Das könnte Ihnen auch gefallen
- Ejemplo Descripcion Del Puesto de TrabajoDokument2 SeitenEjemplo Descripcion Del Puesto de TrabajoGloria Ines Leguizamon76% (42)
- Tratamientos Reafirmantes RoosveltDokument30 SeitenTratamientos Reafirmantes RoosveltJordy Mark Porras Chanca100% (1)
- Trabajo Final LacteosDokument17 SeitenTrabajo Final LacteosClara Maria Yepes CartagenaNoch keine Bewertungen
- Elaboración y presentación de postres de cocina. HOTR0509Von EverandElaboración y presentación de postres de cocina. HOTR0509Noch keine Bewertungen
- Manual de Control de Calidad de P. LácteosDokument13 SeitenManual de Control de Calidad de P. LácteosEstrellaNoch keine Bewertungen
- Estadística Descriptiva Evaluación Unidades 1,2,3 y Evaluación Final Intentos 1 y 2 AsturiasDokument21 SeitenEstadística Descriptiva Evaluación Unidades 1,2,3 y Evaluación Final Intentos 1 y 2 AsturiasEldrinNoch keine Bewertungen
- Diagrama de Procesos de GaseosasDokument4 SeitenDiagrama de Procesos de Gaseosasmavanelcrack 2Noch keine Bewertungen
- Operaciones Preliminares para El Tratamiento de La LecheDokument12 SeitenOperaciones Preliminares para El Tratamiento de La LecheOscar Samuel Bendezu CastroNoch keine Bewertungen
- La Ingenieria Hector GallegosDokument100 SeitenLa Ingenieria Hector GallegosgarywayruNoch keine Bewertungen
- Diálogo de William Isaacs - ComentariosDokument5 SeitenDiálogo de William Isaacs - ComentariosAngello Ever Morales ArrietaNoch keine Bewertungen
- 7 Herramientas Del Yogurt en DaneDokument18 Seiten7 Herramientas Del Yogurt en DaneGalileo Garcia Vasquez50% (2)
- Valeria - Cayul - Tarea7 Control Estadistico de ProcesosDokument3 SeitenValeria - Cayul - Tarea7 Control Estadistico de ProcesosValeria Cayul100% (11)
- 5s YOGURTDokument39 Seiten5s YOGURTJunior Miguel Huamani IngaNoch keine Bewertungen
- Diagrama de Flujo QuesilloDokument1 SeiteDiagrama de Flujo QuesilloOriana Andrea100% (1)
- Guia Práctica N - 02 Elaboración Néctar MangoDokument4 SeitenGuia Práctica N - 02 Elaboración Néctar MangoErick Ramirez ChaconNoch keine Bewertungen
- Examen Segundo Bimestre-Rosero PamelaDokument5 SeitenExamen Segundo Bimestre-Rosero PamelaErika DanielaNoch keine Bewertungen
- BGEmpresa Dedicada Al Proceso de Elaboracion de Mermelada y Nectar de PiñaDokument41 SeitenBGEmpresa Dedicada Al Proceso de Elaboracion de Mermelada y Nectar de PiñaJuan Gonzalo Rose100% (1)
- Determinacion de La Vida Util Del YogurtDokument2 SeitenDeterminacion de La Vida Util Del YogurtpelegNoch keine Bewertungen
- 6 Ejercicios Plan de Muestreo Simple Por AtributosDokument28 Seiten6 Ejercicios Plan de Muestreo Simple Por Atributoskevin Obando CastilloNoch keine Bewertungen
- Aplicaciones de La MermeladaDokument2 SeitenAplicaciones de La MermeladaCindy RomanNoch keine Bewertungen
- Laboratorio de QuesosDokument16 SeitenLaboratorio de QuesosAdemar JoseNoch keine Bewertungen
- 2 U4 Notasunidad4Dokument25 Seiten2 U4 Notasunidad4Sergio Adrián TadeoNoch keine Bewertungen
- Ejercicio 9Dokument6 SeitenEjercicio 9Alexis VegaNoch keine Bewertungen
