Das könnte Ihnen auch gefallen
- Study On Biogas Premixed Charge Diesel Dual Fuelled Engine - 10 OrangDokument23 SeitenStudy On Biogas Premixed Charge Diesel Dual Fuelled Engine - 10 OrangRio Andisa PutraNoch keine Bewertungen
- Gas TurbineDokument6 SeitenGas TurbineAditya GuptaNoch keine Bewertungen
- Artificial Neural Network Optimization Modeling OnDokument16 SeitenArtificial Neural Network Optimization Modeling OnWan NurdyanaNoch keine Bewertungen
- Ijaerv13n7 - 135Dokument8 SeitenIjaerv13n7 - 135UNITED CADDNoch keine Bewertungen
- Performance, Emission Chars BiodieselDokument10 SeitenPerformance, Emission Chars BiodieselBragadish BragsNoch keine Bewertungen
- The Effect of H2 Purity On The Combustion PerformaDokument16 SeitenThe Effect of H2 Purity On The Combustion PerformaMahmoud KhedrNoch keine Bewertungen
- Performance Evaluation and Emission Analysis of 4 - S, I.C. Engine Using Ethanol Bio-Diesel Blended With Diesel FuelDokument5 SeitenPerformance Evaluation and Emission Analysis of 4 - S, I.C. Engine Using Ethanol Bio-Diesel Blended With Diesel FuelesatjournalsNoch keine Bewertungen
- Performance Combustion and Emission Characteristics On DI Diesel Engine Using Bio AdditiveDokument6 SeitenPerformance Combustion and Emission Characteristics On DI Diesel Engine Using Bio AdditiveSetiyo WibisonoNoch keine Bewertungen
- REVIEW PAPE Bhavdip RaningaDokument12 SeitenREVIEW PAPE Bhavdip RaningaViraj ParmarNoch keine Bewertungen
- Performance of A Compression Ignition Engine Four Strokes Four Cylinders On Dual Fuel (Diesel - LPG)Dokument8 SeitenPerformance of A Compression Ignition Engine Four Strokes Four Cylinders On Dual Fuel (Diesel - LPG)Nazaruddin SinagaNoch keine Bewertungen
- Study and Testing of CI Engine by Rope Brake DynamometerDokument21 SeitenStudy and Testing of CI Engine by Rope Brake DynamometerGautam33% (3)
- Biodiesel 002Dokument12 SeitenBiodiesel 002Nakao SakurabaNoch keine Bewertungen
- Performance Analysis of A Producer Gas-Fuelled Heavy-Duty SI Engine at Full-Load OperationDokument7 SeitenPerformance Analysis of A Producer Gas-Fuelled Heavy-Duty SI Engine at Full-Load OperationcmuruganNoch keine Bewertungen
- Performance Evaluation of A Constant Speed IC Engine On CNG, Methane Enriched PDFDokument9 SeitenPerformance Evaluation of A Constant Speed IC Engine On CNG, Methane Enriched PDFRamnarayan MeenaNoch keine Bewertungen
- Performance Study of Single CyDokument14 SeitenPerformance Study of Single CyAnirban HalderNoch keine Bewertungen
- A Conversion of Petrol Generator To Enable The Use of Liquiefied Petroleum Gas (Propane)Dokument7 SeitenA Conversion of Petrol Generator To Enable The Use of Liquiefied Petroleum Gas (Propane)MaxNoch keine Bewertungen
- Study of Air Inlet Preheating and EGR Impacts For Improving The Operation of Compression Ignition Engine Running UnderDokument14 SeitenStudy of Air Inlet Preheating and EGR Impacts For Improving The Operation of Compression Ignition Engine Running UnderEsa Nur ShohihNoch keine Bewertungen
- Analysis of Producer Gas Carburetor For Different Air-Fuel Ratios Using CFDDokument5 SeitenAnalysis of Producer Gas Carburetor For Different Air-Fuel Ratios Using CFDInternational Journal of Research in Engineering and TechnologyNoch keine Bewertungen
- Effects of Methane Concentration On The Performance and Emissions of A Small CI Engine Run On Dual-Fuel (Diesel-Biogas)Dokument5 SeitenEffects of Methane Concentration On The Performance and Emissions of A Small CI Engine Run On Dual-Fuel (Diesel-Biogas)Ro EmeraldNoch keine Bewertungen
