emendas de Borracha Nitrilica para Vedação de Valvulas Borboletas Utilizadas em Condutos de Pchs".Dokument63 SeitenMoisés Toigo (2013) - Projeto de Pesquisa Intitulado "Estudo Do Processo de Vulcanização de Emendas de Borracha Nitrilica para Vedação de Valvulas Borboletas Utilizadas em Condutos de Pchs".Moises ToigoNoch keine Bewertungen
- TCC Avaliacao Da Superficie e Do Comportamento Ao Desgaste Do Disco Dentado Considerando Diferentes Revestimentos. Autor Diorgenes Rodrigo Ferreira Ribeiro - Graduacao - UnisinosDokument167 SeitenTCC Avaliacao Da Superficie e Do Comportamento Ao Desgaste Do Disco Dentado Considerando Diferentes Revestimentos. Autor Diorgenes Rodrigo Ferreira Ribeiro - Graduacao - UnisinosMsp UsinagemNoch keine Bewertungen
- Ap Vol1 UP Ago08Dokument52 SeitenAp Vol1 UP Ago08Adilmar CardozoNoch keine Bewertungen
- Análise e Classificação de Argamassas Industrializadas Segundo A NBR 13281 e A MERUCDokument224 SeitenAnálise e Classificação de Argamassas Industrializadas Segundo A NBR 13281 e A MERUCMoacyr Salles NetoNoch keine Bewertungen
- Rodrigo Gustavo Delalibera - Blocos de Concreto Armado Sobre Duas EstacasDokument332 SeitenRodrigo Gustavo Delalibera - Blocos de Concreto Armado Sobre Duas Estacasmateus456Noch keine Bewertungen
- Influência da laminação na dureza da barra chata SAE 5160Dokument76 SeitenInfluência da laminação na dureza da barra chata SAE 5160Cunha Projetos de Cilindros HidráulicosNoch keine Bewertungen
- Ensaios Com Bloco de ConcretoDokument16 SeitenEnsaios Com Bloco de ConcretoWemerson CaixêtaNoch keine Bewertungen
- Cálculo Do Sistema de Alimentação e EnchimentoDokument65 SeitenCálculo Do Sistema de Alimentação e EnchimentoRinaldo Reis de SouzaNoch keine Bewertungen
- Relatório de Ensiao de CompressãoDokument9 SeitenRelatório de Ensiao de CompressãoVinicius CamposNoch keine Bewertungen
- Rodrigo Gustavo Delalibera - Análise Blocos de Concreto Sobre Duas EstacasDokument332 SeitenRodrigo Gustavo Delalibera - Análise Blocos de Concreto Sobre Duas Estacasmateus456Noch keine Bewertungen
- Estudo Analítico Sobre o Processo de Friction Stir Welding (Soldagem Por Fricção) e Suas Aplicações IndustriaisDokument37 SeitenEstudo Analítico Sobre o Processo de Friction Stir Welding (Soldagem Por Fricção) e Suas Aplicações IndustriaisLeandro BragaNoch keine Bewertungen
- Fabricação de peças em chapas metálicasDokument10 SeitenFabricação de peças em chapas metálicasArmando RomaoNoch keine Bewertungen
- Estudo Da Fadiga de Contato em Engrenagens Cilíndricas de Dentes RetosDokument187 SeitenEstudo Da Fadiga de Contato em Engrenagens Cilíndricas de Dentes RetosGustavo JavorskiNoch keine Bewertungen
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoVon EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoNoch keine Bewertungen
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasVon EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNoch keine Bewertungen
- Dimensionamento de Vigas Mistas BiapoiadasDokument58 SeitenDimensionamento de Vigas Mistas BiapoiadasJefferson RosaNoch keine Bewertungen
- MONOGRAFIA - Inspeção VisualAvaliaçãoDokument72 SeitenMONOGRAFIA - Inspeção VisualAvaliaçãopaulo.drummondNoch keine Bewertungen