- Flujograma en Proceso Productivo en La Leche en PolvoDokument3 SeitenFlujograma en Proceso Productivo en La Leche en Polvoyazmin isabelNoch keine Bewertungen
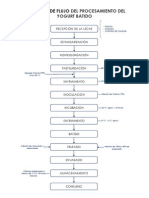
- Diagrama de Flujo Del Procesamiento Del Yogurt BatidoDokument1 SeiteDiagrama de Flujo Del Procesamiento Del Yogurt BatidoMartin Rojas LujanNoch keine Bewertungen
- Haccp Yogurt FrutadoDokument20 SeitenHaccp Yogurt FrutadoLizbeth ArmasNoch keine Bewertungen
- Ensayo Propiedades TermicasDokument7 SeitenEnsayo Propiedades TermicasEliana Guanoluisa33% (3)
- Formulación Yogurt LíquidoDokument4 SeitenFormulación Yogurt LíquidoJennifer Bautista0% (1)
- Ejemplo 3 en NCSSDokument15 SeitenEjemplo 3 en NCSSPauu Calderon80% (5)
- Taller N°1 Introducion A La CalidadDokument2 SeitenTaller N°1 Introducion A La CalidadJhon Jairo Torres RiosNoch keine Bewertungen
- Diagrama de Bloques Del Proceso de Produccion de La CervezaDokument1 SeiteDiagrama de Bloques Del Proceso de Produccion de La CervezaJason Vargas MendozaNoch keine Bewertungen
- Puntos Criticos de Control para La Producción de Queso Doble CremaDokument16 SeitenPuntos Criticos de Control para La Producción de Queso Doble CremaDubán F. Morales Villa100% (1)
- Flujograma de La Preparacion de Yogur BatidoDokument5 SeitenFlujograma de La Preparacion de Yogur Batidojey-qNoch keine Bewertungen
- Avena POLACA LastDokument28 SeitenAvena POLACA LastPaul Haro100% (1)
- Elaboración Industrial de La Leche CondensadaDokument2 SeitenElaboración Industrial de La Leche CondensadaVerónica Berenice Domínguez Jalili50% (2)
- Avance Diseno Experimental Anchaluisa Cullay MendozaDokument14 SeitenAvance Diseno Experimental Anchaluisa Cullay MendozaWilson Ivan Ortiz CulterNoch keine Bewertungen
- Informe 1 Indicadores de LecheDokument9 SeitenInforme 1 Indicadores de LecheJulita LunaNoch keine Bewertungen
- Evaluación de Parámetros de Calidad de Granos de CaféDokument3 SeitenEvaluación de Parámetros de Calidad de Granos de CaféQkriiz ArriolaNoch keine Bewertungen
- Vida en Anaquel de Galletas SaladasDokument17 SeitenVida en Anaquel de Galletas SaladasElizabeth LunaNoch keine Bewertungen
- Mamey en AlmibarDokument17 SeitenMamey en AlmibarGeraldiine Silva AguilarNoch keine Bewertungen
- Aritmetica Lechera - MariaDokument6 SeitenAritmetica Lechera - MariaNeli Quiroz BadaNoch keine Bewertungen
- Taller Numero 4Dokument9 SeitenTaller Numero 4HANS STEVEN VELASCO ARIASNoch keine Bewertungen
- Prueba Del Perfil Del Sabor CalidadDokument15 SeitenPrueba Del Perfil Del Sabor CalidadMaría Auxiliadora Mendoza SantanderNoch keine Bewertungen
- DbcaDokument6 SeitenDbcaMaritza RodriguezNoch keine Bewertungen
- Plan de Control de Calidad para Yogurt Segun GloriaDokument36 SeitenPlan de Control de Calidad para Yogurt Segun Glorianitus100% (2)
- Act 12 Doex Sosa Tellez Jesus Israel PDFDokument13 SeitenAct 12 Doex Sosa Tellez Jesus Israel PDFJesús Israel Sosa0% (1)
- Evidencia 8 - Plan de MuestreoDokument17 SeitenEvidencia 8 - Plan de MuestreoLisseth JohanaNoch keine Bewertungen
- Plan HaccpDokument9 SeitenPlan Haccpflos2727Noch keine Bewertungen