- Long Term Continuous Use of Auto-Lpg Causes Thermal Pitting in Automotive S. I. Engine PartsDokument5 SeitenLong Term Continuous Use of Auto-Lpg Causes Thermal Pitting in Automotive S. I. Engine Partsmanit1963Noch keine Bewertungen
- IOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringDokument4 SeitenIOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNoch keine Bewertungen
- BiodieselpaperDokument7 SeitenBiodieselpaperSurahmanNoch keine Bewertungen
- Experimental Investigation On Automobile Working On Addition of HHO Fuel To Improve The Efficiency of I C EngineDokument9 SeitenExperimental Investigation On Automobile Working On Addition of HHO Fuel To Improve The Efficiency of I C EngineNam stareNoch keine Bewertungen
- 138 Ijmperdjun2019138Dokument12 Seiten138 Ijmperdjun2019138TJPRC PublicationsNoch keine Bewertungen
- Effect of Supercharging On Engine PerformanceDokument13 SeitenEffect of Supercharging On Engine PerformanceanshurathoreNoch keine Bewertungen
- 3444-11288-1-PBDokument7 Seiten3444-11288-1-PBamalNoch keine Bewertungen
- Baha Paper 2016Dokument6 SeitenBaha Paper 2016Ftwi Yohaness HagosNoch keine Bewertungen
- The Impact On Combustion, Performance and Emissions of CI Diesel Engine Using Hydrogen As Dual Fuel Operation - A ReviewDokument5 SeitenThe Impact On Combustion, Performance and Emissions of CI Diesel Engine Using Hydrogen As Dual Fuel Operation - A ReviewNam stareNoch keine Bewertungen
- Applied Energy: David Chiaramonti, Andrea Maria Rizzo, Adriano Spadi, Matteo Prussi, Giovanni Riccio, Francesco MartelliDokument8 SeitenApplied Energy: David Chiaramonti, Andrea Maria Rizzo, Adriano Spadi, Matteo Prussi, Giovanni Riccio, Francesco MartelliSubhadip DasNoch keine Bewertungen
- Effects of The Hydrogen Addition On Combustion inDokument11 SeitenEffects of The Hydrogen Addition On Combustion inBreech EdubasNoch keine Bewertungen
- 3985 BiogasDokument6 Seiten3985 BiogasMandeep SinghNoch keine Bewertungen
- Full Paper Template by KPI USUDokument5 SeitenFull Paper Template by KPI USUHendrik V SihombingNoch keine Bewertungen
- Energy and Exergy Assessments of A Diesel Biodiesel and Ammonia Fueled Compression Ignition EngineDokument20 SeitenEnergy and Exergy Assessments of A Diesel Biodiesel and Ammonia Fueled Compression Ignition Engineshreshthagandhi13Noch keine Bewertungen
- Influence of Injection Timing On The Performance of Dual Fuel Compression Ignition Engine With Exhaust Gas RecirculationDokument7 SeitenInfluence of Injection Timing On The Performance of Dual Fuel Compression Ignition Engine With Exhaust Gas RecirculationIJERDNoch keine Bewertungen
- EnergiesDokument15 SeitenEnergiesFazalNoch keine Bewertungen
- IJERD (www.ijerd.com) International Journal of Engineering Research and Development IJERD : hard copy of journal, Call for Papers 2012, publishing of journal, journal of science and technology, research paper publishing, where to publish research paper, journal publishing, how to publish research paper, Call For research paper, international journal, publishing a paper, how to get a research paper published, publishing a paper, publishing of research paper, reserach and review articles, IJERD Journal, How to publish your research paper, publish research paper, open access engineering journal, Engineering journal, Mathemetics journal, Physics journal, Chemistry journal, Computer Engineering, how to submit your paper, peer review journal, indexed journal, reserach and review articles, engineering journal, www.ijerd.com, research journals, yahoo journals, bing