Das könnte Ihnen auch gefallen
- Machine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryVon EverandMachine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryNoch keine Bewertungen
- Module 4Dokument59 SeitenModule 4Musadiq Ahmed100% (1)
- Programming MillDokument81 SeitenProgramming MillEddy ZalieNoch keine Bewertungen
- NC ProgrammingDokument54 SeitenNC ProgrammingVed Vrat NuclearNoch keine Bewertungen
- Module 2 Part 1Dokument147 SeitenModule 2 Part 1FRANCIS THOMASNoch keine Bewertungen
- Unit 4Dokument62 SeitenUnit 4samnztNoch keine Bewertungen
- CNC Programing ConceptDokument11 SeitenCNC Programing ConceptGatot PrasetyoNoch keine Bewertungen
- CNC ProgrammingDokument20 SeitenCNC ProgrammingMansingh YadavNoch keine Bewertungen
- CNC LectureDokument16 SeitenCNC LectureJyoti Patole JadhavNoch keine Bewertungen
- CNC Turning Center ProgrammingDokument29 SeitenCNC Turning Center ProgrammingSrinivas Yadav100% (1)
- CNC Part ProgrammingDokument61 SeitenCNC Part ProgrammingrajaNoch keine Bewertungen
- CNC TRAINDokument124 SeitenCNC TRAINakshat naiduNoch keine Bewertungen
- Cncmillingprograms 160318071113 PDFDokument33 SeitenCncmillingprograms 160318071113 PDFAsad ZahidNoch keine Bewertungen
- 11 Cad Cam CNC Programming MVVDokument37 Seiten11 Cad Cam CNC Programming MVVbassem smatiNoch keine Bewertungen
- Mill Fanuc: Fanuc G68 Coordinate Rotation - Subprogram ExampleDokument73 SeitenMill Fanuc: Fanuc G68 Coordinate Rotation - Subprogram Exampleسليمان مصريNoch keine Bewertungen
- Heidenhain FK-Programming TNC 530iDokument83 SeitenHeidenhain FK-Programming TNC 530itonybullough100% (1)
- Part Programming Manual PDFDokument80 SeitenPart Programming Manual PDFTejas KumarNoch keine Bewertungen
- UNIT 7 - CNC - Lecture 3 - ProgrammingDokument33 SeitenUNIT 7 - CNC - Lecture 3 - ProgrammingRakshithNoch keine Bewertungen
- Milling Programming ManualDokument207 SeitenMilling Programming ManualAhmad Suffian IsmailNoch keine Bewertungen
- CNC Milling Sample ProgramDokument16 SeitenCNC Milling Sample ProgramjayyadavvpcNoch keine Bewertungen
- Series8000LatheOperation PDFDokument324 SeitenSeries8000LatheOperation PDFSnaldo EstradaNoch keine Bewertungen
- 3 CNC ProgrammingDokument59 Seiten3 CNC ProgrammingbusterrrNoch keine Bewertungen
- Fanuc Ot Turning Offline PogrDokument138 SeitenFanuc Ot Turning Offline PogrR GanesanNoch keine Bewertungen
- 3 CNC Programming R2Dokument51 Seiten3 CNC Programming R2KANAV BHARDWAJNoch keine Bewertungen
- 18-01 Applying Work OffsetDokument1 Seite18-01 Applying Work OffsetDavid Bumbalough0% (1)
- CNC TurningDokument13 SeitenCNC TurningJAMES JUDYNoch keine Bewertungen
- Haas G72 Type I Rough and G70 Finish Facing Program ExampleDokument3 SeitenHaas G72 Type I Rough and G70 Finish Facing Program ExampleCnc Page100% (1)
- Slide01 Introduction CNCDokument149 SeitenSlide01 Introduction CNCalexiskandarNoch keine Bewertungen
- CNC Part ProgrammingDokument40 SeitenCNC Part ProgrammingmsshahenterNoch keine Bewertungen
- Heidenhain TNC 620 User ManualDokument48 SeitenHeidenhain TNC 620 User ManualBombacı MülayimNoch keine Bewertungen
- Job CNC MillDokument11 SeitenJob CNC MillHerie KrisNoch keine Bewertungen
- CNC Turn-Mill G and M CodesDokument51 SeitenCNC Turn-Mill G and M CodespptmnltNoch keine Bewertungen
- Lathe CNC ProgrammingDokument52 SeitenLathe CNC ProgrammingKen LeeNoch keine Bewertungen
- Doosan G76Dokument17 SeitenDoosan G76Pham LongNoch keine Bewertungen
- VericutDokument20 SeitenVericutStanko Radovanovic0% (1)
- General CatalogueDokument60 SeitenGeneral CatalogueLuthfi100% (1)
