Das könnte Ihnen auch gefallen
- Windows Keyboard Shortcuts OverviewDokument3 SeitenWindows Keyboard Shortcuts OverviewShaik Arif100% (1)
- The Collected Letters of Flann O'BrienDokument640 SeitenThe Collected Letters of Flann O'BrienSean MorrisNoch keine Bewertungen
- Structural - Analysis - Skid A4401 PDFDokument94 SeitenStructural - Analysis - Skid A4401 PDFMohammed Saleem Syed Khader100% (1)
- Aircraft Gas Turbine Tecnology by IRWINE TREAGER PDFDokument684 SeitenAircraft Gas Turbine Tecnology by IRWINE TREAGER PDFJai Deep87% (67)
- 001 Gace Early Childhood TestDokument3 Seiten001 Gace Early Childhood Testapi-265795386Noch keine Bewertungen
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingVon EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingBewertung: 5 von 5 Sternen5/5 (3)
- Design of Packaging, Equipment and Storage Of: Alcoholic BeveragesDokument38 SeitenDesign of Packaging, Equipment and Storage Of: Alcoholic BeveragesGurnoor KaurNoch keine Bewertungen
- Glass Container DefectsDokument30 SeitenGlass Container DefectsAshish Chugh100% (4)
- MR15 Mechanical Engineering SyllabusDokument217 SeitenMR15 Mechanical Engineering Syllabusramji_kkpNoch keine Bewertungen
- How Cans Are MadeDokument4 SeitenHow Cans Are MadeOkeyourying MayourNoch keine Bewertungen
- Advice For Lubricants Storage and HandlingDokument12 SeitenAdvice For Lubricants Storage and HandlingahmetNoch keine Bewertungen
- Oil Storage Tank PDFDokument19 SeitenOil Storage Tank PDFalmadhagiNoch keine Bewertungen
- How To Make A Solar Cabinet Dryer For Agricultural ProduceDokument18 SeitenHow To Make A Solar Cabinet Dryer For Agricultural ProduceJeremy WilliamsNoch keine Bewertungen
- MFCPL Presentation Onbag Filter Installation, Operation and MaintenanceDokument30 SeitenMFCPL Presentation Onbag Filter Installation, Operation and MaintenanceAnusha Vadivel100% (3)
- Advantages of Membrane TechnologyDokument5 SeitenAdvantages of Membrane TechnologyGopalNoch keine Bewertungen
- BWT Septron Line 31-61 Rev01!08!05-18 Opm enDokument56 SeitenBWT Septron Line 31-61 Rev01!08!05-18 Opm enDavide Grioni100% (1)
- 021SAACK Burner Operating Instructions PDFDokument136 Seiten021SAACK Burner Operating Instructions PDFmekidmu tadesse100% (1)
- Food Cans Manufacturing: Food Packaging FST-4041 BS-final YearDokument22 SeitenFood Cans Manufacturing: Food Packaging FST-4041 BS-final YearSONIA NABINoch keine Bewertungen
- Condensation ControlDokument5 SeitenCondensation ControlGokhanUNLUNoch keine Bewertungen
- Pathways-Childrens Ministry LeaderDokument16 SeitenPathways-Childrens Ministry LeaderNeil AtwoodNoch keine Bewertungen
- Prepare A Boiler For SurveyDokument9 SeitenPrepare A Boiler For SurveyLakshmikanthNoch keine Bewertungen
- DistillationDokument8 SeitenDistillationRaz MahariNoch keine Bewertungen
- Fabm2 q2 Module 4 TaxationDokument17 SeitenFabm2 q2 Module 4 TaxationLady HaraNoch keine Bewertungen
- Troubleshooting Defects Hot Runner SystemDokument4 SeitenTroubleshooting Defects Hot Runner SystemJorge MartinezNoch keine Bewertungen
- Beverage ContainersDokument14 SeitenBeverage Containersadilneu0% (1)
- Glass Production: From Wikipedia, The Free EncyclopediaDokument10 SeitenGlass Production: From Wikipedia, The Free EncyclopediaMahfuzur Rahman SiddikyNoch keine Bewertungen
- ELMA Super Elite - enDokument8 SeitenELMA Super Elite - enJacob100% (1)
- BCME StressCorrosion enDokument14 SeitenBCME StressCorrosion enmichael_george291616100% (1)
- Lecture 9Dokument23 SeitenLecture 9abd jafNoch keine Bewertungen
- Lecture 9Dokument23 SeitenLecture 9abd jafNoch keine Bewertungen
- Boiler Preservation ProceduresDokument5 SeitenBoiler Preservation Proceduresv.aravindharajan7Noch keine Bewertungen
