Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Information TechnologyDokument9 SeitenInformation TechnologyyadawadsbNoch keine Bewertungen
- WHLP12 Quarter 1Dokument8 SeitenWHLP12 Quarter 1rhaineNoch keine Bewertungen
- Basic Marketing Research 4th Edition Ebook PDFDokument61 SeitenBasic Marketing Research 4th Edition Ebook PDFrita.ayers590100% (44)
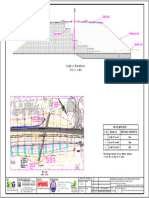
- Sag 011 5267 DSN PW em 24.380 24.520 Ol SG2 100 01Dokument1 SeiteSag 011 5267 DSN PW em 24.380 24.520 Ol SG2 100 01Sanjay SwamiNoch keine Bewertungen
- Ketogenic Diet PresentationDokument64 SeitenKetogenic Diet Presentationstefanie_561186832100% (2)
- Some Websites To LearnDokument7 SeitenSome Websites To LearnNanh NabiNoch keine Bewertungen
- Leijiverse Integrated Timeline - Harlock Galaxy Express Star Blazers YamatoDokument149 SeitenLeijiverse Integrated Timeline - Harlock Galaxy Express Star Blazers Yamatokcykim4100% (3)
- PTE Academic: Test Overview: Content Time AllowedDokument23 SeitenPTE Academic: Test Overview: Content Time Allowedrcpuram01Noch keine Bewertungen
- Review Test: Unit 1: Focus On Grammar 5E Level 4Dokument10 SeitenReview Test: Unit 1: Focus On Grammar 5E Level 4Alina LiakhovychNoch keine Bewertungen
- Minimum Oil Circuit BreakerDokument4 SeitenMinimum Oil Circuit BreakergshdavidNoch keine Bewertungen
- Portagauge - Technical Specifications - March 13Dokument3 SeitenPortagauge - Technical Specifications - March 13dimasjosesmithNoch keine Bewertungen
- Assembly Drawing Tail Stock 2Dokument12 SeitenAssembly Drawing Tail Stock 2Syech Maulana Malik100% (1)
- Spirit of The Far Future Worlds and AdventureDokument37 SeitenSpirit of The Far Future Worlds and AdventureSeth Blevins100% (1)
- Certificate of Final Electrical Inspection - 0Dokument3 SeitenCertificate of Final Electrical Inspection - 0RM DulawanNoch keine Bewertungen
- DiCeglie052521Invite (30959)Dokument2 SeitenDiCeglie052521Invite (30959)Jacob OglesNoch keine Bewertungen
- Calcium Silicate Bricks or Sand Lime BricksDokument4 SeitenCalcium Silicate Bricks or Sand Lime Bricksmanhal alnoaimyNoch keine Bewertungen
- Auditorium Booking Form PDFDokument4 SeitenAuditorium Booking Form PDFFawaz AzamNoch keine Bewertungen
- Ksa 2211 Kiswahili Sociolinguisticscu 4CH 60Dokument2 SeitenKsa 2211 Kiswahili Sociolinguisticscu 4CH 60Akandwanaho FagilNoch keine Bewertungen
- School DRRM Roles and ResponsibilitiesDokument4 SeitenSchool DRRM Roles and ResponsibilitiesClerica RealingoNoch keine Bewertungen
- Learning-Activity-sheets - Gbio1 q2 HomeworkDokument23 SeitenLearning-Activity-sheets - Gbio1 q2 HomeworkChad Laurence Vinson CandelonNoch keine Bewertungen
- Geography Mock TestDokument4 SeitenGeography Mock TestNicholas WilliamsNoch keine Bewertungen
- Chapter6-Sedimentary RocksDokument6 SeitenChapter6-Sedimentary Rockssanaiikhan2020Noch keine Bewertungen
- Otorhinolaryngology NotesDokument25 SeitenOtorhinolaryngology NotesFako Filipinas100% (3)
- Concept Exercise - Cons. BehaviourDokument17 SeitenConcept Exercise - Cons. BehaviourAina ZalinaNoch keine Bewertungen
- 3D Laser ScannerDokument100 Seiten3D Laser ScannerVojta5100% (1)
- Evaporative Emission Control System: GeneralDokument5 SeitenEvaporative Emission Control System: Generalbob loblawNoch keine Bewertungen
- Comparison... Lesson PlanDokument4 SeitenComparison... Lesson PlanHicham EljarrariNoch keine Bewertungen
- Additional English Handout For Printing 2nd BatchDokument4 SeitenAdditional English Handout For Printing 2nd BatchCaracel Sobiono sub2sobNoch keine Bewertungen
- Co2 KiddeDokument50 SeitenCo2 KiddeNattapong Natt100% (2)
- Clinical InterviewDokument29 SeitenClinical InterviewVasundhara RanaNoch keine Bewertungen