Das könnte Ihnen auch gefallen
- Ore Mineral Textures PDFDokument20 SeitenOre Mineral Textures PDFAnonymous Lrw61wNoch keine Bewertungen
- Empirical Metallogeny: Depositional Environments, Lithologic Associations and Metallic OresVon EverandEmpirical Metallogeny: Depositional Environments, Lithologic Associations and Metallic OresNoch keine Bewertungen
- Principles of Geochemical Prospecting: Techniques of Prospecting for Non-Ferrous Ores and Rare MetalsVon EverandPrinciples of Geochemical Prospecting: Techniques of Prospecting for Non-Ferrous Ores and Rare MetalsNoch keine Bewertungen
- Petrographic Characteristics of Porphyry Indicator Minerals From Alkalic Porphyry Libre PDFDokument10 SeitenPetrographic Characteristics of Porphyry Indicator Minerals From Alkalic Porphyry Libre PDFHenrry Chipana PomaNoch keine Bewertungen
- Iceland Rift PlatinumDokument26 SeitenIceland Rift PlatinumJoseph RaziNoch keine Bewertungen
- (IAS Special Publications Volume 11) J. Parnell, Y. Lianjun, C. Changming - Sediment-Hosted Mineral Deposits (IAS Special Publication 11) - Wiley-Blackwell (1991) PDFDokument220 Seiten(IAS Special Publications Volume 11) J. Parnell, Y. Lianjun, C. Changming - Sediment-Hosted Mineral Deposits (IAS Special Publication 11) - Wiley-Blackwell (1991) PDFVlad TudorNoch keine Bewertungen
- 10 5382@econgeo 4722 PDFDokument15 Seiten10 5382@econgeo 4722 PDFAlfredo StevenNoch keine Bewertungen
- Richards (2003 EG) PDFDokument19 SeitenRichards (2003 EG) PDFAlonzoNoch keine Bewertungen
- List of Bibliographic References2Dokument26 SeitenList of Bibliographic References2Choun OleNoch keine Bewertungen
- Genesis Porphyry Moybdenum DepositsDokument34 SeitenGenesis Porphyry Moybdenum DepositsEber Gamboa100% (1)
- Sulphide Deposits-Their Origin and Processing James R. Craig, David J. Vaughan (Auth.), P. M. J. Gray, G. J. Bowyer, J. F. Castle, D. J. Vaughan, N. A. Warner (Eds.)Dokument302 SeitenSulphide Deposits-Their Origin and Processing James R. Craig, David J. Vaughan (Auth.), P. M. J. Gray, G. J. Bowyer, J. F. Castle, D. J. Vaughan, N. A. Warner (Eds.)NSchoolmeesters_1359100% (1)
- February 2002: Partial Melting of Sulfide Ore Deposits During Medium-And High-Grade MetamorphismDokument18 SeitenFebruary 2002: Partial Melting of Sulfide Ore Deposits During Medium-And High-Grade MetamorphismMd Saif100% (1)
- Richards (2005-Porter Vol) PDFDokument20 SeitenRichards (2005-Porter Vol) PDFBerthing HerreraNoch keine Bewertungen
- The Composition of The Continental CrustDokument16 SeitenThe Composition of The Continental CrustRui Miguel JuniorNoch keine Bewertungen
- PreCm Geology of Finland - Lehtinen Et Al - 2005 - BOOK PDFDokument751 SeitenPreCm Geology of Finland - Lehtinen Et Al - 2005 - BOOK PDFLubomira MachevaNoch keine Bewertungen
- (Sillitoe R. - SEG-SP16!1!2012) Copper ProvincesDokument18 Seiten(Sillitoe R. - SEG-SP16!1!2012) Copper ProvincesHector Salazar SolorzanoNoch keine Bewertungen
- Dimension Stone: The Latest Trends in Exploration and Production TechnologyDokument36 SeitenDimension Stone: The Latest Trends in Exploration and Production Technologytkujun9636Noch keine Bewertungen
