Das könnte Ihnen auch gefallen
- Manual D13 MOTOR vOLVODokument51 SeitenManual D13 MOTOR vOLVOyojan2015088% (58)
- Body Builders Guide PDFDokument216 SeitenBody Builders Guide PDFvo phuongNoch keine Bewertungen
- Service Manual Namu X 35 EnglishDokument80 SeitenService Manual Namu X 35 EnglishFernando MarinNoch keine Bewertungen
- C1.5 C2.2 C3.4B C4.4 C6.6 C7.1 TRGDokument5 SeitenC1.5 C2.2 C3.4B C4.4 C6.6 C7.1 TRGLimosh BsNoch keine Bewertungen
- 1204E - 1206E Troubleshooting KENR9116-01Dokument308 Seiten1204E - 1206E Troubleshooting KENR9116-01Epure GabrielNoch keine Bewertungen
- Cascadia Driver's ManualDokument238 SeitenCascadia Driver's ManualhaviettuanNoch keine Bewertungen
- HSE Manual: Tripod-DELTADokument52 SeitenHSE Manual: Tripod-DELTAClive Nicli100% (4)
- Safety LeadershipDokument54 SeitenSafety Leadershipmustafaelsaid21100% (1)
- Service Manual SectionDokument129 SeitenService Manual Sectionkamaleon doradoNoch keine Bewertungen
- Isuzu T4i Engine Error CodesDokument1 SeiteIsuzu T4i Engine Error Codesmorus60% (5)
- Enhance lone worker safety culture with 12 new training coursesDokument45 SeitenEnhance lone worker safety culture with 12 new training coursesrgadeamerinoNoch keine Bewertungen
- Health and Safety BenchmarkingDokument16 SeitenHealth and Safety BenchmarkingHealthSafety90% (20)
- IOGP 365-v4Dokument54 SeitenIOGP 365-v4skishark100% (1)
- HSE Leadership PDFDokument132 SeitenHSE Leadership PDFkaridanielNoch keine Bewertungen
- QJ - Warning Codes (Blue) : Code 1Dokument6 SeitenQJ - Warning Codes (Blue) : Code 1avtonika38Noch keine Bewertungen
- How To Manage Work Health and Safety RisksDokument30 SeitenHow To Manage Work Health and Safety RisksLyn Hazel Delmo CalawodNoch keine Bewertungen
- 057-290 6110MKIII 6120MKIII Soft PDFDokument184 Seiten057-290 6110MKIII 6120MKIII Soft PDFRobertNoch keine Bewertungen
- Nebosh Diploma Notes in Question Answer FormatDokument4 SeitenNebosh Diploma Notes in Question Answer FormatFff25% (4)
- Minimizing Accidents & Injuries On and Off The Job: Using The Hazard Recognition Approach To Accident PreventionDokument82 SeitenMinimizing Accidents & Injuries On and Off The Job: Using The Hazard Recognition Approach To Accident PreventionDavis EzieNoch keine Bewertungen
- One Hundred Steps: A Practical Guide to the 100 Steps That Can Make Your Workplace SaferVon EverandOne Hundred Steps: A Practical Guide to the 100 Steps That Can Make Your Workplace SaferNoch keine Bewertungen
- Blueprint References: Book Title Auxilliary InformationDokument2 SeitenBlueprint References: Book Title Auxilliary InformationsafetydmrcNoch keine Bewertungen
- Facilitator's Guide: Behavioural SafetyDokument21 SeitenFacilitator's Guide: Behavioural Safetyvbnaik03Noch keine Bewertungen
- S5 Uj08e14aDokument353 SeitenS5 Uj08e14aAndres Gomez0% (1)
- Caterpillar Wheel Loader 962KDokument36 SeitenCaterpillar Wheel Loader 962KJi Uvex100% (1)
- Andrew Hopkins Making Safety WorkDokument223 SeitenAndrew Hopkins Making Safety WorkkusumawardatiNoch keine Bewertungen
- Five Steps To Sustainable Safety Culture Excellence PDFDokument1 SeiteFive Steps To Sustainable Safety Culture Excellence PDFSuhardi RahamatNoch keine Bewertungen
- Behavior Based Safety ProgramsDokument27 SeitenBehavior Based Safety ProgramsEdy Permana Tadjudin100% (2)
- Operational DisciplineDokument12 SeitenOperational DisciplineWilson Perumal & Company100% (2)
- Accident Incidents - The Human Part 050318 PDFDokument32 SeitenAccident Incidents - The Human Part 050318 PDFRezende JulioNoch keine Bewertungen
- Behaviour-Based Safety in Organizations: Saving Life Before The Accident, 2/eDokument2 SeitenBehaviour-Based Safety in Organizations: Saving Life Before The Accident, 2/ePampanagouda YadavNoch keine Bewertungen