- Informe Arroz en LecheDokument5 SeitenInforme Arroz en LecheJlrosero94100% (1)
- Inf Analisis de Linea Produccion de YogurtDokument17 SeitenInf Analisis de Linea Produccion de YogurtMalena EspinozaNoch keine Bewertungen
- Guia 2 Pruebas de Plataforma LechesDokument28 SeitenGuia 2 Pruebas de Plataforma LechesAlberto GonzalezNoch keine Bewertungen
- ArticulosDokument3 SeitenArticulosPresupuesto 2020Noch keine Bewertungen
- Uvilla ProyectoDokument16 SeitenUvilla ProyectoNoralmamores100% (1)
- Productos Cocidos y EnlatadosDokument30 SeitenProductos Cocidos y EnlatadosMarleni Irigoin DelgadoNoch keine Bewertungen
- Taller de Generalidades de La Leche 2018Dokument8 SeitenTaller de Generalidades de La Leche 2018Erika Esquivel GarciaNoch keine Bewertungen
- Recomendaciones Elaboración Requesón PDFDokument10 SeitenRecomendaciones Elaboración Requesón PDFAleja MoralesNoch keine Bewertungen
- Informe 4 de Tecno de LacteosDokument9 SeitenInforme 4 de Tecno de LacteosTamara VásquezNoch keine Bewertungen
- Tabla Nutricional de CervezaDokument6 SeitenTabla Nutricional de CervezaDaniel guardadoNoch keine Bewertungen
- Secado 333Dokument5 SeitenSecado 333Keny Hans RamosNoch keine Bewertungen
- Clase 6-I-Ope 1-12.10.22Dokument22 SeitenClase 6-I-Ope 1-12.10.22Angel Conchucos ZapataNoch keine Bewertungen
- RevistaDokument13 SeitenRevistaSANDRA NOEMI BAZAN ARRIBASPLATANoch keine Bewertungen
- Informe Queso G2.2Dokument16 SeitenInforme Queso G2.22916517980101Noch keine Bewertungen
- Proyecto FinalDokument36 SeitenProyecto FinalFlorecita GerenaNoch keine Bewertungen
- Automatizacion Yogurt CaseroDokument11 SeitenAutomatizacion Yogurt CaseroAntonio Molina PachecoNoch keine Bewertungen
- Informe Quesos CremososDokument26 SeitenInforme Quesos CremososDavid MirNoch keine Bewertungen
- Homilia 4586Dokument6 SeitenHomilia 4586DoraLuzBetancurPérezNoch keine Bewertungen
- TI-008. Limpiavidrios MultiusosDokument10 SeitenTI-008. Limpiavidrios MultiusosDoraLuzBetancurPérezNoch keine Bewertungen
- Ho Milia 4577Dokument5 SeitenHo Milia 4577DoraLuzBetancurPérezNoch keine Bewertungen
- Gestión Por ProcesosDokument71 SeitenGestión Por ProcesosDoraLuzBetancurPérezNoch keine Bewertungen
- Msds 406 Nazca Dur 610 Ed 01Dokument6 SeitenMsds 406 Nazca Dur 610 Ed 01DoraLuzBetancurPérezNoch keine Bewertungen
- Msds 397 Nazca Plus 6011 Ed 01Dokument6 SeitenMsds 397 Nazca Plus 6011 Ed 01DoraLuzBetancurPérezNoch keine Bewertungen
- Tarea 2 - Empresas de Exito y Sus EstrategiasDokument13 SeitenTarea 2 - Empresas de Exito y Sus EstrategiasDoraLuzBetancurPérezNoch keine Bewertungen
- Caso Estudio Almacenes Borac SaDokument8 SeitenCaso Estudio Almacenes Borac SaDoraLuzBetancurPérez100% (1)
- Adm. de Proyectos Torta de MatrimonioDokument7 SeitenAdm. de Proyectos Torta de MatrimonioDoraLuzBetancurPérezNoch keine Bewertungen
- C8 Algoritmos GeneticosDokument29 SeitenC8 Algoritmos GeneticosDoraLuzBetancurPérezNoch keine Bewertungen
- Duramax Ing Metodos Trajajo FinalDokument38 SeitenDuramax Ing Metodos Trajajo FinalDoraLuzBetancurPérezNoch keine Bewertungen