- Univrsidade Federal de São João Del ReiDokument6 SeitenUnivrsidade Federal de São João Del ReiSamuel PereiraNoch keine Bewertungen
- Coteq034 - 03 FadigaDokument7 SeitenCoteq034 - 03 FadigaAdilmar E. NatãnyNoch keine Bewertungen
- Laudo - TelhasDokument27 SeitenLaudo - TelhasThalles SiqueiraNoch keine Bewertungen
- Calculo Fundo ConicoDokument30 SeitenCalculo Fundo Conicocavalc105292Noch keine Bewertungen
- Artigo 3Dokument9 SeitenArtigo 3Claudio SilasNoch keine Bewertungen
- Projetista de Tubulações - PetrobrasDokument46 SeitenProjetista de Tubulações - PetrobrasLuis BarboNoch keine Bewertungen
- Projeto de Máquina - RebarbadoraDokument10 SeitenProjeto de Máquina - RebarbadoraRodrigo SousaNoch keine Bewertungen
- TCC Thais AraldiDokument103 SeitenTCC Thais AraldiisadoradomisanNoch keine Bewertungen
- Estudo dos parâmetros de usinagem e desgaste de ferramentas no torneamento CNC do aço SAE 4140Dokument62 SeitenEstudo dos parâmetros de usinagem e desgaste de ferramentas no torneamento CNC do aço SAE 4140CacoKermitMuppetsNoch keine Bewertungen
- Ernani Mendes Nobre - Argamassa Armada Vigas Submetidas A Forca CortanteDokument520 SeitenErnani Mendes Nobre - Argamassa Armada Vigas Submetidas A Forca Cortantemateus456Noch keine Bewertungen
- Análise do Light Steel Framing como método construtivo e na reabilitação eficaz e sustentávelVon EverandAnálise do Light Steel Framing como método construtivo e na reabilitação eficaz e sustentávelNoch keine Bewertungen
- SAE 1045 - Melhora UsinabilidadeDokument22 SeitenSAE 1045 - Melhora Usinabilidadedouglas_2069Noch keine Bewertungen
- Manual Técnico Steel DeckDokument77 SeitenManual Técnico Steel Deckoscavier100% (1)
- Artigo Sobre Soldagem FCAWDokument6 SeitenArtigo Sobre Soldagem FCAWengetarcioNoch keine Bewertungen
- NTS285Dokument16 SeitenNTS285Paul WheelerNoch keine Bewertungen
- TCC - Parâmetros Usinagem Torneamento CNC Aço SAE 4140Dokument62 SeitenTCC - Parâmetros Usinagem Torneamento CNC Aço SAE 4140CacoKermitMuppetsNoch keine Bewertungen
- Relatorio de Estagio Eng Mecanica 7°Dokument25 SeitenRelatorio de Estagio Eng Mecanica 7°DHONENoch keine Bewertungen
- Análise de confiabilidade da equação de cisalhamento em lajes maciças da NBR 6118Dokument41 SeitenAnálise de confiabilidade da equação de cisalhamento em lajes maciças da NBR 6118Igor PessoaNoch keine Bewertungen
- (MANSUR, 2003) Avaliação e Desenvolvimento de Modelos de Determinação de Acúmulo de Danos Por Fadiga em Um Aço EstruturalDokument215 Seiten(MANSUR, 2003) Avaliação e Desenvolvimento de Modelos de Determinação de Acúmulo de Danos Por Fadiga em Um Aço EstruturalKamila LopesNoch keine Bewertungen
- J01 Condutores e BarramentosDokument11 SeitenJ01 Condutores e BarramentosJonas AraujoNoch keine Bewertungen
- Lista-de-Exercícios-Conjuntos nUMÉRICOSDokument21 SeitenLista-de-Exercícios-Conjuntos nUMÉRICOSJosie Michelle Soares100% (2)
- Colisões: velocidades após choques elásticos e inelásticosDokument2 SeitenColisões: velocidades após choques elásticos e inelásticosJonas AraujoNoch keine Bewertungen