- Occupational health and safety A Complete Guide - 2019 EditionVon EverandOccupational health and safety A Complete Guide - 2019 EditionNoch keine Bewertungen
- 16 Life Saving RulesDokument118 Seiten16 Life Saving RulesMark Angelo UyNoch keine Bewertungen
- Delo® 400 Multigrade SAE 15W-40Dokument2 SeitenDelo® 400 Multigrade SAE 15W-40AymanSayedElantableeNoch keine Bewertungen
- Behavior Based Safety & Safety ObservationsDokument22 SeitenBehavior Based Safety & Safety ObservationsakubestlahNoch keine Bewertungen
- Health and Safety CultureDokument129 SeitenHealth and Safety CultureAina Inayah100% (1)
- Woodside Personalising Safety Culture PDFDokument7 SeitenWoodside Personalising Safety Culture PDFPhan QuangNoch keine Bewertungen
- Health and Safety in ExcavationsDokument65 SeitenHealth and Safety in Excavationsthirupathi9966Noch keine Bewertungen
- NEBOSH HSE Certificate in Process Safety Management PDFDokument1 SeiteNEBOSH HSE Certificate in Process Safety Management PDFVasanth KathiranNoch keine Bewertungen
- Todd Conklin - HPIDokument44 SeitenTodd Conklin - HPIknabpshoNoch keine Bewertungen
- Safety Culture - BacktotheBasics - Version 2008.06Dokument53 SeitenSafety Culture - BacktotheBasics - Version 2008.06drbillcorcoranNoch keine Bewertungen
- Corporate Safety Compliance (2008) PDFDokument334 SeitenCorporate Safety Compliance (2008) PDFJaijeev Pali100% (1)
- ComplacencyDokument22 SeitenComplacencySammie Williams100% (1)
- Design and Implement Behavioural Safety Programme (SOH CHEE SENG)Dokument95 SeitenDesign and Implement Behavioural Safety Programme (SOH CHEE SENG)Chauhan VineetNoch keine Bewertungen
- Health and Safety Training MatrixDokument3 SeitenHealth and Safety Training MatrixSamsung JosephNoch keine Bewertungen
- Behavioural Safety RefresherDokument28 SeitenBehavioural Safety RefreshervhlactaotaoNoch keine Bewertungen
- 20 FatigueDokument28 Seiten20 FatigueAndres Lucero LeivaNoch keine Bewertungen
- Behavior-Based Safety and Occupational Risk Management - Scott Geller 2005Dokument24 SeitenBehavior-Based Safety and Occupational Risk Management - Scott Geller 2005Jimmy LumanauwNoch keine Bewertungen
- Piper Alpha: Initial Response From IndustryDokument8 SeitenPiper Alpha: Initial Response From Industryakku12342006Noch keine Bewertungen
- CDM 2015 Regulations SummaryDokument44 SeitenCDM 2015 Regulations SummaryJeduardo Ch-mezaNoch keine Bewertungen
- Process Safety AccidentsDokument44 SeitenProcess Safety Accidentskanakarao1100% (2)
- Finding DPF Switch in EDC17 ECUDokument7 SeitenFinding DPF Switch in EDC17 ECUleonid levinNoch keine Bewertungen
- Job Safety Analysis A Complete Guide - 2020 EditionVon EverandJob Safety Analysis A Complete Guide - 2020 EditionNoch keine Bewertungen
- Improving Health, Safety and Environment Culture Through an Effective Field Leadership ProgramDokument26 SeitenImproving Health, Safety and Environment Culture Through an Effective Field Leadership ProgramPatricio Eduardo Valdebenito TorresNoch keine Bewertungen
- Leading indicators for occupational health and safety in miningDokument56 SeitenLeading indicators for occupational health and safety in miningrome_n21Noch keine Bewertungen
- Hse Control & Management - MagazineDokument32 SeitenHse Control & Management - MagazineedwardnugrohoNoch keine Bewertungen
- IOSH Magazine - May 2016 PDFDokument68 SeitenIOSH Magazine - May 2016 PDFChristyNoch keine Bewertungen
- IOSH Magazine 2018 MayDokument60 SeitenIOSH Magazine 2018 MayGivan A TotNoch keine Bewertungen
- Standards Brochure z15 1 2 - 2019Dokument2 SeitenStandards Brochure z15 1 2 - 2019jofeornu@gmail.comNoch keine Bewertungen