- Beverage Manufacturing ProcessesDokument11 SeitenBeverage Manufacturing ProcessesPoulami DeNoch keine Bewertungen
- Processing Instructions V 3.3 REFRAJET® ClaybondDokument3 SeitenProcessing Instructions V 3.3 REFRAJET® ClaybondMohammed AbdoNoch keine Bewertungen
- 3 Oil - Drum - Storage PDFDokument3 Seiten3 Oil - Drum - Storage PDFsetiawanaji407Noch keine Bewertungen
- Prevent Stress Cracking in Aluminum Can EndsDokument14 SeitenPrevent Stress Cracking in Aluminum Can Endsmohd iqbalNoch keine Bewertungen
- Guidelines For BottlingDokument7 SeitenGuidelines For BottlingAhmet MetinNoch keine Bewertungen
- Processing Instructions V 2.2 Refraselfcast® MW, LWDokument3 SeitenProcessing Instructions V 2.2 Refraselfcast® MW, LWMohammed AbdoNoch keine Bewertungen
- Tin CanDokument6 SeitenTin CanJohn Robert GonzalesNoch keine Bewertungen
- Plastic ExtrusionDokument8 SeitenPlastic ExtrusionDaccache VanessaNoch keine Bewertungen
- Processing Instructions V 5.0 Refraspecial®Dokument3 SeitenProcessing Instructions V 5.0 Refraspecial®Mohammed AbdalrhmanNoch keine Bewertungen
- IBC 225084 Cubic Conatiner in Metal Crate Technical Data enDokument2 SeitenIBC 225084 Cubic Conatiner in Metal Crate Technical Data enCesar VinciprovaNoch keine Bewertungen
- Caring For Midmark m9 m11Dokument2 SeitenCaring For Midmark m9 m11LilmariusNoch keine Bewertungen
- Blast Chiller/Freezer: User ManualDokument207 SeitenBlast Chiller/Freezer: User ManualAlexutza StanNoch keine Bewertungen
- Processing Instructions V 1.4 Refracast® MW, LWDokument3 SeitenProcessing Instructions V 1.4 Refracast® MW, LWMohammed AbdoNoch keine Bewertungen
- Glass ProductionDokument10 SeitenGlass ProductionRichelieu M DeleonNoch keine Bewertungen
- Boxcooler ManualDokument18 SeitenBoxcooler Manualhpss77Noch keine Bewertungen
- Galaxy S CO2 Incubator User ManualDokument18 SeitenGalaxy S CO2 Incubator User ManualEvelynNoch keine Bewertungen
- Galaxy S User ManualDokument18 SeitenGalaxy S User ManualBen ColesNoch keine Bewertungen
- Assignment ATFDokument2 SeitenAssignment ATFduafareed711Noch keine Bewertungen
- Blow Down ProcedureDokument7 SeitenBlow Down ProcedureAayush AgrawalNoch keine Bewertungen
- Aspects of Lead Acid Battery Technology 5 Dry Charging of Formed Negative PlatesDokument12 SeitenAspects of Lead Acid Battery Technology 5 Dry Charging of Formed Negative PlatestjkiddNoch keine Bewertungen
- Using and caring for your pressure cannerDokument16 SeitenUsing and caring for your pressure cannerKasiaNoch keine Bewertungen
- 05 CHARGE AIR COOLER MaK - 9M20CDokument14 Seiten05 CHARGE AIR COOLER MaK - 9M20Ccamilo.provoste.manNoch keine Bewertungen
- Processing Instructions V 15.0 Refraprotect Ca and CMDokument2 SeitenProcessing Instructions V 15.0 Refraprotect Ca and CMMohammed AbdalrhmanNoch keine Bewertungen
- Processing Instructions V 2.3 REFRASELFCAST® NanobondDokument3 SeitenProcessing Instructions V 2.3 REFRASELFCAST® NanobondMohammed AbdoNoch keine Bewertungen
- Dave Pressure Vessel ProjectDokument24 SeitenDave Pressure Vessel Projectshibabw worknehNoch keine Bewertungen
- FG00212 Cashbox Cleaning ProceduresDokument2 SeitenFG00212 Cashbox Cleaning ProceduresHansel Manuel Torres EyssericNoch keine Bewertungen
- HORIZONTAL AUTOCLAVE USER MANUAL With Vacuum PumpDokument8 SeitenHORIZONTAL AUTOCLAVE USER MANUAL With Vacuum Pumpmaruti jadhavNoch keine Bewertungen
- Upload: Login SignupDokument16 SeitenUpload: Login SignupSeid AragawNoch keine Bewertungen
- University of Technology: Chemical Engineering DepartmentDokument14 SeitenUniversity of Technology: Chemical Engineering Departmentمصطفى سعدNoch keine Bewertungen
