Das könnte Ihnen auch gefallen
- Inst Eléctricas ViviendasDokument16 SeitenInst Eléctricas ViviendasRobert KelevraNoch keine Bewertungen
- Tornillo HerikDokument6 SeitenTornillo HerikHeri-kNoch keine Bewertungen
- Sistema FrancesDokument2 SeitenSistema FrancesAgustin SanchezNoch keine Bewertungen
- OCW-Libro TUBERIASDokument8 SeitenOCW-Libro TUBERIASHari Manjit Singh CiezaNoch keine Bewertungen
- L5 Ensayos de Corte y CompresionDokument14 SeitenL5 Ensayos de Corte y CompresionJosue Alexander IllanesNoch keine Bewertungen
- Convertir caudales entre volumétrico y normalDokument2 SeitenConvertir caudales entre volumétrico y normalAgustin SanchezNoch keine Bewertungen
- E94 Título de VaporDokument7 SeitenE94 Título de VaporValeria Rayen Espinoza JaraNoch keine Bewertungen
- Productsheet 1512842Dokument3 SeitenProductsheet 1512842Agustin SanchezNoch keine Bewertungen
- Compresor aire Ingersoll-RandDokument5 SeitenCompresor aire Ingersoll-RandAgustin SanchezNoch keine Bewertungen
- Manual Awaduct 2014Dokument43 SeitenManual Awaduct 2014Amor y LuzNoch keine Bewertungen
- Darcy 1Dokument2 SeitenDarcy 1RamatisHegelHurtadoGarciaNoch keine Bewertungen
- Orifice PlatesDokument24 SeitenOrifice PlatesAgustin SanchezNoch keine Bewertungen
- Calculo LlantasDokument2 SeitenCalculo LlantasAgustin SanchezNoch keine Bewertungen
- Calendario Pregrado 2016Dokument1 SeiteCalendario Pregrado 2016Agustin SanchezNoch keine Bewertungen
- Esquema Tablero Electrico Playa 110 TNDokument1 SeiteEsquema Tablero Electrico Playa 110 TNAgustin SanchezNoch keine Bewertungen
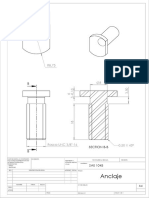
- AnclajeDokument1 SeiteAnclajeAgustin SanchezNoch keine Bewertungen
- 06 Válvulas de Expansión TermostáticaDokument28 Seiten06 Válvulas de Expansión TermostáticaAlberto Luis Meneses AnayaNoch keine Bewertungen
- 10-02-2016 PDFDokument235 Seiten10-02-2016 PDFAgustin SanchezNoch keine Bewertungen
- Estructuras de Cables 02Dokument179 SeitenEstructuras de Cables 02Reisen80Noch keine Bewertungen
- Combos Febrero 2014Dokument3 SeitenCombos Febrero 2014Agustin SanchezNoch keine Bewertungen
- Perdida de CargaDokument9 SeitenPerdida de CargaNaizir HabibNoch keine Bewertungen
- Dremel Catalogue ES-ESDokument140 SeitenDremel Catalogue ES-ESAgustin SanchezNoch keine Bewertungen
- Libro 1Dokument4 SeitenLibro 1Agustin SanchezNoch keine Bewertungen
- Perdida de CargaDokument9 SeitenPerdida de CargaNaizir HabibNoch keine Bewertungen
- PolvorasDokument5 SeitenPolvorasAgustin SanchezNoch keine Bewertungen
- Tesis - Jaca - Tanques de AlmacenamientoDokument219 SeitenTesis - Jaca - Tanques de AlmacenamientoAgustin SanchezNoch keine Bewertungen
- Perdida de CargaDokument9 SeitenPerdida de CargaNaizir HabibNoch keine Bewertungen
- 127-Comenzando Suave A Entender Mochilas Hasp Con OLLYDBGaDokument15 Seiten127-Comenzando Suave A Entender Mochilas Hasp Con OLLYDBGaAgustin SanchezNoch keine Bewertungen
- Libro 1Dokument3 SeitenLibro 1Agustin SanchezNoch keine Bewertungen
- Comeval Valvula Industriales Catalogo Corporativo 2012Dokument47 SeitenComeval Valvula Industriales Catalogo Corporativo 2012Antonio Luque CruzNoch keine Bewertungen