- Clays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaVon EverandClays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaS. W. BaileyNoch keine Bewertungen
- E13 2Dokument76 SeitenE13 2renio75Noch keine Bewertungen
- Logger For Core RocksDokument19 SeitenLogger For Core RocksVanesaRodriguezRojasNoch keine Bewertungen
- Breccia Poster VancouverDokument48 SeitenBreccia Poster Vancouverdeyvi santosNoch keine Bewertungen
- Dynamics of Plate Tectonics and Mantle ConvectionVon EverandDynamics of Plate Tectonics and Mantle ConvectionJoao C. DuarteNoch keine Bewertungen
- Fluids and Ore Formation in The Earth's CrustDokument28 SeitenFluids and Ore Formation in The Earth's CrustEmilia Ranete100% (1)
- E14 6 PDFDokument80 SeitenE14 6 PDFJoãoDeSouzaNoch keine Bewertungen
- Geochem PerspectiveDokument136 SeitenGeochem Perspectivevalentina robayoNoch keine Bewertungen
- An Overview of New Integrated Geometallurgical ResearchDokument4 SeitenAn Overview of New Integrated Geometallurgical ResearchDaniel Valdes JamettNoch keine Bewertungen
- EleMents (Diamond) HeaneyDokument76 SeitenEleMents (Diamond) HeaneyRudiny FarabyNoch keine Bewertungen
- Porphyry To Epithermal Transition in The Altar Cu - (Au-Mo) Deposit, Argentina, Studied by Cathodoluminescence, LA-ICP-MS, and Fluid Inclusion AnalysisDokument36 SeitenPorphyry To Epithermal Transition in The Altar Cu - (Au-Mo) Deposit, Argentina, Studied by Cathodoluminescence, LA-ICP-MS, and Fluid Inclusion AnalysisRicardo CesarNoch keine Bewertungen
- Multi Element Association Analysis of Stream Sediment GeochemistryDokument14 SeitenMulti Element Association Analysis of Stream Sediment GeochemistryKarinto SuárezNoch keine Bewertungen
- Detachment Fault Related MineralizationDokument5 SeitenDetachment Fault Related MineralizationFatah. RNoch keine Bewertungen
- Thermodinamics of The Earth SystemsDokument84 SeitenThermodinamics of The Earth SystemsAlex ArévaloNoch keine Bewertungen
- Hydrovolcanic Breccia Pipe Structures-General FeatDokument22 SeitenHydrovolcanic Breccia Pipe Structures-General FeatAAPG Student Chapter UNAL Bogotá100% (1)
- Mineral Systems, Earth Evolution, and Global MetallogenyVon EverandMineral Systems, Earth Evolution, and Global MetallogenyNoch keine Bewertungen
- FA98Dokument87 SeitenFA98saopauloNoch keine Bewertungen
- Sillitoe - 2012 - Geology and Genesis of Major Copper Deposits of The World - Ch1 - Copper ProvincesDokument18 SeitenSillitoe - 2012 - Geology and Genesis of Major Copper Deposits of The World - Ch1 - Copper ProvincesraulNoch keine Bewertungen
- Gold Metallogeny and ExplorationDokument447 SeitenGold Metallogeny and Explorationpellumb shytiNoch keine Bewertungen
- SP 13Dokument20 SeitenSP 13paulogmelloNoch keine Bewertungen
- Corbett 2002-01Dokument26 SeitenCorbett 2002-01joseatejadaNoch keine Bewertungen
- Shutte (2010)Dokument202 SeitenShutte (2010)Paúl CabezasNoch keine Bewertungen
- Physics of Aqueous Phase Evolution in Plutonic EnvironmentsDokument11 SeitenPhysics of Aqueous Phase Evolution in Plutonic Environmentsjunior.geologia100% (1)
- Telluride Mineralogy of The Low-Sulfidation EpitheDokument23 SeitenTelluride Mineralogy of The Low-Sulfidation Epitheazizfadly100% (1)
