Das könnte Ihnen auch gefallen
- Water Jet CuttingDokument3 SeitenWater Jet Cuttingnatrajan-ram-379Noch keine Bewertungen
- Abrasive Water Jet Machining ReportDokument27 SeitenAbrasive Water Jet Machining Reportjaspal100% (2)
- Sealand Marine Services, Qatar-Brochure PDFDokument8 SeitenSealand Marine Services, Qatar-Brochure PDFBaijuAbrahamRoshanNoch keine Bewertungen
- Mactech Offshore Diamond Wire Saws Specification SheetDokument6 SeitenMactech Offshore Diamond Wire Saws Specification SheetAnonymous 4ghB3BQNoch keine Bewertungen
- SAW D ManualDokument16 SeitenSAW D ManualjlmansillaNoch keine Bewertungen
- FCC WT Docket No. 08-165: Declaratory Ruling (11-18-2009)Dokument42 SeitenFCC WT Docket No. 08-165: Declaratory Ruling (11-18-2009)Federal Communications CommissionNoch keine Bewertungen
- Walter Orthopedic Solutions CatalogDokument12 SeitenWalter Orthopedic Solutions Catalogsreenam225254Noch keine Bewertungen
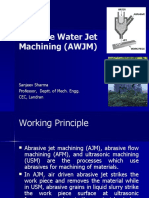
- Abrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDokument33 SeitenAbrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNoch keine Bewertungen
- Company Profile Details - DBS Engineers MDokument9 SeitenCompany Profile Details - DBS Engineers MjaydeepNoch keine Bewertungen
- How To Start A Firm in IndiaDokument15 SeitenHow To Start A Firm in IndiaAnonymous bAoFyANoch keine Bewertungen
- Industrial Visit ReportDokument3 SeitenIndustrial Visit ReportBarzeen Mehr AfareenNoch keine Bewertungen
- 600 BPM CSD + 300 BPM HF Work Schdule Including BudgetDokument5 Seiten600 BPM CSD + 300 BPM HF Work Schdule Including BudgetNewaz KabirNoch keine Bewertungen
- Abrasive Jet MachineDokument39 SeitenAbrasive Jet MachineMuhammad Suleman100% (1)
- Workshop IntroductionDokument54 SeitenWorkshop IntroductionAll in one Ethiopia100% (1)
- Final ReportDokument28 SeitenFinal ReportBishwo Kiran Bhattarai100% (1)
- List of Lubricants Blending Plant in NigeriaDokument4 SeitenList of Lubricants Blending Plant in NigeriaGeorgina SuleNoch keine Bewertungen
- Eastman (Marketing)Dokument69 SeitenEastman (Marketing)Raj KumarNoch keine Bewertungen
- FCC 17 166a1Dokument539 SeitenFCC 17 166a1Recode100% (1)
- LC & UcpDokument21 SeitenLC & Ucphishikar_s100% (1)
- 01 E KOCH Presentation ABMDokument14 Seiten01 E KOCH Presentation ABMYahyaMoummouNoch keine Bewertungen
- Z-DQ GuideDokument18 SeitenZ-DQ GuideDragomir EleonoraNoch keine Bewertungen
- AirtechDokument75 SeitenAirtechMonica ThakurNoch keine Bewertungen
- C.N.C Lathe SpecificationnDokument5 SeitenC.N.C Lathe Specificationnsarfaraz023Noch keine Bewertungen
- Water Jet SeminarDokument30 SeitenWater Jet Seminarapi-3827223100% (2)
- SAW - Tractor 1000Dokument2 SeitenSAW - Tractor 1000Rizaldi Akhmad SungkawaNoch keine Bewertungen
- MultiCam 3000-Series CNC WaterjetDokument12 SeitenMultiCam 3000-Series CNC WaterjetDaniel AustinNoch keine Bewertungen
- Visual ImpexDokument2 SeitenVisual ImpexShirish BatheNoch keine Bewertungen
- Chapter 9 Design For Sheet Metal1Dokument92 SeitenChapter 9 Design For Sheet Metal1VishalNaranjeNoch keine Bewertungen
- Container Corporation of India Limited (A Govt. of India Undertaking)Dokument20 SeitenContainer Corporation of India Limited (A Govt. of India Undertaking)Ritu ParekhNoch keine Bewertungen
- Edm ReportDokument25 SeitenEdm ReportPablo Contreras100% (1)
- Cutting & Stripping MCDokument2 SeitenCutting & Stripping MCMuh TadinNoch keine Bewertungen
- Mini ProjectDokument40 SeitenMini ProjectSai DhanchanderNoch keine Bewertungen
- AC10P Catalog 5.41Dokument16 SeitenAC10P Catalog 5.41cocacolapepsiNoch keine Bewertungen