journals, International Journal of Engineering Research and Development, google journals, journal of engineering, online SubmisDokument9 SeitenIJERD (www.ijerd.com) International Journal of Engineering Research and Development IJERD : hard copy of journal, Call for Papers 2012, publishing of journal, journal of science and technology, research paper publishing, where to publish research paper, journal publishing, how to publish research paper, Call For research paper, international journal, publishing a paper, how to get a research paper published, publishing a paper, publishing of research paper, reserach and review articles, IJERD Journal, How to publish your research paper, publish research paper, open access engineering journal, Engineering journal, Mathemetics journal, Physics journal, Chemistry journal, Computer Engineering, how to submit your paper, peer review journal, indexed journal, reserach and review articles, engineering journal, www.ijerd.com, research journals, yahoo journals, bing journals, International Journal of Engineering Research and Development, google journals, journal of engineering, online SubmisIJERDNoch keine Bewertungen
- Analysis of The Use of Biogas As Fuel For Internal Combustion EnginesDokument10 SeitenAnalysis of The Use of Biogas As Fuel For Internal Combustion EnginesLuka IrineuNoch keine Bewertungen
- Biogas Fuel For Internal Combustion EnginesDokument12 SeitenBiogas Fuel For Internal Combustion EngineshodvmkvecautoNoch keine Bewertungen
- Low-Load Hydrogen-Diesel Dual-Fuel Engine Operation e A Combustion Efficiency Improvement ApproachDokument13 SeitenLow-Load Hydrogen-Diesel Dual-Fuel Engine Operation e A Combustion Efficiency Improvement ApproachThanh Binh TranNoch keine Bewertungen
- Effects of Diesel Displacement On The EmissionsDokument9 SeitenEffects of Diesel Displacement On The EmissionsWan NurdyanaNoch keine Bewertungen
- Green EngineDokument15 SeitenGreen Enginegagansingh8144Noch keine Bewertungen
- Performance Comparison of 4-Stroke Multi-Cylinder CI-Engine Using Neem Biodiesel and Diesel As FuelDokument7 SeitenPerformance Comparison of 4-Stroke Multi-Cylinder CI-Engine Using Neem Biodiesel and Diesel As FuelnityamNoch keine Bewertungen
- Conversão de Nergia 2Dokument6 SeitenConversão de Nergia 2Ricardo PereiraNoch keine Bewertungen
- Jou Mec Eng Sci 226 04 1004-1015 2012Dokument13 SeitenJou Mec Eng Sci 226 04 1004-1015 2012Sanjeet KumarNoch keine Bewertungen
- Review On Recovery and Utilization of Waste Heat in Internal Combustion EngineDokument7 SeitenReview On Recovery and Utilization of Waste Heat in Internal Combustion EngineMayur PKNoch keine Bewertungen
- Welcome To International Journal of Engineering Research and Development (IJERD)Dokument13 SeitenWelcome To International Journal of Engineering Research and Development (IJERD)IJERDNoch keine Bewertungen
- Review of Fuels For Internal Combustion Engines in The Aspect of Economy, Performance, Environment and SustainabilityDokument48 SeitenReview of Fuels For Internal Combustion Engines in The Aspect of Economy, Performance, Environment and SustainabilityKalil BashaNoch keine Bewertungen
- J Fuel 2014 04 016Dokument6 SeitenJ Fuel 2014 04 016Thuận Phát TruongNoch keine Bewertungen
- Assignment: Ic Engines Pranav Mishra Semester: 6 ADMISSION NO.: 15JE001629Dokument9 SeitenAssignment: Ic Engines Pranav Mishra Semester: 6 ADMISSION NO.: 15JE001629Pranav MishraNoch keine Bewertungen
- Modification of Diesel Engine For Electricity Production Fueled by BiogasDokument8 SeitenModification of Diesel Engine For Electricity Production Fueled by BiogasAloysius JebansonNoch keine Bewertungen