- 7 Primeros Valores TerminalesDokument16 Seiten7 Primeros Valores TerminalesDoraLuzBetancurPérezNoch keine Bewertungen
- Reacciones Endergónicas y ExergónicasDokument9 SeitenReacciones Endergónicas y ExergónicasRichard AroneNoch keine Bewertungen
- Guía de Laboratorio - Asumasa - Kevin - Diseño y Construcción de Un DinamómetroDokument24 SeitenGuía de Laboratorio - Asumasa - Kevin - Diseño y Construcción de Un DinamómetroIvan AsumasaNoch keine Bewertungen
- Actividad - Día 4 - Semana 18Dokument5 SeitenActividad - Día 4 - Semana 18ChristianNoch keine Bewertungen
- TEKCEN SAS - Catalogo - MaterialaesDokument43 SeitenTEKCEN SAS - Catalogo - MaterialaesJUAN CARLOS GARCIA RUBIONoch keine Bewertungen
- Curso Instalación de Gas - CEDEGASDokument161 SeitenCurso Instalación de Gas - CEDEGASErnesto Durand100% (1)
- José BlegerDokument7 SeitenJosé BlegerricardoNoch keine Bewertungen
- Materiales Con Nieve SecaDokument3 SeitenMateriales Con Nieve SecaOscar Michell Pelaez CasillasNoch keine Bewertungen
- Quiz Uno 11.3 de 17Dokument6 SeitenQuiz Uno 11.3 de 17valerie2911Noch keine Bewertungen
- Janampa Mayta RoelDokument6 SeitenJanampa Mayta RoelLuis Geanpier Palacios JaureguiNoch keine Bewertungen
- Caso de Estudio #2Dokument3 SeitenCaso de Estudio #2Alex Pacheco Hernandez33% (6)
- Hoja de Chequeo Del ComputadorDokument24 SeitenHoja de Chequeo Del ComputadorErnesto UNAD Ojeda AcostaNoch keine Bewertungen
- Plan Departamental de Desarrollo Santa Cruz de La SierraDokument54 SeitenPlan Departamental de Desarrollo Santa Cruz de La SierraDiego Farfan BurgosNoch keine Bewertungen
- Lectura 1 Conceptualización en Seguridad PDFDokument14 SeitenLectura 1 Conceptualización en Seguridad PDFstefannyNoch keine Bewertungen
- A Una AlondraDokument3 SeitenA Una Alondrapalabro4okNoch keine Bewertungen
- Tesis FinalDokument259 SeitenTesis FinalLuis TejadaNoch keine Bewertungen
- Induccion de Seguridad Senati 2015 JulioDokument43 SeitenInduccion de Seguridad Senati 2015 JulioJuan Carlos Jara MNoch keine Bewertungen
- PREGUNTA 1, 2 y 3Dokument2 SeitenPREGUNTA 1, 2 y 3Rosmery Gaimes quispeNoch keine Bewertungen
- Consilium ReglasDokument4 SeitenConsilium ReglasCobama Miguel AuzaNoch keine Bewertungen
- Desarrollo Computronic SACDokument27 SeitenDesarrollo Computronic SACIchpas Vargas MarielaTlvNoch keine Bewertungen
- 34 - Fase 1Dokument12 Seiten34 - Fase 1angie reyesNoch keine Bewertungen
- Importancia de Los Organos Del Estado en Las Relaciones EstatalesDokument4 SeitenImportancia de Los Organos Del Estado en Las Relaciones EstatalesDeysi milena Lugo castilloNoch keine Bewertungen
- Púrpura de Schönlein-HenochDokument1 SeitePúrpura de Schönlein-HenochFatima Desiree Rodríguez JaquezNoch keine Bewertungen
- Retos de La Seguridad Social en El Siglo XXIDokument14 SeitenRetos de La Seguridad Social en El Siglo XXIpetitjosemanuel6Noch keine Bewertungen
- Contravencional 08Dokument71 SeitenContravencional 08Matías FernándezNoch keine Bewertungen
- Facsimil HistoriaDokument16 SeitenFacsimil HistoriaJotaele2009100% (1)
- Reporte Tecnico Corregido 1Dokument8 SeitenReporte Tecnico Corregido 1esauNoch keine Bewertungen