- Ramp Safety CultureDokument11 SeitenRamp Safety CultureRumesh ThilakarathnaNoch keine Bewertungen
- Ndip PP Jul 2012 - Unit BDokument4 SeitenNdip PP Jul 2012 - Unit BMegame BakiNoch keine Bewertungen
- Risk Assessment Guidance Note Ver2aDokument11 SeitenRisk Assessment Guidance Note Ver2aSalim MuftahNoch keine Bewertungen
- MJV Safety Culture (NL) - King-LawrieDokument31 SeitenMJV Safety Culture (NL) - King-LawrieSebastian IacopiNoch keine Bewertungen
- 12life Saving RulesDokument33 Seiten12life Saving RulesLakshmi Kanth PNoch keine Bewertungen
- Unit A Rev NotesDokument138 SeitenUnit A Rev Noteskhaled osmanNoch keine Bewertungen
- HSSR MagazineDokument68 SeitenHSSR Magazinebaaziz2015Noch keine Bewertungen
- 14 - Safety Resilience As New Safety Thinking (USAHID) - 150720 PDFDokument77 Seiten14 - Safety Resilience As New Safety Thinking (USAHID) - 150720 PDFawan syafrieNoch keine Bewertungen
- Bsi Iso 45001Dokument2 SeitenBsi Iso 45001koushkiNoch keine Bewertungen
- Tripod-BETA: Incident Investigation and AnalysisDokument24 SeitenTripod-BETA: Incident Investigation and Analysisrodhiba1Noch keine Bewertungen
- Examiners Reports NCC1 September 2011 NCC1Dokument12 SeitenExaminers Reports NCC1 September 2011 NCC1Andreas AntonopoulosNoch keine Bewertungen
- Occupational Health HazardsDokument9 SeitenOccupational Health HazardsAswin Magesh100% (1)
- Company Safety Rules - Safety Controllers - Conversion Training For IPR-GDF Suez - Sept 2012Dokument150 SeitenCompany Safety Rules - Safety Controllers - Conversion Training For IPR-GDF Suez - Sept 2012Abrar Mojeeb100% (1)
- Guidelines For - Managing Abnormal SituationsDokument266 SeitenGuidelines For - Managing Abnormal Situationsrahman setiaNoch keine Bewertungen
- Incident Injury Hazard Reporting and Investigation RequirementsDokument8 SeitenIncident Injury Hazard Reporting and Investigation RequirementsQNoch keine Bewertungen
- Subaru Legacy, Liberty, Outback 2009-13Dokument63 SeitenSubaru Legacy, Liberty, Outback 2009-13Angus WhitnallNoch keine Bewertungen
- SPN 5397 Fmi 31Dokument3 SeitenSPN 5397 Fmi 31esternocleido24Noch keine Bewertungen
- DTC ECM 164.125 Blue USADokument30 SeitenDTC ECM 164.125 Blue USAFlorin NegruNoch keine Bewertungen
- Evolution Full-Tech Fe 5w-30 EngDokument1 SeiteEvolution Full-Tech Fe 5w-30 EngDaniel MartínNoch keine Bewertungen
- CM20170221 17635 16516Dokument28 SeitenCM20170221 17635 16516abdelhadi ZaaniNoch keine Bewertungen
- Bosal Eolys EnglishDokument6 SeitenBosal Eolys EnglishGeorge-Iceage KostidisNoch keine Bewertungen
- AT400T41T M.Y. 2013 Cursor 13 Euro ViDokument16 SeitenAT400T41T M.Y. 2013 Cursor 13 Euro ViCesar MartinezNoch keine Bewertungen
- DEUTZ Motor BFM1012 1013 Montaje de Bombas Unitarias-1Dokument46 SeitenDEUTZ Motor BFM1012 1013 Montaje de Bombas Unitarias-1Christopher Jesus Reàtegui OlivaresNoch keine Bewertungen
- Ss 500 Pfs mp1Dokument1 SeiteSs 500 Pfs mp1Ing SánchezNoch keine Bewertungen
- ARD Fuel Pressure Is LowDokument11 SeitenARD Fuel Pressure Is LowIliyan VasilevNoch keine Bewertungen
- 1.a.3.d Navigation - Shipping - 2019 - Update 2021Dokument48 Seiten1.a.3.d Navigation - Shipping - 2019 - Update 2021Muhammad Azamuddin bin HassanNoch keine Bewertungen
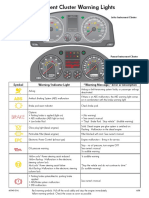
- Instrument Cluster Warning LightsDokument2 SeitenInstrument Cluster Warning Lightsしひち し大100% (1)
- DigitalDocket B202337253 N6204 69281Dokument9 SeitenDigitalDocket B202337253 N6204 69281tyagictwNoch keine Bewertungen
- Linked PDFDokument275 SeitenLinked PDFАнатолій ГуменюкNoch keine Bewertungen
- GROUP 17 EMISSION CONTROL SYSTEM DIAGNOSISDokument33 SeitenGROUP 17 EMISSION CONTROL SYSTEM DIAGNOSISClaudio Rene Silva HernandezNoch keine Bewertungen