- Ab 02417411746Dokument6 SeitenAb 02417411746IJMERNoch keine Bewertungen
- Experimental Investigations On Single Cylinder 4-Stroke Diesel Engine Using NanofuelsDokument5 SeitenExperimental Investigations On Single Cylinder 4-Stroke Diesel Engine Using NanofuelsT Hari PrasadNoch keine Bewertungen
- Ijaiem 2014 09 24 53Dokument11 SeitenIjaiem 2014 09 24 53International Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- Effect of Fuel Injection Pressure On Performance Ci Engine Using Simarouba As BiodieselDokument6 SeitenEffect of Fuel Injection Pressure On Performance Ci Engine Using Simarouba As BiodieselShashikanth MohrirNoch keine Bewertungen
- To Study The Performance and Emission Characteristics of 5% Hydrogen Blend in Diesel EngineDokument6 SeitenTo Study The Performance and Emission Characteristics of 5% Hydrogen Blend in Diesel EnginePravin nitnawareNoch keine Bewertungen
- Term PaperDokument7 SeitenTerm PaperAman Goyal (B19ME004)Noch keine Bewertungen
- Renewable Energy: Santosh Kumar Hotta, Niranjan Sahoo, Kaustubha MohantyDokument13 SeitenRenewable Energy: Santosh Kumar Hotta, Niranjan Sahoo, Kaustubha Mohantyluis romero morenoNoch keine Bewertungen
- Musthafa 2018Dokument9 SeitenMusthafa 2018Luís Filipe De Almeida RoqueNoch keine Bewertungen
- Comparison of Diesel and Petrol EnginesVon EverandComparison of Diesel and Petrol EnginesBewertung: 2.5 von 5 Sternen2.5/5 (3)
- Natural Gas Processing from Midstream to DownstreamVon EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNoch keine Bewertungen
- 94 PDFDokument3 Seiten94 PDFRickson Viahul Rayan CNoch keine Bewertungen
- 97Dokument3 Seiten97Rickson Viahul Rayan CNoch keine Bewertungen
- Ship YardsDokument9 SeitenShip YardsRickson Viahul Rayan CNoch keine Bewertungen
- 98Dokument2 Seiten98Rickson Viahul Rayan CNoch keine Bewertungen
- ErmetoDokument28 SeitenErmetoRickson Viahul Rayan C100% (1)
- Hoses and Accessories: RX KSG Pn16Dokument2 SeitenHoses and Accessories: RX KSG Pn16Rickson Viahul Rayan CNoch keine Bewertungen
- Flareless Bite Type FittingsDokument24 SeitenFlareless Bite Type FittingsRickson Viahul Rayan CNoch keine Bewertungen
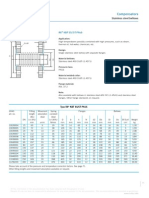
- Compensators: RX KBF SS/ST Pn16Dokument1 SeiteCompensators: RX KBF SS/ST Pn16Rickson Viahul Rayan CNoch keine Bewertungen
- Compensators: RX Kff2T Pn16Dokument1 SeiteCompensators: RX Kff2T Pn16Rickson Viahul Rayan CNoch keine Bewertungen
- Hoses and Accessories: RX KS2T PN16Dokument1 SeiteHoses and Accessories: RX KS2T PN16Rickson Viahul Rayan CNoch keine Bewertungen
- Compensators: RX KBFL Pn16Dokument1 SeiteCompensators: RX KBFL Pn16Rickson Viahul Rayan CNoch keine Bewertungen
- Compensators: RX Kbfi SS/ST Pn16 - With LinerDokument1 SeiteCompensators: RX Kbfi SS/ST Pn16 - With LinerRickson Viahul Rayan CNoch keine Bewertungen
- Hoses and Accessories: RX Ksi Ss Pn16 - With LinerDokument1 SeiteHoses and Accessories: RX Ksi Ss Pn16 - With LinerRickson Viahul Rayan CNoch keine Bewertungen
- Compensators: RX Ksi SS/ST Pn16 - With LinerDokument1 SeiteCompensators: RX Ksi SS/ST Pn16 - With LinerRickson Viahul Rayan CNoch keine Bewertungen
- Factsheet Dubai 2013Dokument2 SeitenFactsheet Dubai 2013Rickson Viahul Rayan CNoch keine Bewertungen
- Refinery Workbook ExerciseDokument54 SeitenRefinery Workbook ExerciseHarshit SharmaNoch keine Bewertungen