- Using Mineral Chemistry To Aid Exploration: A Case Study From The Resolution Porphyry Cu-Mo Deposit, ArizonaDokument28 SeitenUsing Mineral Chemistry To Aid Exploration: A Case Study From The Resolution Porphyry Cu-Mo Deposit, ArizonaalexpatriciorobaNoch keine Bewertungen
- The Phalaborwa Complex Is Palaeoproterozoic in AgeDokument12 SeitenThe Phalaborwa Complex Is Palaeoproterozoic in Agethanyani gudani0% (1)
- Minerals Engineering: Duncan M. Smythe, Annegret Lombard, Louis L. CoetzeeDokument10 SeitenMinerals Engineering: Duncan M. Smythe, Annegret Lombard, Louis L. Coetzeefaouzi rachidNoch keine Bewertungen
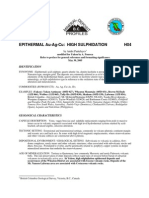
- h04 High Sulphidation Epithermal Au Ag CuDokument6 Seitenh04 High Sulphidation Epithermal Au Ag CuErenz Emerald AlexandriteNoch keine Bewertungen
- Exploration of Low Sulfidation Pithermal Vein Systems: By: Dr. Peter MegawDokument5 SeitenExploration of Low Sulfidation Pithermal Vein Systems: By: Dr. Peter MegawMelvin Edixon Salazar VásquezNoch keine Bewertungen
- Porphyry Copper DepositsDokument13 SeitenPorphyry Copper DepositsIrwan EPNoch keine Bewertungen
- Chemistry of Igneous RocksDokument27 SeitenChemistry of Igneous RocksHansSimeonNoch keine Bewertungen
- Johnson Etal 2017 Gold in Nubian Shield PDFDokument15 SeitenJohnson Etal 2017 Gold in Nubian Shield PDFgetasewNoch keine Bewertungen
- Feldspar Minerals (Vol.2) Chemical and Textural Properties (Joseph v. Smith, 1974) @geo PediaDokument700 SeitenFeldspar Minerals (Vol.2) Chemical and Textural Properties (Joseph v. Smith, 1974) @geo PediaLeonardo Halfen100% (1)
- Indice - REE - Ore DepositDokument13 SeitenIndice - REE - Ore DepositDani100% (1)
- Classification of OresDokument11 SeitenClassification of OresDr R VishwanathNoch keine Bewertungen
- (Reviews in Mineralogy and Geochemistry 69) Keith Putirka, Frank Tepley - Minerals, Inclusions, and Volcanic Processess (2008, Mineralogical Society of America)Dokument678 Seiten(Reviews in Mineralogy and Geochemistry 69) Keith Putirka, Frank Tepley - Minerals, Inclusions, and Volcanic Processess (2008, Mineralogical Society of America)Akbar Susanto100% (3)
- Proffett 2003Dokument44 SeitenProffett 2003magdogvNoch keine Bewertungen
- As 2856.3-2000 Coal Petrography Method For Microscopical Determination of The Reflectance of Coal MaceralsDokument7 SeitenAs 2856.3-2000 Coal Petrography Method For Microscopical Determination of The Reflectance of Coal MaceralsSAI Global - APACNoch keine Bewertungen
- 3C In-House Review 150609Dokument43 Seiten3C In-House Review 150609Luis Eduardo Calderon YanchapaxiNoch keine Bewertungen
- Mohr - Structural Geology of Impact CratersDokument27 SeitenMohr - Structural Geology of Impact CratersJorgeTrabajoNoch keine Bewertungen
- Lenovo Security ThinkShield-Solutions-Guide Ebook IDG NA HV DownloadDokument10 SeitenLenovo Security ThinkShield-Solutions-Guide Ebook IDG NA HV DownloadManeshNoch keine Bewertungen
- Challan FormDokument2 SeitenChallan FormSingh KaramvirNoch keine Bewertungen
- Psad - 2Dokument25 SeitenPsad - 2Mary Ann Toni N. RasonabeNoch keine Bewertungen
- 1 General: Fig. 1.1 Industrial RobotDokument40 Seiten1 General: Fig. 1.1 Industrial RobotArunNoch keine Bewertungen