- UFMG. Aprender A Ler - Metodologia para Estudos Autônomos PDFDokument210 SeitenUFMG. Aprender A Ler - Metodologia para Estudos Autônomos PDFJonas AraujoNoch keine Bewertungen
- Treinamento de questões sobre leis de Newton e aceleração constanteDokument1 SeiteTreinamento de questões sobre leis de Newton e aceleração constanteJonas AraujoNoch keine Bewertungen
- A Psicologia Como Ferramenta Do ProfessorDokument72 SeitenA Psicologia Como Ferramenta Do ProfessorRaquel ZaniniNoch keine Bewertungen
- Lista de revisão operações decimaisDokument1 SeiteLista de revisão operações decimaisJonas AraujoNoch keine Bewertungen
- EF6 - Números Decimais e FraçõesDokument3 SeitenEF6 - Números Decimais e FraçõesJonas Araujo100% (1)
- Física - Colisões IIDokument3 SeitenFísica - Colisões IIJonas AraujoNoch keine Bewertungen
- UNIBAN. Sequências Lógicas e Suas Leis de Formação PDFDokument10 SeitenUNIBAN. Sequências Lógicas e Suas Leis de Formação PDFJonas Araujo100% (1)
- Séries Numéricas PDFDokument88 SeitenSéries Numéricas PDFMillena Siqueira GuimaraesNoch keine Bewertungen
- Analise Da Pratica e Estagio de MatematicaDokument88 SeitenAnalise Da Pratica e Estagio de Matematicapassosjeanne9858Noch keine Bewertungen
- Ordem decrescente de números decimaisDokument3 SeitenOrdem decrescente de números decimaisJonas AraujoNoch keine Bewertungen
- 160 Questões de Raciocínio LógicoDokument101 Seiten160 Questões de Raciocínio LógicoJonas AraujoNoch keine Bewertungen
- ÓPTICA GEOMÉTRICA Renan Schetino de SouzaDokument38 SeitenÓPTICA GEOMÉTRICA Renan Schetino de SouzaPaulo OrsoNoch keine Bewertungen
- Lista de exercícios de geometria com quadriláteros e círculosDokument6 SeitenLista de exercícios de geometria com quadriláteros e círculosVagner EbreNoch keine Bewertungen
- CEAM Milton Afonso lista exercícios áreas volumesDokument5 SeitenCEAM Milton Afonso lista exercícios áreas volumesCindiane Módolo Pico0% (1)
- 010 Fisica Optica Espelhos PlanosDokument9 Seiten010 Fisica Optica Espelhos Planosnelson de oliveiraNoch keine Bewertungen
- Revisão de Matemática BásicaDokument5 SeitenRevisão de Matemática BásicaJonas AraujoNoch keine Bewertungen
- Ângulos na circunferência: propriedades e exercíciosDokument4 SeitenÂngulos na circunferência: propriedades e exercíciosJonas AraujoNoch keine Bewertungen
- NomesDokument1 SeiteNomesJonas AraujoNoch keine Bewertungen
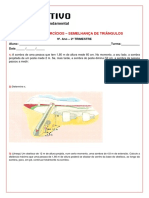
- Lista de exercícios semelhança triângulosDokument3 SeitenLista de exercícios semelhança triângulosJonas AraujoNoch keine Bewertungen
- Caderno 1 Assistente Administrativo PBHDokument36 SeitenCaderno 1 Assistente Administrativo PBHsamba1254874Noch keine Bewertungen
- Processo Extração Refino AlumínioDokument31 SeitenProcesso Extração Refino AlumínioCarolina Contente0% (1)
- Evolução dos Modelos AtômicosDokument18 SeitenEvolução dos Modelos AtômicosThiago SantosNoch keine Bewertungen
- Tabela Asus Aquecedor Solar - Outubro 2017Dokument2 SeitenTabela Asus Aquecedor Solar - Outubro 2017Fábio MarcheziniNoch keine Bewertungen
- Instrumentação Industrial - PressãoDokument73 SeitenInstrumentação Industrial - PressãoJohnata FrançaNoch keine Bewertungen