- A Letter Engraving Custom MacroDokument15 SeitenA Letter Engraving Custom Macrofirepower117Noch keine Bewertungen
- CNC Programming HandbookDokument4 SeitenCNC Programming HandbookAkash Singh0% (2)
- Setup SheetsDokument4 SeitenSetup SheetsThirugnanam DhandayuthapaniNoch keine Bewertungen
- CNC CodexDokument10 SeitenCNC CodexAmar AshrafNoch keine Bewertungen
- Mori Seiki GM CodeDokument10 SeitenMori Seiki GM CodevusvusNoch keine Bewertungen
- EdgeCAM SimulatorDokument21 SeitenEdgeCAM SimulatorDulis DulisNoch keine Bewertungen
- G Code FanukDokument5 SeitenG Code FanukCucoș Marius MarianNoch keine Bewertungen
- G-Codes and M-Functions - MillingDokument1 SeiteG-Codes and M-Functions - MillingJuan Carlos Cárdenas TufiñoNoch keine Bewertungen
- CNC Mill ProgrammingDokument24 SeitenCNC Mill ProgrammingZahidah AmaninaNoch keine Bewertungen
- Turn Mate I Operator's ManualDokument322 SeitenTurn Mate I Operator's ManualAnirban PalNoch keine Bewertungen
- Circular Interpolation Programming Example 123456Dokument14 SeitenCircular Interpolation Programming Example 123456Kennaa GadaaNoch keine Bewertungen
- Fagor 800T CNCDokument120 SeitenFagor 800T CNCNanda KumarNoch keine Bewertungen
- Polar Coordinate Interpolation Function G12.1: Layout of The X-C Coordinate System PlaneDokument10 SeitenPolar Coordinate Interpolation Function G12.1: Layout of The X-C Coordinate System PlaneElias Mora BecerraNoch keine Bewertungen
- Doosan Puma MX Series PDFDokument68 SeitenDoosan Puma MX Series PDFGuillermo RamirezNoch keine Bewertungen
- Lathe MachiningDokument207 SeitenLathe MachiningClode23Noch keine Bewertungen
- Live Tool Drill TapDokument25 SeitenLive Tool Drill TapRA Javier100% (1)
- TT Programming TT31iPG90 - Ba3 PDFDokument202 SeitenTT Programming TT31iPG90 - Ba3 PDFGriffin Armament SuppressorsNoch keine Bewertungen
- The Text Used On A Typical Detail Sheet Should Be - Placed HorizontallyDokument30 SeitenThe Text Used On A Typical Detail Sheet Should Be - Placed HorizontallyShalom HaileNoch keine Bewertungen
- CNC Programming "Milling": Module ObjectivesDokument37 SeitenCNC Programming "Milling": Module Objectiveshasan alsarrafNoch keine Bewertungen
- U W CNC Lathe CNC Program ExamplesDokument30 SeitenU W CNC Lathe CNC Program ExamplesTrần Xuân Thanh100% (1)
- Example of CNC Programming: What Must Be Done To Ona CNC Vertical Milling MachineDokument14 SeitenExample of CNC Programming: What Must Be Done To Ona CNC Vertical Milling MachinePatel NikhilNoch keine Bewertungen
- 2 CNCPDokument104 Seiten2 CNCPAnvit TiwariNoch keine Bewertungen
- Syllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposeDokument10 SeitenSyllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposefamilyumaNoch keine Bewertungen
- Micro TeachingDokument28 SeitenMicro TeachingVeerasamy Sureshbabu100% (3)
- Exercise - FANUCDokument175 SeitenExercise - FANUCsubbu.v1987100% (1)
- Universiti Kuala Lumpur: Institute of Product Design and Manufacturing Project (40% of Total Subject Marks)Dokument1 SeiteUniversiti Kuala Lumpur: Institute of Product Design and Manufacturing Project (40% of Total Subject Marks)Veerasamy SureshbabuNoch keine Bewertungen
- Fea PDFDokument9 SeitenFea PDFVeerasamy SureshbabuNoch keine Bewertungen
- Comparision of CrusherDokument6 SeitenComparision of CrusherVeerasamy SureshbabuNoch keine Bewertungen
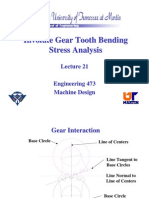
- Involute Gear Tooth Bending Stress AnalysisDokument24 SeitenInvolute Gear Tooth Bending Stress AnalysisVeerasamy SureshbabuNoch keine Bewertungen
- Brick StitchDokument15 SeitenBrick StitchMojisola Famuyide100% (3)