- Advantages and uses of rotational molding, blow molding, and other plastic forming processesDokument2 SeitenAdvantages and uses of rotational molding, blow molding, and other plastic forming processesapril_ian02Noch keine Bewertungen
- Acid Detergent Fiber MethodDokument2 SeitenAcid Detergent Fiber MethodMábio SilvanNoch keine Bewertungen
- Coil and Cut Sheet Handling and Protection - Paresh Shah, JSWDokument48 SeitenCoil and Cut Sheet Handling and Protection - Paresh Shah, JSWrahulmkpp2000100% (1)
- Sampling and testing lime proceduresDokument44 SeitenSampling and testing lime proceduresLucio Rodriguez SifuentesNoch keine Bewertungen
- Glass Bottle ProductionDokument5 SeitenGlass Bottle ProductionAdare Oluwafemi Thomas100% (1)
- Htu Operating ManualDokument9 SeitenHtu Operating ManualJulio CostaNoch keine Bewertungen
- Express Condenser InstructionsDokument3 SeitenExpress Condenser InstructionsAgate Ponder-SuttonNoch keine Bewertungen
- Inside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryVon EverandInside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryNoch keine Bewertungen
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitVon EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNoch keine Bewertungen
- Introduction To Global Positioning System: Anil Rai I.A.S.R.I., New Delhi - 110012Dokument19 SeitenIntroduction To Global Positioning System: Anil Rai I.A.S.R.I., New Delhi - 110012vinothrathinamNoch keine Bewertungen
- 2113T Feasibility Study TempateDokument27 Seiten2113T Feasibility Study TempateRA MagallanesNoch keine Bewertungen
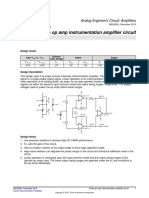
- Opamp TIDokument5 SeitenOpamp TIAmogh Gajaré100% (1)
- Developmen of Chick EmbryoDokument20 SeitenDevelopmen of Chick Embryoabd6486733Noch keine Bewertungen
- Cuplock Scaffold 18mPHx1.6mx2.5m SafetyDokument1 SeiteCuplock Scaffold 18mPHx1.6mx2.5m SafetyDIGITAL SIRNoch keine Bewertungen
- 01 WELD-2022 Ebrochure 3Dokument5 Seiten01 WELD-2022 Ebrochure 3Arpita patelNoch keine Bewertungen
- Nysc Editorial ManifestoDokument2 SeitenNysc Editorial ManifestoSolomon Samuel AdetokunboNoch keine Bewertungen
- Marketing of Agriculture InputsDokument18 SeitenMarketing of Agriculture InputsChanakyaNoch keine Bewertungen
- Corporate GovernanceDokument35 SeitenCorporate GovernanceshrikirajNoch keine Bewertungen
- JTIL Purchase Requisition for Plasma Machine SparesDokument3 SeitenJTIL Purchase Requisition for Plasma Machine Sparesshivam soniNoch keine Bewertungen
- Foundry Technology GuideDokument34 SeitenFoundry Technology GuidePranav Pandey100% (1)
- Extraform RsDokument47 SeitenExtraform RsCarlos David Duran AvilaNoch keine Bewertungen
- 6.standard CostingDokument11 Seiten6.standard CostingInnocent escoNoch keine Bewertungen
- List of DEA SoftwareDokument12 SeitenList of DEA SoftwareRohit MishraNoch keine Bewertungen
- Divide Fractions by Fractions Lesson PlanDokument12 SeitenDivide Fractions by Fractions Lesson PlanEunice TrinidadNoch keine Bewertungen
- Cypress Enable Basic Rer Erence ManualDokument2 SeitenCypress Enable Basic Rer Erence ManualCarlos RodasNoch keine Bewertungen
- Afrah Summer ProjectDokument11 SeitenAfrah Summer Projectاشفاق احمدNoch keine Bewertungen
- Matador - : Medical Advanced Training in An Artificial Distributed EnvironmentDokument25 SeitenMatador - : Medical Advanced Training in An Artificial Distributed EnvironmentNauman ChaudaryNoch keine Bewertungen
- Assessment of Benefits and Risk of Genetically ModDokument29 SeitenAssessment of Benefits and Risk of Genetically ModSkittlessmannNoch keine Bewertungen
- Efficient Power Supply for Inductive LoadsDokument7 SeitenEfficient Power Supply for Inductive LoadsMary AndersonNoch keine Bewertungen