- RelLabFisII - Experimentos Com Elementos Resistivos Não LinearesDokument23 SeitenRelLabFisII - Experimentos Com Elementos Resistivos Não LinearesRafael BratifichNoch keine Bewertungen
- 2a Lista QAGDokument5 Seiten2a Lista QAGTata VieiraNoch keine Bewertungen
- FEMAP - Dimensionamento de Estrutura para Armazenamento de Barris de ÓleoDokument15 SeitenFEMAP - Dimensionamento de Estrutura para Armazenamento de Barris de ÓleoLincon MonteiroNoch keine Bewertungen
- Q 10º Elementos 1Dokument1 SeiteQ 10º Elementos 1arnaldo a tua prima100% (1)
- Eletromagnetismo no IFRN ParnamirimDokument26 SeitenEletromagnetismo no IFRN ParnamirimJean Carlos GaldinoNoch keine Bewertungen
- 21 Ultra SomDokument9 Seiten21 Ultra SomPriscila PereiraNoch keine Bewertungen
- Fusíveis e disjuntores: funções e medidas de proteção em circuitos elétricosDokument467 SeitenFusíveis e disjuntores: funções e medidas de proteção em circuitos elétricoshanameel souza100% (2)
- Lei de ArquimedesDokument9 SeitenLei de Arquimedesdturma7F100% (1)
- Trabalho com componentes SMDDokument21 SeitenTrabalho com componentes SMDRenato Amorim100% (1)
- PlutônioDokument5 SeitenPlutôniosuperpericles1Noch keine Bewertungen
- DNIT 032/2005 - Especificação de serviço para pavimentos flexíveis de areia-asfaltoDokument12 SeitenDNIT 032/2005 - Especificação de serviço para pavimentos flexíveis de areia-asfaltoRenata CruzNoch keine Bewertungen
- Calculo ChumbadoresDokument24 SeitenCalculo ChumbadoresERFerrandin100% (3)
- 3340F401TDokument2 Seiten3340F401TLeandro Guilherme de FariaNoch keine Bewertungen
- Solos - Origem, Componentes e OrganizaçãoDokument70 SeitenSolos - Origem, Componentes e OrganizaçãoSuu Kirinus NogueiraNoch keine Bewertungen
- Estudo da Química na história e no cotidianoDokument3 SeitenEstudo da Química na história e no cotidianoArison SantosNoch keine Bewertungen
- Atendimento de FarmaciaDokument16 SeitenAtendimento de FarmaciaJackson Da Silveira DóriaNoch keine Bewertungen
- As Rochas São Agregados Sólidos Compostos Por Um Ou Mais MineraisDokument3 SeitenAs Rochas São Agregados Sólidos Compostos Por Um Ou Mais MineraisMatheus Ribeiro OliveiraNoch keine Bewertungen
- Aula 09 - Fosforilação OxidativaDokument7 SeitenAula 09 - Fosforilação OxidativaMarcela Lima de BritoNoch keine Bewertungen
- Prova de Despiste de Dislexia - Folha de RespostasDokument2 SeitenProva de Despiste de Dislexia - Folha de RespostasSara Pimentel0% (1)
- Eear Prova 2017Dokument13 SeitenEear Prova 2017John ConstantineNoch keine Bewertungen
- 3 - EletricidadeDokument9 Seiten3 - EletricidadeDiogo Barradas BrazNoch keine Bewertungen
- Soldagem Oxi AcetilenoDokument3 SeitenSoldagem Oxi AcetilenoFelipe MedeirosNoch keine Bewertungen
- Dimensionamento de instalação elétrica residencialDokument8 SeitenDimensionamento de instalação elétrica residencialJoseph OliveiraNoch keine Bewertungen
- Simulado Enem Resolucao Caderno AmareloDokument44 SeitenSimulado Enem Resolucao Caderno AmareloAnaPaulaPaimNoch keine Bewertungen
- NBR 14698 - Vidro TemperadoDokument19 SeitenNBR 14698 - Vidro TemperadoAllison Bruno Andrade100% (1)
- Q.I. Relatório Da Síntese Do Sulfato FerrosoDokument1 SeiteQ.I. Relatório Da Síntese Do Sulfato FerrosoThaís Janine100% (1)