- Conexiones de Las Piezas de MaderaDokument24 SeitenConexiones de Las Piezas de MaderaAna María AroneNoch keine Bewertungen
- Norma ASTM A450Dokument14 SeitenNorma ASTM A450ElioNoch keine Bewertungen
- UNE-En - 1011-3 2001 Recomendaciones Inox RDokument28 SeitenUNE-En - 1011-3 2001 Recomendaciones Inox RJorge Jesús Vila BourioNoch keine Bewertungen
- Clasificación y propiedades del acero: microestructuras, composición química y aplicacionesDokument25 SeitenClasificación y propiedades del acero: microestructuras, composición química y aplicacionesRuben PaguayNoch keine Bewertungen
- Cromo vs Acero: ¿Cuál es mejor para tu hogar u oficinaDokument11 SeitenCromo vs Acero: ¿Cuál es mejor para tu hogar u oficinaCarla CbNoch keine Bewertungen
- ShaftSeal ESPDokument16 SeitenShaftSeal ESPAugustoN.Noch keine Bewertungen
- FX Ad41 PDFDokument2 SeitenFX Ad41 PDFGustavo OrozcoNoch keine Bewertungen
- PMNF I G1: Revisión del intentoDokument11 SeitenPMNF I G1: Revisión del intentoisaac anthonyNoch keine Bewertungen
- Libro 1Dokument12 SeitenLibro 1Shirley Cortes SusunagaNoch keine Bewertungen
- Acero para RefuerzoDokument22 SeitenAcero para RefuerzoCristianJavier100% (1)
- Equipo de CocinaDokument20 SeitenEquipo de CocinaMarytere Araujo Roig0% (1)
- CR0990699 EsDokument5 SeitenCR0990699 EsANGEL XIOMAR PANIZO BOZANoch keine Bewertungen
- Arcos y AleacionesDokument84 SeitenArcos y AleacionesYessica RamirezNoch keine Bewertungen
- Aceros (10) - AvnerDokument71 SeitenAceros (10) - Avnerdilan carreraNoch keine Bewertungen
- Esfuerzos VerdaderosDokument23 SeitenEsfuerzos VerdaderosByronBastidas33% (3)
- Catalogo Chapas PerforadasDokument16 SeitenCatalogo Chapas PerforadasJaviNoch keine Bewertungen
- Abus Catálogo Security Precios 2010Dokument12 SeitenAbus Catálogo Security Precios 2010Carlos Alberto CruzNoch keine Bewertungen
- Ingeniería de Mantenimiento 3Dokument100 SeitenIngeniería de Mantenimiento 3MIGUEL ARRIAGADA83% (6)
- Materiales para TuberíasDokument26 SeitenMateriales para TuberíasDavidNoch keine Bewertungen
- Inyección de TermoplásticosDokument6 SeitenInyección de TermoplásticosJosue ReyesNoch keine Bewertungen
- Aa 1.3 PF - Elizabeth-Agustin-galvanDokument16 SeitenAa 1.3 PF - Elizabeth-Agustin-galvanAGUSTIN G. ELIZABETHNoch keine Bewertungen
- Catalogo Don Cocina NuevoDokument187 SeitenCatalogo Don Cocina NuevoEdredones Tarija-cercadoNoch keine Bewertungen
- Manual Modumaster PDFDokument36 SeitenManual Modumaster PDFGmaind Grupo MantenimientoNoch keine Bewertungen
- Construcción de Una Maquina Batidora de Helado deDokument25 SeitenConstrucción de Una Maquina Batidora de Helado deDeyvis Huarancca CcorimanyaNoch keine Bewertungen
- Depuradores VenturiDokument30 SeitenDepuradores VenturiLady ChemistryNoch keine Bewertungen
- Perno Acero InoxidableDokument4 SeitenPerno Acero InoxidabledianaNoch keine Bewertungen
- Memoria FinalDokument361 SeitenMemoria FinalyohalliNoch keine Bewertungen
- ABC Acero Inoxidable Libro CDokument47 SeitenABC Acero Inoxidable Libro Cjohanprig_80543116Noch keine Bewertungen
- Biomateriales MetalicosDokument51 SeitenBiomateriales MetalicosJAGC501Noch keine Bewertungen