- Free DIY Woodworking Jig Plans - Learn How To Make A Jig - Popular Woodworking MagazineDokument8 SeitenFree DIY Woodworking Jig Plans - Learn How To Make A Jig - Popular Woodworking MagazineLinNoch keine Bewertungen
- He001-Module 6Dokument8 SeitenHe001-Module 6Janel Buhat GrimaldoNoch keine Bewertungen
- Screen Printing PressDokument21 SeitenScreen Printing Presskjiuonhbhjblkjhuh75% (4)
- Annular Cutter Feeds and SpeedsDokument1 SeiteAnnular Cutter Feeds and SpeedsAnonymous JzEb8CXErNoch keine Bewertungen
- VMC ProgrammingDokument9 SeitenVMC ProgrammingRatnakar Patil50% (10)
- Strawberry Doll: Designed by MarwaDokument18 SeitenStrawberry Doll: Designed by MarwaDavid Sandoval100% (3)
- Ess-Tool Tool Board Machining Guide: Please - Before You Try It Your Way, Try It Ours!Dokument2 SeitenEss-Tool Tool Board Machining Guide: Please - Before You Try It Your Way, Try It Ours!ray9699Noch keine Bewertungen
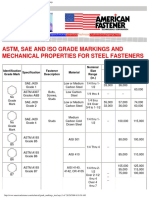
- American Fastener - ASTM, SAE, and ISO Grade MarkingsDokument7 SeitenAmerican Fastener - ASTM, SAE, and ISO Grade Markingsfujiman35Noch keine Bewertungen
- Wire Ropes, Elevators & Machine Shop (PSE Module 31.1) SolutionDokument7 SeitenWire Ropes, Elevators & Machine Shop (PSE Module 31.1) SolutionChen-chenLaydaPerezMontesNoch keine Bewertungen
- Jingle Elf Gnome PatternDokument15 SeitenJingle Elf Gnome PatternSzilvi100% (3)
- EP 1649950A2 Method For Manufacturing Copper AlloysDokument7 SeitenEP 1649950A2 Method For Manufacturing Copper AlloysNut AssanaiNoch keine Bewertungen
- Fun BoxDokument7 SeitenFun BoxFaisal RizkanNoch keine Bewertungen
- Brother LS2-B837Dokument56 SeitenBrother LS2-B837YEMC YEMCNoch keine Bewertungen
- Horizontal Milling Machines and AccessoriesDokument33 SeitenHorizontal Milling Machines and AccessoriesAd Man GeTigNoch keine Bewertungen
- Crochet Pattern: The Nari and Jbee ChicksDokument6 SeitenCrochet Pattern: The Nari and Jbee ChicksLucky Charm100% (3)
- Catalog Jacobs Chuck 02 12Dokument44 SeitenCatalog Jacobs Chuck 02 12alfredohhbNoch keine Bewertungen
- Forget Me NotDokument2 SeitenForget Me NotAndii TapiaNoch keine Bewertungen
- Free Crochet Pattern Lion Brand Wool-Ease Amigurumi Gingerbread HouseDokument3 SeitenFree Crochet Pattern Lion Brand Wool-Ease Amigurumi Gingerbread HouseLaura AdamsNoch keine Bewertungen
- Background/ Profile of CompanyDokument8 SeitenBackground/ Profile of Companyethiopia ethiopiaNoch keine Bewertungen
- Frais MachineDokument14 SeitenFrais Machinefandi1412Noch keine Bewertungen
- Free Local Food PPT Templates: Insert The Subtitle of Your PresentationDokument47 SeitenFree Local Food PPT Templates: Insert The Subtitle of Your PresentationEni SumarsihNoch keine Bewertungen
- Sisters in Stitch/ Crochet Road: The Fab5Flower SquareDokument9 SeitenSisters in Stitch/ Crochet Road: The Fab5Flower SquareHenryNoch keine Bewertungen
- Classification of Sewing Tools and EquipmentDokument51 SeitenClassification of Sewing Tools and EquipmentSherry Ann Napoles100% (2)
- Woodturning Workshop Season Three EpisodesDokument3 SeitenWoodturning Workshop Season Three EpisodesScott OldfieldNoch keine Bewertungen
- 1 Oblina CompressedDokument47 Seiten1 Oblina CompressedAli JonesNoch keine Bewertungen
- Standard Rotary Sewing Machine Instruction ManualDokument12 SeitenStandard Rotary Sewing Machine Instruction ManualiliiexpugnansNoch keine Bewertungen
- Design of Jigs Fixtures and Press Tools SyllabusDokument10 SeitenDesign of Jigs Fixtures and Press Tools Syllabuskpreddy_6171Noch keine Bewertungen
- HoHFestiveComplete p2Dokument5 SeitenHoHFestiveComplete p2nata westNoch keine Bewertungen
- VeneersDokument8 SeitenVeneersBob CalebNoch keine Bewertungen