- RTDF2012-9409: Liquefied Natural Gas (LNG) As A Freight Railroad Fuel: Perspective From A Western U.S. RailroadDokument9 SeitenRTDF2012-9409: Liquefied Natural Gas (LNG) As A Freight Railroad Fuel: Perspective From A Western U.S. RailroadShabrina FadhilahNoch keine Bewertungen
- Hazardous Zone Information-Safe Tank Distance-Levno Jan2018Dokument1 SeiteHazardous Zone Information-Safe Tank Distance-Levno Jan2018Bryan ChannelNoch keine Bewertungen
- DBFO HA Carbon Calculation SpreadsheetDokument15 SeitenDBFO HA Carbon Calculation SpreadsheetAbdulrahman JradiNoch keine Bewertungen
- 2008 Npra Iso Therming PresentationDokument26 Seiten2008 Npra Iso Therming PresentationGarry DavidNoch keine Bewertungen
- FAP Service ManualDokument116 SeitenFAP Service ManualRacu CristianNoch keine Bewertungen
- Fuel Supply System of Petrol EngineDokument4 SeitenFuel Supply System of Petrol EngineBanwari Lal Prajapat100% (1)
- Prime D Takreer - Section 01 - IntroductionDokument6 SeitenPrime D Takreer - Section 01 - IntroductionSteve WanNoch keine Bewertungen
- Review Method Calculating Marine Vessel EmissionDokument80 SeitenReview Method Calculating Marine Vessel EmissiondpossNoch keine Bewertungen
- DDokument45 SeitenDLeon PeterNoch keine Bewertungen
- JAC 4DA1 Series Diesel Engine PDFDokument12 SeitenJAC 4DA1 Series Diesel Engine PDFFerran Alfonso80% (5)
- SOLA5052 - Biomass - '14 NotesDokument19 SeitenSOLA5052 - Biomass - '14 Notesf1attyNoch keine Bewertungen
- Fuel SystemsDokument5 SeitenFuel SystemsTrần Quang TuyênNoch keine Bewertungen
- Lampiran 1. Posisi BlowerDokument1 SeiteLampiran 1. Posisi BlowersyaifulRizal12345678100% (1)
- OEM ManualDokument190 SeitenOEM ManualЕвгений ГуцулюкNoch keine Bewertungen
- Adulteration Detection Using SoundDokument7 SeitenAdulteration Detection Using SoundManoj KavediaNoch keine Bewertungen
- Sae J30-2022Dokument49 SeitenSae J30-2022Vedpal Singh ChoudharyNoch keine Bewertungen
- Mobil Delvac 1600 Monogrades: High Performance Diesel Engine OilsDokument2 SeitenMobil Delvac 1600 Monogrades: High Performance Diesel Engine OilsDony LieNoch keine Bewertungen
- Final ResearchDokument24 SeitenFinal ResearchJay'l Lloren GimenezNoch keine Bewertungen
- LT36333 IP FH239 Installation InstructionsDokument18 SeitenLT36333 IP FH239 Installation InstructionsRisal KaromaNoch keine Bewertungen
- C2Dokument38 SeitenC2juanca_eduNoch keine Bewertungen
- Comparison Between Gasoline Diesel CNG LPG 1664300610Dokument19 SeitenComparison Between Gasoline Diesel CNG LPG 1664300610richard100% (1)
- Wartsila Me Operations ManualDokument373 SeitenWartsila Me Operations ManualsridharsharmaNoch keine Bewertungen
- Alvega: Salt - New Breakthrough Solid Acid Alkylation TechnologyDokument11 SeitenAlvega: Salt - New Breakthrough Solid Acid Alkylation TechnologyhamedNoch keine Bewertungen
- Diesel From Tyres Paper PDFDokument17 SeitenDiesel From Tyres Paper PDFsatyjes7537Noch keine Bewertungen
- 1007 Disq 0 M Ss 42008 Rev 2 Gas Diesel Engine SpecificationDokument26 Seiten1007 Disq 0 M Ss 42008 Rev 2 Gas Diesel Engine Specificationeng20072007Noch keine Bewertungen
- Fatty Acids Melting PointDokument14 SeitenFatty Acids Melting PointCarlos González VargasNoch keine Bewertungen
- Presentation On Small Scale LNG: Petronet LNG Limited New DelhiDokument36 SeitenPresentation On Small Scale LNG: Petronet LNG Limited New DelhiUJJWALNoch keine Bewertungen
- Fuel and Lubricant PDFDokument108 SeitenFuel and Lubricant PDFNiño De la torreNoch keine Bewertungen
- J2227 - 201905-Global Tests and Specifications For Automotive Engine OilsDokument28 SeitenJ2227 - 201905-Global Tests and Specifications For Automotive Engine OilsJicheng PiaoNoch keine Bewertungen