- Thermal and Waterjet Cutting Processes PDFDokument5 SeitenThermal and Waterjet Cutting Processes PDFdramiltNoch keine Bewertungen
- Caparo Maruti Ltd. Summer Training ReportDokument32 SeitenCaparo Maruti Ltd. Summer Training Reportnishantdalal2164% (14)
- UHF RegulationsDokument23 SeitenUHF RegulationssampedjasNoch keine Bewertungen
- CONCORDokument32 SeitenCONCORIsha Varma100% (2)
- CastrolDokument11 SeitenCastrolSaurabh AmbaselkarNoch keine Bewertungen
- Designing and Fabrication of Double Acting Hacksaw MachineDokument6 SeitenDesigning and Fabrication of Double Acting Hacksaw MachineVARSHAN HARIGANTHNoch keine Bewertungen
- Summer Internship Project Work OnDokument28 SeitenSummer Internship Project Work OnVikramNoch keine Bewertungen
- Simufact Sheet Metal Forming 2015Dokument8 SeitenSimufact Sheet Metal Forming 2015MrLanternNoch keine Bewertungen
- Project Report For Supermarket - Sharda AssociatesDokument4 SeitenProject Report For Supermarket - Sharda AssociatesChidanand TerdalNoch keine Bewertungen
- Project Report - Bottle Cleaning MachineDokument24 SeitenProject Report - Bottle Cleaning MachineChetan S100% (1)
- List of Hardware Items RevDokument5 SeitenList of Hardware Items Revachyut kumarNoch keine Bewertungen
- Company Registration OmanDokument4 SeitenCompany Registration OmanParas MittalNoch keine Bewertungen
- JK Paper PresentationDokument27 SeitenJK Paper PresentationnilomadhabaNoch keine Bewertungen
- Paper Cup Making MachineDokument4 SeitenPaper Cup Making Machinesmail brihmatNoch keine Bewertungen
- ResumeDokument5 SeitenResumeRamya SubramanianNoch keine Bewertungen
- MBA Presentation PowerpointDokument73 SeitenMBA Presentation PowerpointAnik ahmmedNoch keine Bewertungen
- Exp No 7Dokument8 SeitenExp No 720R211 - D L SHRIVARSHININoch keine Bewertungen
- Company Registration in IndiaDokument17 SeitenCompany Registration in IndiaAavana CorporateNoch keine Bewertungen
- Amendment No. 1 January 2020 TO Is 11329: 2018 Finned Type Heat Exchanger For Room Air ConditionerDokument7 SeitenAmendment No. 1 January 2020 TO Is 11329: 2018 Finned Type Heat Exchanger For Room Air ConditionerAMIT VERMA100% (1)
- Export Small Green Cardamom Project ReportDokument27 SeitenExport Small Green Cardamom Project ReportK K JayanNoch keine Bewertungen
- Maa Pitambra - BANK Project ReportDokument76 SeitenMaa Pitambra - BANK Project ReportSanu KS100% (1)
- Market Outlook For Global Industrial Valves and ActuatorsDokument3 SeitenMarket Outlook For Global Industrial Valves and ActuatorsFabio TucciNoch keine Bewertungen
- Dell in India Targeting SMB Markets - The Differentiation Strategy PDFDokument16 SeitenDell in India Targeting SMB Markets - The Differentiation Strategy PDFJatinNoch keine Bewertungen
- Channabasaveshwara Institute of Technology: "Fitwel Tools and Forging PVT - LTD - Tumkur"Dokument21 SeitenChannabasaveshwara Institute of Technology: "Fitwel Tools and Forging PVT - LTD - Tumkur"Vinay vsNoch keine Bewertungen
- AGC TenovaDokument2 SeitenAGC TenovaVikram TambeNoch keine Bewertungen
- NM402 Norden Tube FillingDokument8 SeitenNM402 Norden Tube FillingSaka International LtdNoch keine Bewertungen
- Water Jet CuttingDokument3 SeitenWater Jet Cuttinguday245Noch keine Bewertungen
- Exercise 10Dokument1 SeiteExercise 10praneeth4aNoch keine Bewertungen
- 2 D ElementsDokument18 Seiten2 D ElementsBennet KuriakoseNoch keine Bewertungen
- Exercise 6Dokument1 SeiteExercise 6praneeth4aNoch keine Bewertungen
- Finite Element MethodsDokument12 SeitenFinite Element Methodspraneeth4a100% (1)
- English GrammarDokument47 SeitenEnglish Grammarpraneeth4aNoch keine Bewertungen
