Das könnte Ihnen auch gefallen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 01 Lowcosthousing 181224175137Dokument42 Seiten01 Lowcosthousing 181224175137Damanpreet DandiwalNoch keine Bewertungen
- LNG VaporizerDokument4 SeitenLNG Vaporizernangkarak8201Noch keine Bewertungen
- Rack-And-Pinion or Screw Driven SystemDokument2 SeitenRack-And-Pinion or Screw Driven Systemnima_matrix20028550Noch keine Bewertungen
- Citadel Casing Solutions Technical Overview 2020 PDFDokument39 SeitenCitadel Casing Solutions Technical Overview 2020 PDFjosephbenettonNoch keine Bewertungen
- Mini Blast FurnaceDokument8 SeitenMini Blast FurnaceTAHIR SAIFNoch keine Bewertungen
- AIR TECH Complete ManualDokument33 SeitenAIR TECH Complete ManualEvandro OliveiraNoch keine Bewertungen
- Data Sheet Cooler Main HXR 400kW %0Dokument3 SeitenData Sheet Cooler Main HXR 400kW %0Resul DemirelliNoch keine Bewertungen
- Appendix H - Transmission and Distribution DetailsDokument12 SeitenAppendix H - Transmission and Distribution DetailsNaveed KhanNoch keine Bewertungen
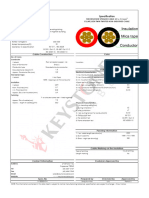
- Keystone Fire Alarm Cables (Twisted Pair Non Sheathed)Dokument3 SeitenKeystone Fire Alarm Cables (Twisted Pair Non Sheathed)Edwin LoquinaNoch keine Bewertungen
- Astm B-604Dokument11 SeitenAstm B-604H1B1171Noch keine Bewertungen
- ASTM Norm E 164 - 97 - RTE2NC05NWDokument23 SeitenASTM Norm E 164 - 97 - RTE2NC05NWAngelNoch keine Bewertungen
- Fine Woodworking - Gluing and Clamping StrategiesDokument7 SeitenFine Woodworking - Gluing and Clamping Strategiescajunhillbilly100% (1)
- Percenta Nano Coatings Clean With EaseDokument11 SeitenPercenta Nano Coatings Clean With EasexltechnologiesNoch keine Bewertungen
- False Celling 1Dokument63 SeitenFalse Celling 1Bijaya Raula100% (1)
- Tubing PDFDokument20 SeitenTubing PDFTheEdgeNoch keine Bewertungen
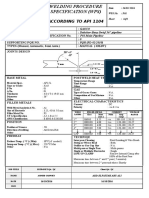
- Welding Procedure Specification (WPS) : According To Api 1104Dokument1 SeiteWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- SamiullahDokument4 SeitenSamiullahMuhammad Faiez AfzaalNoch keine Bewertungen
- Training Design FinalDokument8 SeitenTraining Design FinalS MilanNoch keine Bewertungen
- Fig. 7444 PDFDokument2 SeitenFig. 7444 PDFDanielNoch keine Bewertungen
- KT88Dokument2 SeitenKT88José AmaralNoch keine Bewertungen
- ST2D PDFDokument4 SeitenST2D PDFDragan MedojevicNoch keine Bewertungen
- Effects of Water-Cement Ratio On The Compressive Strength of ConcreteDokument9 SeitenEffects of Water-Cement Ratio On The Compressive Strength of ConcreteJOHN ORELLE MANGAHASNoch keine Bewertungen
- 07 Drawer RunnersDokument20 Seiten07 Drawer RunnersngotiensiNoch keine Bewertungen
- Parte 3.-Piping Design Carrier HandBookDokument122 SeitenParte 3.-Piping Design Carrier HandBookNestor Sanchez Villasmil100% (8)
- ACAK2Dokument51 SeitenACAK2muhammad fachroziNoch keine Bewertungen
- Procedure of Integrity Test of Absolute Hapa FiltersDokument2 SeitenProcedure of Integrity Test of Absolute Hapa FiltersMujib Ur Rehman MalikNoch keine Bewertungen
- Catalogo de Generadores WartsilaDokument196 SeitenCatalogo de Generadores Wartsilajuliocanel2009Noch keine Bewertungen
- Sterling Silver Improvement Fi-Bu Jtf2006 EngDokument12 SeitenSterling Silver Improvement Fi-Bu Jtf2006 EngTran TamNoch keine Bewertungen
- Proposed Construction of WarehouseDokument59 SeitenProposed Construction of WarehouseFerdinand Fragata Ramiterre100% (1)
- Sample Chapter 2Dokument27 SeitenSample Chapter 2Louise Joseph PeraltaNoch keine Bewertungen