- Aditya Birla Sun Life Insurance Secureplus Plan: Dear MR Kunjal Uin - 109N102V02Dokument7 SeitenAditya Birla Sun Life Insurance Secureplus Plan: Dear MR Kunjal Uin - 109N102V02kunjal mistryNoch keine Bewertungen
- 20151201-Baltic Sea Regional SecurityDokument38 Seiten20151201-Baltic Sea Regional SecurityKebede MichaelNoch keine Bewertungen
- Grammar WorksheetsDokument161 SeitenGrammar WorksheetsKhánhNoch keine Bewertungen
- Layer 3 Managed 8 10G Port Switch Controller: RTL9303-CGDokument55 SeitenLayer 3 Managed 8 10G Port Switch Controller: RTL9303-CG박윤지100% (1)
- Indian Ordnance FactoryDokument2 SeitenIndian Ordnance FactoryAniket ChakiNoch keine Bewertungen
- Refference 01 Sheethal Visa Rejection Reason ExplanationDokument3 SeitenRefference 01 Sheethal Visa Rejection Reason ExplanationAniket PatelNoch keine Bewertungen
- Schema Elctrica Placa Baza Toshiba A500-13wDokument49 SeitenSchema Elctrica Placa Baza Toshiba A500-13wnicmaxxusNoch keine Bewertungen
- Bar Q Salaries Part 2Dokument5 SeitenBar Q Salaries Part 2Brigette DomingoNoch keine Bewertungen
- LEBV4830Dokument371 SeitenLEBV4830anton100% (1)
- Introduction To GlobalizationDokument17 SeitenIntroduction To Globalization21100959Noch keine Bewertungen
- Cyber Cafe Audience Profiling Nielsen 2009Dokument17 SeitenCyber Cafe Audience Profiling Nielsen 2009mahi46452Noch keine Bewertungen
- COST v. MMWD Complaint 8.20.19Dokument64 SeitenCOST v. MMWD Complaint 8.20.19Will HoustonNoch keine Bewertungen
- Odontogenic CystsDokument5 SeitenOdontogenic CystsBH ASMRNoch keine Bewertungen
- Media and Information Literacy Quarter 3 Module 1Dokument67 SeitenMedia and Information Literacy Quarter 3 Module 1Joshua Catequesta100% (1)
- Mef Cecp TrainingDokument5 SeitenMef Cecp TrainingShambhu KhanalNoch keine Bewertungen
- HRM Final Ass Apple Human Resource Management AssesmentDokument8 SeitenHRM Final Ass Apple Human Resource Management AssesmentAditya Nandi Vardhana100% (1)
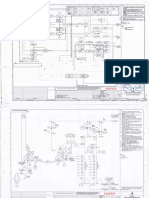
- Attachment 05 - BFD, ELD and P&I Diagrams-PearlDokument77 SeitenAttachment 05 - BFD, ELD and P&I Diagrams-Pearlum er100% (1)
- BW-Africa 2023 BrochureDokument12 SeitenBW-Africa 2023 BrochureDanial DarimiNoch keine Bewertungen
- RECRUITMENT AGENCIES IN U.A.E. (Here Is A List Containing 150+ Names)Dokument22 SeitenRECRUITMENT AGENCIES IN U.A.E. (Here Is A List Containing 150+ Names)raajc12380% (5)
- UN-HABITAT Quick Quide Urban Mobility Plans For Review - Fri 01-Feb-2013Dokument59 SeitenUN-HABITAT Quick Quide Urban Mobility Plans For Review - Fri 01-Feb-2013tarekyousryNoch keine Bewertungen
- Baterías YuasaDokument122 SeitenBaterías YuasaLuisNoch keine Bewertungen
- Functions and Uses of CCTV CameraDokument42 SeitenFunctions and Uses of CCTV CameraMojere GuardiarioNoch keine Bewertungen
- Revised Estimate Draft 24-12-2021Dokument100 SeitenRevised Estimate Draft 24-12-2021Reenu CherianNoch keine Bewertungen
- Partnership Law (Chapter 1 and 2) - ReviewerDokument9 SeitenPartnership Law (Chapter 1 and 2) - ReviewerJeanne Marie0% (1)
- Job Description: Extensive ReadingDokument12 SeitenJob Description: Extensive ReadingNatalia VivonaNoch keine Bewertungen
- Summary Studying Public Policy Michael Howlett CompleteDokument28 SeitenSummary Studying Public Policy Michael Howlett CompletefadwaNoch keine Bewertungen