- Semi-Detailed Lesson Plan in TLE VIDokument3 SeitenSemi-Detailed Lesson Plan in TLE VIPepper Santiago100% (5)
- Guide To GENEX Assistant Drive Test (20101031)Dokument28 SeitenGuide To GENEX Assistant Drive Test (20101031)Aruna FermadiNoch keine Bewertungen
- Words N Expressions To AvoidDokument3 SeitenWords N Expressions To AvoidLina Marie BesaNoch keine Bewertungen
- Listening FIB SpellingDokument6 SeitenListening FIB SpellingAtif JavedNoch keine Bewertungen
- AgChem Summit 2018 Final Attendee ListDokument2 SeitenAgChem Summit 2018 Final Attendee ListVimarsha HSNoch keine Bewertungen
- 26 Rules To Becoming A Successful SpeakerDokument46 Seiten26 Rules To Becoming A Successful SpeakerSpeakerMatch100% (23)
- PSG Marijuana For Medical PurposesDokument5 SeitenPSG Marijuana For Medical PurposesCKNW980Noch keine Bewertungen
- Dar Altasmem Training Courses 2014-2015Dokument7 SeitenDar Altasmem Training Courses 2014-2015the eng01Noch keine Bewertungen
- Mothership ConnectionDokument10 SeitenMothership ConnectionTruman Dhanish100% (1)
- GAIN - Flight Safety HandbookDokument180 SeitenGAIN - Flight Safety HandbookDennis Groves100% (4)
- TetrabiblosDokument583 SeitenTetrabiblosOrion627Noch keine Bewertungen
- Oracle Retail Invoice Matching 12.0 Defect Report: Bug Number: Severity: Functional Areas: Cross-Product ImpactDokument4 SeitenOracle Retail Invoice Matching 12.0 Defect Report: Bug Number: Severity: Functional Areas: Cross-Product ImpactBali BalisNoch keine Bewertungen
- Anilam 4200t CNC Programming and Operations ManualDokument355 SeitenAnilam 4200t CNC Programming and Operations ManualAlexandru PrecupNoch keine Bewertungen
- Master Syllabus Fix TOM-JAN2019-BOED PDFDokument4 SeitenMaster Syllabus Fix TOM-JAN2019-BOED PDFBogiNoch keine Bewertungen
- An Effective Cover LetterDokument4 SeitenAn Effective Cover LetterbernmamNoch keine Bewertungen
- Current Trends On Syllabus Design PDFDokument5 SeitenCurrent Trends On Syllabus Design PDFBosque AgujasNoch keine Bewertungen
- Trionic 7Dokument126 SeitenTrionic 7Adrian100% (1)
- Exile in Dapitan 1892 1896Dokument33 SeitenExile in Dapitan 1892 1896Jirah Joy PeañarNoch keine Bewertungen
- Damodar Dharmananda Kosambi: Chalega-Better Than A Padma-This-That-Or-The-Other!Dokument3 SeitenDamodar Dharmananda Kosambi: Chalega-Better Than A Padma-This-That-Or-The-Other!Sanjiv BokilNoch keine Bewertungen
- Ieee-Pc57 12 80-2002Dokument4 SeitenIeee-Pc57 12 80-2002Dioven A. CadungogNoch keine Bewertungen
- American Association For Medical Transcription 100 Sycamore Avenue, Modesto, CA 95354-0550 - 800-982-2182Dokument5 SeitenAmerican Association For Medical Transcription 100 Sycamore Avenue, Modesto, CA 95354-0550 - 800-982-2182JijoNoch keine Bewertungen
- Workshop 1 - Problem SolvingDokument3 SeitenWorkshop 1 - Problem SolvingADRIANA CATHERIN AGUILAR LEMUSNoch keine Bewertungen
- SwatiDokument23 SeitenSwatiShashankNoch keine Bewertungen
- Reflection Week 3 - The Sensible ThingDokument3 SeitenReflection Week 3 - The Sensible Thingtho truongNoch keine Bewertungen
- Drawing With EnvelopesDokument9 SeitenDrawing With EnvelopesJulio Garcia Garcia100% (2)
- Shape Memory Alloy - SeminarDokument15 SeitenShape Memory Alloy - SeminarGeorgeMThomas33% (3)
- Chapter 5, Soil Engineering For Highway DesignDokument57 SeitenChapter 5, Soil Engineering For Highway DesignIsmail Hrichi100% (1)
- 1960 Mower LearningtheoryDokument585 Seiten1960 Mower Learningtheoryfatty_mvNoch keine Bewertungen
- Stochastic ProgrammingDokument315 SeitenStochastic Programmingfeiying1980100% (1)
- Home Lab Manual Unit 1Dokument26 SeitenHome Lab Manual Unit 1Zachary Tanton100% (1)